

21. Зусилля пресу р визначається за формулою:
Де - напруження на прес-шайбі; - площа поперечного перерізу контейнера.
Напруження на прес-шайбі при прямому пресуванні круглих прутків визначають за формулою:
де: 1 - коефіцієнт нерівномірності деформації при гарячому пресуванні коефіцієнт, який враховує втрати на тертя, і визначається за формулою:
коефіцієнт, який враховує опір деформації при розтягу і ступені
витягування
коефіцієнт тертя в джерелі деформації який залежить від матеріалу і температури пресування ; Ьн - початкова довжина злитку після пресування ; Е)к - діаметр контейнера ; 6 - кут між віссю вхідної поверхні матриці (гіівкут матриці); 8д - опір деформації при температурі пресування ; ц - ритяжка при пресуванні.
На зусилля пресування мають вплив властивості металу, який пресують. температура пресування, витяжка або розмір деформації, змащення інструменту, довжина зливка або заготовки, швидкість пресування та ін.
22. Коефіцієнт витяжки дорівнює відношенню площі перерізу контейнера Рк до площі всіх отворів матриці Переважно вони знаходяться в межах 8-80. Для міді, алюмінію та інших кольорових металів (Л62, Л68, ЛС59-1, АМц) коефіцієнт витяжки досягає 450-700. - _ ,
Величина обтискання металу І визначається відношенням різниці площ контейнера Рк і всіх отворів у матриці Рш до площі контейнера Рк, який виражається в процентах.
При пресуванні обтискання становить приблизно 95%.
23. Пресувальний інструмент та обладнання для пресування
Основними інструментами є матриця, прес-шайба, матрицетримач, пуансой, контейнер із втулкою, а також голка і голкотримач (при пресуванні трі'б). До інструменту ставлять великі вимоги дб стійкості і відносної незмінності профілю і розмірів при роботі в умовах високих температур (від 800-900 до 1000-1250°С) і великих навантажень. •
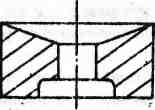
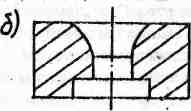
Виготовляють інструмент із легованих сталей і сплавів (ЗХ2В8, 4ХВ2С, 4ХН4В, 5ХНМ, 7X3, 38ХМЮА та ін.).Із пресового інструмента розглянемо конструкцію матриць (рис. 1.34).
Конічні і радіальні матриці застосовують переважно під час пресування через одне вічко труб і прутиків із важких кольорових металів, а плоско-конічні при одночасному пресуванні декількох прутиків або профілів із алюмінію і його сплавів, що забезпечують добру якість поверхні виробів. Менша витрата енергії досягається під час пресування через конічні матриці. Основним параметром, який визначає форму матриці, є кут конусності ? (нанівкут матриці), який приймають рівним 60-65°. Калібруючий поясок діаметром сі може мати циліндричну або фасонну форму в залежності від форми виробу. Довжину калібруючого пояска Н обирають в межах від 4-8мм для легких металів і сплавів до 8-І2мм для важких. Діаметр О і висоту Н матриці приймають в залежності від зусиль пресування.
25.Технологічний процес пресування. Процес пресування металу складається з наступних стадіїі:
1) підготовка заготовки до пресування (усунення зовнішніх дефектів, ділення на частини);
нагрівання заготовки до даної температури і подачі В контейнер;
пресування;
4) обробка виробу (охолодження, підрізання прес-залишка, різання на мірні довжини, правка, усунення дефектів).
При пресуванні вихід придатного металу переважно складає 70-80%. В останні роки у зв'язку з використанням для контролю якості ультразвукових дефектоскопів вихід придатного металу значно зріс.