

47. Конструювання поковок.
Схема технологічного процесу штампування в основному визначається конфігурацією і розмірами деталі, яку необхідно отримати. По кресленню де гй і і складаю п, креслення поковки.'
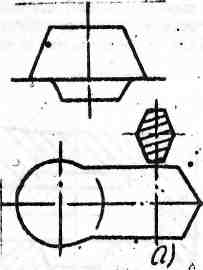
При одержанні поковки у відкритому штампі, перш за все необхідно правильно вибрати поверхню роз'сму. З метою полегшення заповнення метаном порожнини штампа, бажано вибрати площину таким чином, щоб Порожнина штампи мана найменшу глибину. При штампуванні можливий зсув однім половини штампу підносно іншої. Для тото, щоб такий зсув мржия було легко контролювати, площина роз'сму повинна пересікати вертикальну поверхню заготовки (рис. 1.49)

48. Суть процесу листового штампування.
Листове штампування с одним з • найбільш прогресивних і високопродуктивних способів одержання деталей складної форми з тонкими стінками; переважно його використовують в холодному стані.
Операцію листового штампування називають процес пластичної деформації, який забезпечує зміну форми вказаної ділянки заготовки. При листовому штампуванні вироби одержуються з дуже малими допусками і високою якістю поверхні. В більшості випадків холодноштамповані вироби не піддають механічній обробці і вони поступають на збирання машин.
50. Операції листового штампування. Розглянемо основні види операцій листового штампування: відрізку вирубку, пробивку і інші операції.
Відрізка відділення заготовки по незамкнутому контурі на спеціальних машинах-ножннцях і в штампах. Відрізку часто застосовують, як заготовочну операцію, яка розділяє лист на полоски заданої довжини, Основними тилами ножниць являються ножинці з поступальним рухом ріжучих кромок ножа з обертовим рухом ріжучих кромок - дискові ножниці. Для зменшення зусилля різання, ріжучі кромки в ножницях з поступальним рухом ножа звичайно нахилені один до одного під кутом 1- 5° (гільйотинні ножиці). Лист подають до упору, шо визначає ширину відрізної полоси. Довжина відрізної полоси не повинна перевищувати довжини ножів.
При відрізці на дискових ножицях довжина відрізаючої полоси не обмежується інструментом а обертанням дискових ножів, що забезпечує не тільки розділення, але і подачу заготовки під дією сил тертя Прямолінійність лінії відрізки на дискових ножах забезпечує доторкання роздільних частин заготовки з плоскими поверхнями ножа і тим що ріжучі кромки ножів заходять одна за другу.
Якість поверхні зрізу залежит!. від правильного вибору і встановлення зазору між ріжучими' кромками (2=/0,03- 0,05)5 де 8-товщина листа і відсутність притуплення ріжучих кромок.
Зусилля відрізки пропорційне величині 'зрізаної в даний момент площі заготовки.' '■
Для заготовки захвату і подачі заготовки діаметр ножів повинен бути більше товщини заготовки в 30-70 раз (в залежності від коефіцієнта тертя з зменшенням якого Діаметр ножів треба збільшувати).
51. Вирубка і проривка. Характер деформування заготовки для цих операцій однаковий, відрізняються вони тільки призначенням. Вирубкою оформляють зовнішній контур деталі (або заготовки для подальшого деформування) пробивкою - внутрішній отвір (виготовлення отворів). Вирубку і пробивку звичайно роблять при наявності металіоого пуансона і матриці. Пуансоном видавлюють частину заготовки відносно отвору матриці. На початковій стадії деформування відбувається від врізання ріжучих кромок в заготовку і зміщення однієї чистини. заготовки відносно іншої без сильного руйнування (рисунок Т.67 а) '
При певній глибині проникнення ріжучих кромок в заготовку (що збільшується із збільшенням «пластичності металу) біля ріжучих кромок зароджуються тріщини. Тріщини ці нахилені до осі інструменту під кутом 4-б"; якщо ці тріщини з'являються, то поверхня зрру одержується порівняно гладкою (рис. 1.67 б),' що складається з блискучого пояска, що відповідає проникненню ріжучих кромок до появи тріщин і нахиленою шороховатою поверхнею руйнування в зоні утворення тріщин.
Можливість співпадання тріщин, що йдуть від ріжучих кромок пуансона і матриці залежить від правильного вибору зазору між пуансонам і матрицею. Зазор призначається в залежності, від товщини і механічних властивостей заготовки і приблизно становить (0*05- 0„І)з.
При малому зазорі тріщини не зустрічаються і на поверхні зрізу появляються пояски вторинного зрізу, погіршуючи її властивості і сприяє руйнування заготовки нри такому деформуванні і при роботі деталі.
При вирубці розміри отвору матриці дорівнюють розмірам виробу о розміри пуансона на 22 менше* їх. При пробивні розміри пуансона дорівнюють розмірам отвору, а розміри матриці на 22 більше їх
Зусилля вирубки,! пробивки при паралельних плоских робочих торцях пуансона і матриці визначається за формулою
де Ь-'периметр виробу чи отвору, 8- товщина заготовки, (^в- опір зрізу. В. окремих випадках бажано одержати пк.дк/ поверхню зрізу перпендикулярну до поверхні заготовки; для цього необхідно збільшити висоту яскравого пояска. Частково цього можна досягти притупляючи одну з ріжучих кромок (матриці при вирубці і пуансона - при пробивці). В цьому випадку розвивається одна тріщина від гострої ріжучої кромки, а інструмент з ррнтуплфіою кромкою згладжує- поверхню зрізу, зменшуючи висоту шороховатості пояска. , .
Більш якісну поверхню зрізу одержують вирубкою з тисненням, при якому шготовка з значним зусиллям притискається до торця пуансона І до робочої площини матриці. Збільшення стискаючих напружень в зоні різання, підвищує пластичність і зменшує можливість утворення, тріщин, зменшуючи висоту шороховатого пояска.
52. Гнуття - операція, що змінює кривизну заготовки без зміни її лінійних розмірів. В процесі гнуття пластична деформація концентрується на вузькій ділянці, контактуючому з пуансоном в той час як ділянки,,що утворюють полиці деталі, деформуються гнучко. В зоні пластичних деформацій зовнішні шари розтягуються, а внутрішні (повернуті до пуансона) стискаються В середині заготовки (по товщині) знаходяться шари, деформація яких дорівнює ігулю (Рис. 1.68). Деформація розтягу овнішнього шару не обмежена і. При визначеній її величині може •озпочатись руйнування ■ заготовки з утворенням тріщин, що йдуть з ювнішньої поверхні в середину заготовки. Ця обставина обмежує мінімальні радіуси, виключаючи руйнування заготовки. В залейШості від пластичності матеріалу заготовки Ктіп=(0,1- 2)8
Бажано розмістити лінію гнуття так, щоб розтягування, що має місце при гнутті, відбувалось в напрямі волокон шкроструктури і щоб заусениці, що утворюються при вирубці, були мінімальні і по можливості розміщались в зоні стиску, а не в зоні розтягу. При знятті зовнішніх сил, що викликають згин заготовки розтягнуті. шари хочуть стиснутись, а стиснуті шари - видовжитись; Завдяки цьому при знятті навантаження змінюються- кути між полицями (напруження при гнутті). К^т між полицями при розвантаженні змінюються в залежності від механічних властивостей (відношення межі текучості До модуля "пружності), від і/в і від кута в і збільшується при збільшенні цих параметрів. . '
Кути пружнбсті зменшуються ррй згині з підчиканкою (коли полиці з певним зусиллям стискуються між відповідними площинами пуансона і матриці:), а такожпри прикладанні стискаючих або розтягуючих сил діючих вздовж осі заготовки. В цьому випадку можна витіснити зону розгягуабо стиску я місцях пластичної деформації і при розвантаженні усі шари заготовки, будуть або розтягуватись, аби тільки стискатись, що і зменшм-пь кутові деформації при розвантаженні.
Зусилля однокутового згинання може бути приблизно визначене -за формулою: .3
При згині в штампах можна одночасно змінити кривизну у декількох місцях по' довжині заготовки, залишивши інші місця прямолінійними. В деяких випадках пластичні' деформації при згині можуть охоплювати всю заготовку. .'•.. .
Деталі, зігнуті в декількох" просторах, звичайно виготовляють почерговим) деформуванням Заготовки в декількох штампах.
При згині просторових, (не плоских, профільних) заготовок мінімальний радіус визначає не тільки можливість руйнування заготовки, але і утворення складок в окремих зонах вигнутої заготовки (втрата стійкості).
53.Витяжка без потоншення стінки. Ця операція перетворює плоску заготовку в просторовий виріб при зменшені периметра витягнутої заготовки. ;
Вирубану заготовку кладуть на площину матриці. Пуансон натискає на центральйу# частину, заготовки і вмішає її в отвір матриці. Центральна частина заготовки тягне за собою периферійну частину (фланець) заготовки і остання, зміщуючись в матрціоо, утворює стінки витягнутого виробу.
У фланці в радіальному напрямі діють розтягуючі напруження ?,. втягук>чі фланець в отвір матриці і діючи в тангенціальному напрямі, зменшуючій діаметральні розміри заготовки. При певних розмірах фланець 'заготовки може втратити стійкість під дією стискаючих напруг ?<ц що приведе до утворення складок 6 (рис. 1.69). Скпалки можуть появитись якщо гнуття (а) і вироби, одержані з його використанням. Для попередження появи складок застосовують притискач (Рис. 1.69), який з визиаченою'силою притискає фланець заготовки до площини матриці.
Розтягуючі напруження ?в= 0 иа. зовнішній кромці заготіовки і збільшуються до максимальної величини- при вході в матрицю (з збільшенням ширини втягуючої частини фланця) Якщо розтягуючі напруження"?», діють при вході в матрицю, дорівнюють границі міцності матеріалу заготовки, то заготовка на дні може руйнуватись і витяжка стане неможливою. Звідси висновок, що • витягувати без руйнування заготовки можна з визначеною, обмеженою шириною фланця. Зміна форми при витяжці оцінюється коефіцієнтом витяжки Кв=0/а*. В залежності від механічних властивостей металу і умов витягування допустимі значення коефіцієнта витяжки становлять 1,8-2,1.
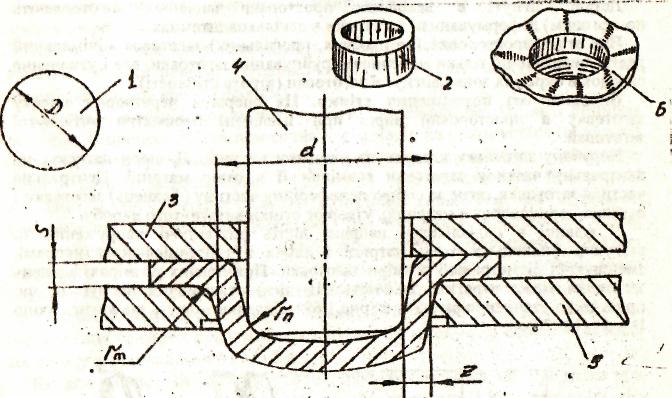
1 - заготовки, 2- виріб; З - притискач; 4- пуансон; 5- матриця; б- виріб з складками, що утворюються при витяжці без притискача Рисунок 1.69-Схемв витяжки §вд утонення стінок
Крім ширини фланця, на величину розтягуючого зусилля ?в, діючого в небезпечному перерізі заготовки (при вході в матрицю, де може початись руйнування заготовки), впливають радіуси заокруглення кромок матриці Кіл і пуансона Кп, а також,сняи тертя, що виникають, при переміщенні заготовки відносно матриці і притискача.
Дня зменшення концентрації напруження і відповідно небезпеки
руйнування заготовки кромки пуансона і матриці заокруглюють по радіусу
„ що рівний 5-10% товщини заготовки. Для зменшення сил тертя витяжку
звичайно проводять із змазуванням заготовки, при чому склад змазки
підбирають з урахуванням характеристик матеріалу заготовки, коефіцієнта витяжки і форми витягнутих деталей. В деяких випадках (витяжку роблять з криволінійним утворенням, коли нижня частина також деформується) доцільно змащувати тільки "фланець заготовки, залишаючи центральну, звернену до пуансона частину заготовки не змащеною. Збільшення сил терія між заготовкою пуанеона ускладнює зтонення центральної частини заготовки і зменшує небезпеку руйнування. Інколи для збільшення сил тертя діючих в центральній частині Заготовки, поверхню пуансона роблять шороховатою (обдувка дробом, травлення); .
Ці обставини приводять до твго що поверхня заготовки при витяжці не дуже змінюється і розміри заготовки можна визначити з умов рівності поверхні деталі (по середній лінії) і площі плоскої заготовки. Дія вісесиметричних деталей заготовка звичайно мас форму кола. При витяжці неосесиметричних деталей' площа заготовки визначається з умов рівності поверхні деталі і заготовки, а форму заготовки в залежності від форми деталі по наведених в довідниках рекомендаціях. При витяжці без утонення стінки зазор 2= (1.1- 2.3)з беруть з умови, при якому товстіший край заготовки не повинен зтоншуватись стисненням між поверхнями пуансона і матриці ( це сприяє підвищенню стійкості інструмента).
Якщо при допустимому для першого проходу коефіцієнті витяжки неможливо одержати деталь з заданим відношенням висоти до діаметру, її витягують за декілька переходів. В подальших переходах заготовкою є пустотілий напівфабрикат, одержаний на попередньому переході. На наступному переході зменшується діаметр заготовки і (при умові рівності поверхонь), збільшується її висота. Небезпечний переріз, як і раніше, знаходиться у днищі і напруження ?в не повинне перевищувати межі міцності металу в цьому місці заготовки. При холодній деформації метал зміцнюється і» відповідно, Межи текучості металу стінок заготовки-більша, ніж у дннща (більш зміцнена крайня частина заготовки, у якої в більшій мірі зменшився діаметр на першому переході витяжки). Ця обставина призводить до того, що допустимий коефіцієнт витяжки на наступгих переходах значно менше допустимого, коефіцієнта витяжки на першому переході (Кв=І,5 - 1,4 ). Деякі збільшення допустимого коефіцієнта витяжки Кв=1.4- 1.6) можна одержати, якщо заготовку' перед наступним * переходом витяжки піддадуть рекристалізаційному відпалу, який не допускає зміни властивостей. викликаної зміцненням. *
Для тонкостінних заготовок, З метою запобігання появи, складок, наступні переходи вит яжки можна виконувати з притискачем.
Зусилля витяжки визначаються за формулою:
Р = юсгв{В~а)Ь . * • ." 0.17,1
де Ь - 1,1- 1.2 - для пе>цгого переходу витяжки; Ь =1,6- 1,9 - для наступних переходів витяжки відпаленої заготовки; Ь * 2,3- 2,7 - /шя наступних переходів без міжопераційноіо відпалу.
54.Витяжка з утворенням стінки. Ця операція збшьигуе довжину заготовки в основному за рахунок зменшення товщини стінок вихідної заготовки.'
Схема витяжки з утонениям стінки приведена иа рисунку "1.70.
При
витяжці з утонениям стінки зазор між
пуансоном і матрицею повинен бути менший
товщини стінки, яка стискається між
поверхнями пуансоца і матриці, стоншується
і одночасно видовжується. Витяжку з
 утоненням
стінки (Рис. 1.70) використовують для
одержання деталей, уяких товщина днища
більша товщини стінок деталей з стінкою,
товщина якої зменшується до краю (в
цьому випадку пуансон виробляють
конічним), а також тонкостінних деталей,
одержання яких витяжкою ' без утонення
стінки ускладнюється через небезпеку
складкоутворення.
утоненням
стінки (Рис. 1.70) використовують для
одержання деталей, уяких товщина днища
більша товщини стінок деталей з стінкою,
товщина якої зменшується до краю (в
цьому випадку пуансон виробляють
конічним), а також тонкостінних деталей,
одержання яких витяжкою ' без утонення
стінки ускладнюється через небезпеку
складкоутворення.
Питомі зусилля на контактуючих поверхнях при витяжці з утоненням стінки значно більші ніж при витяжці без утонення стінки, так як при витяжці з утоненням стінки, заготовка ковзає по матриці в напрямку руху пуансона, і по пуансону в зворотньому Напрямі (від торця пуансона) то і сили тертя на зовнішній і. внутрішній поверхнях заготовки направлені в зворотному напрямі. Ця обставина збільшує допустиму степінь деформації (сили тертя по матриці збільшують розтягуючі напруження в стінках претянутої частини заготовки, а по пуансону - зменшують).
При витяжці з утоненням стінки її товщина за один перехід може бути зменшена у 2,0 рази.
Для зменшення сил тертя (зносу інструменту) при витяжці з утоненням використовують змазку, як|г не повинна видавлюватись -при високих контактних тисках. Склад змазки підбирають в залежності від матеріалу заготовки (для низьковуглецевої сталі рекомендується обміднення або фосфорування заготовки з подачою в зону витяжки мильної емульсії).
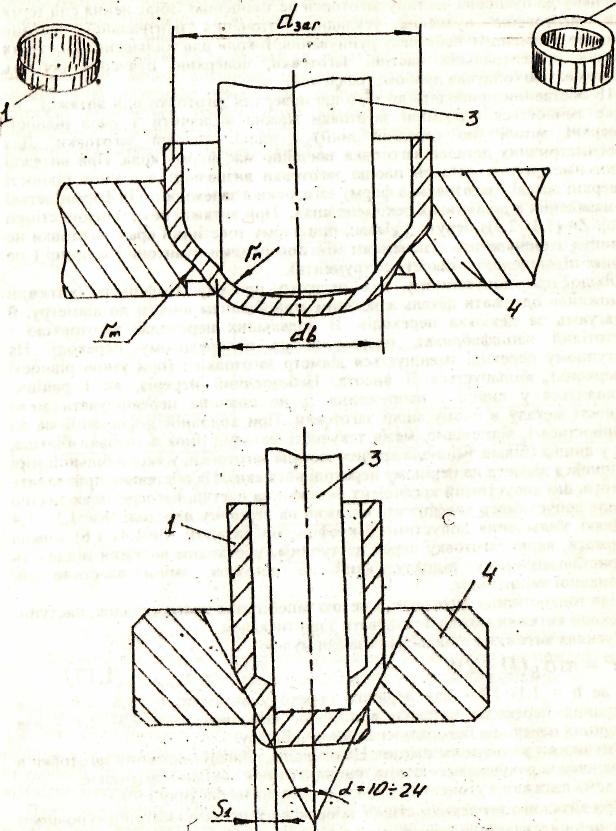
1- виріб; 2- заготовка; 3- пуансон; 4- матриця Рисунок і 70-Схема витяжки з утоненням стінки
55. Відбортовка. Одержання .бортів шляхом видавлювання центральної частини заготовки з * попередньо пробитим отвором в матрицю, При відбортовці кільцеві елементи в місці деформації розтягуються, при чому збільшується діаметр кільцевого -елемента що граничить з отвором. Допустиме без руйнування (з утворенням поздовжніх тріщин) збільшення діаметра отвору при'відбортовці о^/сіо* 1,2 Ч 1,8 в залежності від механічних властивостей матеріалу, а також від її відносної товщини з/сіо Допомагає зруйнуванню заготовки наклепаний иґар біля»кромки отвору, що утворюється при пробивці.
Збільшення діаметру можна одержати, якщо заготовку відлазити перед відбортовкою, або виготовити отвір обробкою різанням.
Формовка. Операція, при якій змінюється форма заготовки в результаті розтягування окремих її ділянок. Товщина заготовки в цих ділянках зменшується. , •
При штампуванні малих і серсдньогабаритних деталей, як правило, із однієї металевої заготовки вирубують декілька плоских заготовок для штампування. Між суміжними кбнтурами вирубаних заготовок звичайно залишають перегородки шириною приблизно рівні товщині заготовки, хоч в деяких випадках суміжні заготовки вирубують без перегородокДекоиомія металу при погіршенні якості зрізу і пониження стійкості інструменту).