

27. Суть процесу вільного кування.
Кування - вид гарячої обробки металів тиском, при якому метал деформується за допомогою універсального інструменту. Нагріту заготовку ставлять на нижній бойок і універсальним інструментом - верхнім бойком послідовно деформують на окремих ділянках заготовки. Метал вільно тече в сторони, необмежені робочими поверхнями інструменту, в якості якою використовують плоскі або фігурні (вирізані) бойки, а також різний підкладний інструмент. .
Куванням отримують заготовки для наступної механічної обробки. Ці заготовки називають кованими поковками.
Кування є єдиним можливим способом виготовлення важких поковок (до 250т і більше) тину валів гідрогенераторів, турбінних дисків, колінчастих валів суднових двигунів, валків прокатних станів, і г.д. Поковки меншої маси (десятки і сотні кілограмів) можна виготовляти і куванням і штампуванням. Вихідними заготовками для кування важких, великих поковок є зливки масою до 320т. Зливки для кування мають різну форму: видовжені малоприбуткові, порожнисті, багатогранного, круглого або квадратного поперечного перерізів. Поковки середньої і малої маси виготовляють переважно прокат у вигляді блюмів і сортового: квадратного, круглого або прямокутного перерізів. Кування поділяють на ручне і машинне. Ручним куванням отримують дрібні поковки в одиничному виробництві і пр» ремонтних роботах з допомогою наковальні і кувалди.
28. Основні операції кування і інструмент, який використовується.
Процес кування складається із чергування у визначеній послідовності основних і допоміжних операцій. До основних операцій кування відносяться: осадження, протяжка, прошивка, обрубування, 'згинання, скручування.
29. Осадження - операція зменшення висоти заготовки при збільшенні площі ЇЇ поперечного перерізу (рисунок. 1.35). Осадження використовують:
- для • отримання поковок з великими, поперечними розмірами • при відносно малій висоті (зубчасті колеса, диски і т.д.); г * як підготовчу операцію перед прошивкою при виготовленні пустотілих поковок (кілець, барабанів);
- як підготовчу операцію для знижена» литої дендритної структури зливка і покращання механічних властивостей виробу,
Деформація при осадженні поковки з литою структурою може (5угн виражена величиною уковки, де Р> - велика площа поперечного перерізу; РЇ-мемра площа поперечного перерізу, Н 1 п - висота початкової і кінцевої поковок відповідно, Величину деформації оцінюють коефіцієнт ом укову:
30.Висадка її схеми при куванні
Різновидом осадження є Висадка (рис. 1.356), при "якій метал осаджується лише на частині Довжини заготовки.
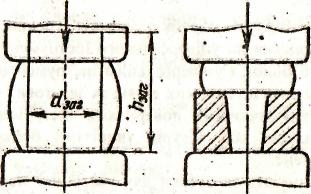
Рисунок. 1.35'гСхШи осадки (а) і висадки (6).
31.Протяжка - операція подовження заготовки або її частини за рахунок зменшення площі поперечного перерізу (рисунок. 1.36а). Протяжку проводять послідовними ударами або натисками на окремі дільниці заготовки примикаючі один до другого, з подачею заготовки вздовж осі протяжки і поворотами її на 90° навколо цієї осі.
Розгон - операція збільшення ширини частини заготовки за рахунок зменшення її товщини (рис. 1.36г).
Протяжка і оправкою - операція збільшення довжини заготовки за рахунок зменшення товщини її стінок (рис. І.Збд). Протяжку виконують в вирізних бойках (або нижньому вирізному і верхньому плоскому) на злегка конічній оправці. Протягують в одному иіпрямку - до кінця оправки, що розширюється, шо полегшує її видалення із поковки.
32.Розкатка на оправці - операція одночасного збільшення зовнішнього і внутрішнього діаметрів кільцевої заготовки за рахунок зменшення товщини її стінок (рис. І.Збв). Заготовка опирається внутрішньою поверхнею на циліндричну оправку, встановлену кінцями на підставках, і деформується між оправкою і вузьким довгим бойком. Після кожного натиску заготовку повертають відносно оправки.
33.Прошивка - операція отримання порожнин в заготовці за рахунок витіснення металу. Прошивкою можна • отримати наскрізний отвір або поглиблення (глуха прошивка). Інструментом для прошивки є прошивні суцільні і пустотілі; останнім прошивають отвори великого діаметру (400-900мм). При наскрізній прошивці порівняно тонких поковок приймають підкладні кільчя. Більш товсті поковки прошиваються з двох сторін без підкладного кільця (рис. 1.37).
Обрубування - операція л відокремлення частини заготовки по. незамкнутому контуру шляхом впровадження в заготовку деформуючого інструменту - сокири. Обрубування використовують для отримання із заготовок великої довжини декількох коротких, для видалення залишків металу на кінцях поковок, а також прибуткової в донній частині злитку і т.п. Інструмент для обрубування - сокири різноманітної форми (рис. 1.37д).
34.Згинання - операція надання заготовці зігнутої форми за заданим контуром. Цією операцією отримують кутники, скоби, кронштейни і т.д.
Скручування - операція, під дією якої частина заготовки повертається навколо поздовжньої осі (рис. 1.38). Скручування можна використовувати для виготовлення колінчастих валів, при виготовленні свердл. При скручуванні одну частину1 заготовки затискають між бойками, другу розвертають за допомогою різних пристроїв - воротків, ключів, лебідок.
Перерахованими операціями кування важко виготовити поковки з відносно складною конфігурацією. Тому при виготовленні невеликої партії таких поковок використовують так зване штампування в підкладних штампах. Підкладний штамп може складатися із однієї або двох частин, в яких є порожнина з конфігурацією підковки або її окремої ділянки. В підкладних штампах можна виготовляти головки ключів, головки болтів, диски зі стугощею, втулки з буртом та інші підковки.