

1.Суть процесу прокатування
Прокатування - вид обробки тиском, при якому заготовка обтискується двома валками прокатного стану, які обертаються.
Деформація металу при прокатуванні відбувається на невеликій ділянці АВВІАІ (рис. 1.14.), яка називається зоною деформації. По Мірі обертання валків і переміщення заготовки вперед вона просувається по металу, який прокатується. Дуга АВ називається дугою захвату, а центральний кут ?, який відповідає цій дузі, кутом захвату.
При прокатуванні збільшується довжина і ширина заготовки і зменшується її товщина. Відносне зменшення товщини заготовки в
![]()
Максимальне значення відносного обтискування в залежності від типу виробу складає 0.2 ... 0.5. Розширення заготовки в процесі прокатування становить 5 - 10 % від обтискування.
Відношення довжини заготовки після прокатування Ьі, до початкового Ьо. рівні, якщо знехтувати розширенням, відношення площ поперечних перерізів початкового Ро до одержаного РІ, називається коефіцієнтом витяжки :
![]()
це одна з основних характеристик процесу прокатування. Значення ? за один прохід заготовки становить 1,1 ... 1,6 а інколи 2 ... 2,5.
2. Основні види прокатування.
Розрізняють три основних види прокатування: повздовжній, поперечний і поперечно-гвинтовий.
При повздовжньому прокатуванні (рис.1.14) заготовка переміщається перпендикулярно до осей валків, які обертаються в протилежних напрямках. До 90% всього прокату виготовляють повздовжнім прокатуванням (листи, полоси, прутки).
При поперечному прокатуванні (рис. 1.15а) валки з паралельними осями обертаються в одному напрямку і обертають заготовку, яка деформується, переміщуючись вздовж осі валків.
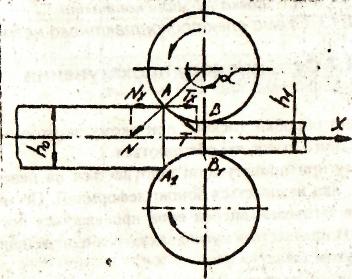
Рисунок 1.14?Схема дії сип в момент захвату металу валками. Поперечно-гвинтове прокатування (рис. 1.156) виконується обертаючими в одному напрямку і розміщеними під кутом один до другого валками. Таке розміщення валків забезпечує виникнення осьового зусилля, яке перемішає заготовку.
Поперечне і поперечно-гвинтове прокатування використовуються при виготовленні виробів з перемінним по довжині перерізом. Принцип поперечно-гвинтового прокатування використовується також при прошивні трубних заготовок.
3. Умови захвату заготовки валками.
При прокатуванні метал втягується в зазор між валками силами тертя між заготовкою і валками. В точках. А і Аі діють сили тиску валків на метал N і сили тертя Т, проекції яких на вісь х відповідно №ИЧ яіп а, Тх=соз а (рис. 1.14). Валки захоплять метан тоді, коли втягуюче зусилля буде більше, ніж виштовхуюче: Тх > Іч"х.
Враховуючи, що сила тертя Т=г N', де г - коефіцієнт тертя, який залежить від стану поверхні валків ї заготовки і зменшується з підвищенням температури, умови захоплення заготовки матиме вигляд яіп а < сов а або »в а < і. (Рис. 1.14)
Кут, тангенс якого дорівнює коефіцієнту тертя, називається кутом тертя. Таким чином, умови захоплення виконуються, якщо кут захоплення менший кута тертя.
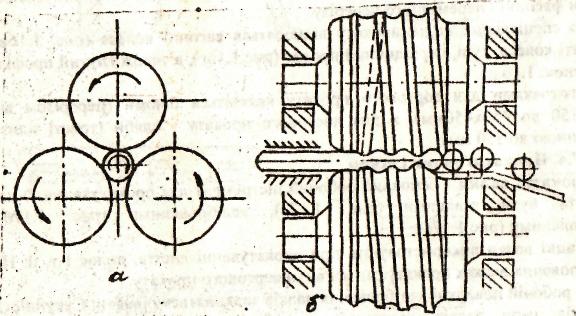
Рисунок 1.15~Основні види прокатування
При гарячому прокатуванні на гладких валках кут захоплення складає 15° ... 24°, а на валках з вирізами (рівчаками) - 32° ... 33°. При холодному проказуванні листів а-=3°... 10° .
При прокатуванні швидкість виходу металу з валків більша, а швидкість металу на вході менша швидкості обертання валків. Це необхідно враховувати при встановленні швидкості послідовного прокатування на
д![]() екількох
валках, щоб уникнути петлеутворення
і надмірного натягу заготовки між
парами валків.
екількох
валках, щоб уникнути петлеутворення
і надмірного натягу заготовки між
парами валків.