

16. Сортамент пресування.
Вихідним матеріалом для пресування є виливки круглого перерізу діаметром 120-680 мм і довжиною 200-1000 мм і заготовки. Пресуванням можна отримати різні профілі (рис. 1.30)
прутики діаметром 5-300 мм ;
труби із внутрішнім діаметром 18-350 мм і товщиною стінки 1,25-50 мм1 і ін.
Вироби одержані пресуванням із кольорових металів і сплавів (міді і її сплавів в основному є заготовками для отримання виробів волочінням, холодний прокатуванням і іншими способами обробки.
Пресовані профілі із алюмінію, магчю і їх сплавів, як правило, є готовими виробами.
Рисунок 1.30-Профілі
виробів які отримуються пресуванням.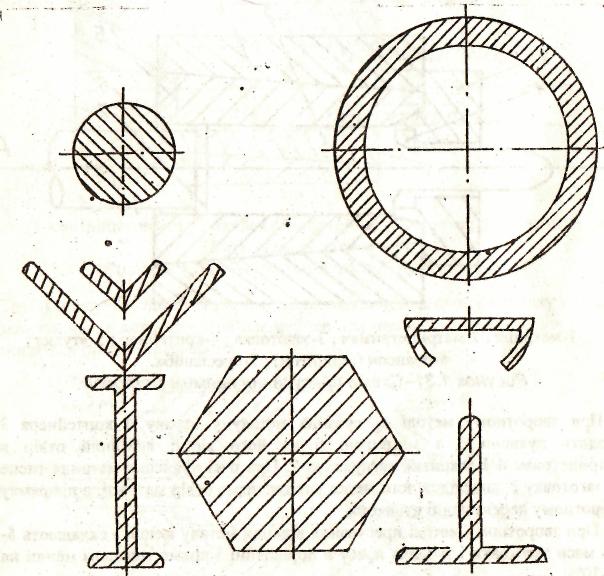
17. Основні методи пресування і їх характеристики/
Розрізняють два основних методи пресування металу - прямий і зворотній. При прямому методі пресування (рис. 1.31) нагріту заготовку 3 поміщують в контейнер 4 пресу. Контейнер має набір втулок 5 з різним внутрішнім діаметром, що дозволяє пресувати на одній і тій же установці виливки різного діаметру. З одної сторони контейнера за допомогою матрице-тримача 2 закріплена матриця 1. З другої сторони контейнера встановлений пуансон (шплінтон) 6 з прес-шайбою 7 на кінці, яка входить у втулку контейнера. При роботі преса пуансон отримує необхідний тиск Р від плунжера і передає його через прес-шайбу на заготовку, заставляючи метал пластично деформуватися при проходженні через вихідний отвір матриці. До кінця процесу пресування в контейнері залишається частина металу, що називається прес залишком. Відходи металу складають 18-20% маси і заготовки.
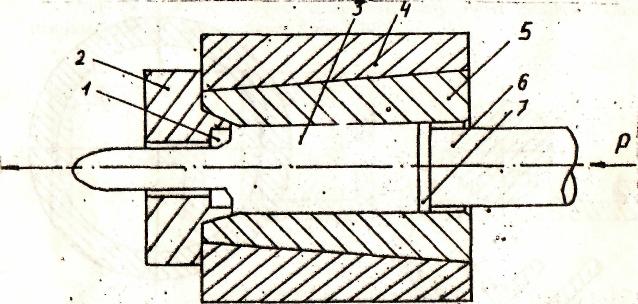
1-матриця ; 2-матрицетримач ; 3-заготовка; 4-контейнер ; 5-втулка; ■ 6-пуансон (шплінтон), 7-пресшайба
Рисунок І.Схема пресування прямим методом.
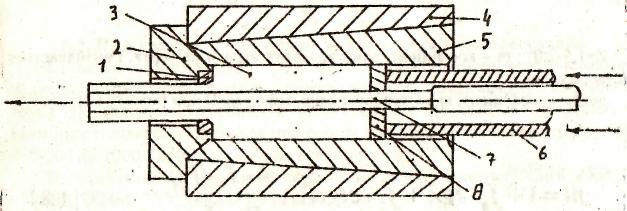
При зворотному методі пресування металу у* втулку 4 контейнера З входить пуансон . 5 з матрицею 6 на його кінці;. вихідний отвір, п матрице-тримачі 1 закритий заглушкою % При русі пуансона матриця тисне на заготовку 2, внаслідок чого метал витікає через отвір матриці, в напрямку зворотному переміщенні пуансона.
• При зворотному методі пресування відходи металу менші і складають 5-6% маси заготовки і зусилля пресу в порівнянні з прями методом менші на 25-30%.
Зворотній і прямий методи пресування здійснюються на одному і точу ж пресі. Є спеціальні прес» зворотного пресування, у яких на нерухомий пуансон насувається контейнер з заготовкою, який отримує рух від головного плунжера.
Преси зворотного пресування мають обмежене використання внаслідок* складності будови ; в наш час їх не виготовляють.
При пресуванні труб (рис. 1.33) нафіта суцільна заготовка 3 поміщено у втулку 5 контейнера 4, спочатку трохи обтискається, а потім прошивається стальною голкою 7. Голку закріплюють на кінці пуансона або в голкотримач, який проходить через пуансон. При прошивці перед ній кінець голки виходить на деяку відстань з отвору матриці 1. Внаслідок чого між стінками отвору матриці і зовнішньою поверхнею стальної голки утворюється кільцевий зазор. При русі пуансона 6 разом З, прес-шайбою 8 в напрямку матриці метал видавлюється через кільцевий зазор і приймає форму труби 9. Зовнішній діаметр труби дорівнює діаметру отвору матриці, а внутрішній діаметру стальної голки.

1 -матрицетримач ; 2-зливок ; 3-контейнер ; 4-втулка ; 5-пуансон ;
6-матриця; 7-заглушка.
Рисунок 1.32-Зворотний метод пресування.
Труби пресують також із порожнистих заготовок, в цьому випадку голка проходить через заготовку і займає робоче положення в матриці, після того починається процес пресування.
І-отвір матриці; 2-матрииеіримач ; 3-заготовка ; 4-контейнер : 5-втуЯка; 6-пуансон ; 7-стальна голка; 8-преешайба
Рисунок 1,33-Пресування труб