

7. Будова прокатного стану.
Прокатний стан складається з однієї або декількох робочих клітей та приводу, який включає в себе електродвигун і передаточний механізм. Робочі кліті складаються з станини 1 (рис. 1.19) з встановленими в ній в підшипниках валками 2. Для зміни зазору між ними верхній валок разом з
підшипниками переміщуються в пазах станини за?допомогою натискного пристрою 3. Рух від електродвигуна 8 до валків передається через редуктор 7, шестеренну кліть б і трефові шпинделі 5, які з'єднані з валами трефовими муфтами 4.
8.Технологія виробництва прокатування труб. Труби виготовляють з вуглецевих і легованих сталей, кольорових металів і сплавів, прокатуванням, пресуванням і волочінням. За способом виготовлення труби поділяються на безшовні і зварні. ,
Прокатування безшовних труб. Заготовками для безшовних труб є злитки, круглого січення діаметром 120 ... 300мм.
Виробництво безшовних труб складається з трьох операцій:
прошивка отвору в заготовці і отримання товстої гільзи;
1-валки ; 2-допоміжні ролики ; 3-заготовка; 4-оправа. Рисунок 121—Поперечно - гвинтове прокатування
прокатка труби гільзи; , , . ■ .
3) обкатка для покрашення зовнішньої і внутрішньої поверхні, виключення овальностей і різностінності труби.
Прошивка - це утворення отвору в злитку або в круглій заготовці- Цю операцію виконують в гарячому вигляді на прошивних станах.
Найбільшого значення отримав прошивний стан з двома бочкоподібними валками, осі яких розміщені під невеликим кутом (4-14°) один до одного (рис. 1.21). '
Робочі валки І і допоміжні ролики 2 обертаються в одному напрямку, при цьому заготовка 3 отримує обертовий і поступальний рух. Однією-з особливостей поперечно-гвинтового прокатування є руйнування серцевини суцільної заготовки. При цьому в металі під дією стискуючих
Прокатування (до 4-х м/с) і продуктивністю, Послідовне розміщення валкіь використовується в неперервних станах (рисунок. 1:20ж). Для них характерні висока швидкість прокатуваний (до 45-ти м/с) і продуктивність (1 ... 4 млн. тон прокату в рік).
Неперервні стани - основне обладнання-сучасних прокатних цехів. 8. Технологія виробництва прокатування труб. Труби виготовляють з вуглецевих і легованих сталей, кольорових металів і сплавів, прокатуванням, пресуванням і волочінням. За способом виготовлення труби поділяються на безшовні і зварні. ,
Прокатування безшовних труб. Заготовками для безшовних труб є злитки, круглого січення діаметром 120 ... 300мм.
Виробництво безшовних труб складається з трьох операцій:
прошивка отвору в заготовці і отримання товстої гільзи;
прокатка труби гільзи; , , . ■ .
3) обкатка для покрашення зовнішньої і внутрішньої поверхні, виключення овальностей і різностінності труби.
9.Прошивка - це утворення отвору в злитку або в круглій заготовці- Цю операцію виконують в гарячому вигляді на прошивних станах.
Найбільшого значення отримав прошивний стан з двома бочкоподібними валками, осі яких розміщені під невеликим кутом (4-14°) один до одного (рис. 1.21).
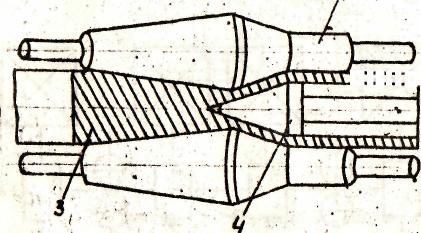
сил виникають радіальні напруження, які викликають текучість Металу від центра в радіальному напрямку і полегшують прошивку отвору оправкою 4, вставляючи її на дорозі руху заготовки. У вхідному конусі прошивають заготовку, а у «щедомму розкатують метал між оправкою і валкими* і формують кінцевий розмір гільзи. Після цього гільза поступає на рочка гний стан різної конструкції.
Розглянемо два найбільш поширені способи розкатки труб:
на автоматичних станах;
на періодичних станах.
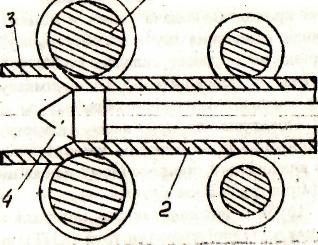
1-валки ; 2-заготовка; 3-гільза ; 4-оправка
Рисунок 1.22-Автоматичні стани
На автоматичному стані гільзу 3 розкатують між двома валками 1 на оправці 4. На оправці 4 закріплюють на довгому стержні таким чином, що зазор між оправкокгі калібруючими валками визначає товщину стінок труби. Для отримання рівномірної деформації стінок труби ведуть прокатку за два проходи з поворотом на 90°. повертаючи її після кожного проходу роликами зворотної подачі. , »
На автоматичних санах розкатують труби діаметром більше 57мм. Зменшення їх діаметрів виконають в неперервних редукційних станах, В яких прокатування труб ведуть без оправки, а потім на станах холодного волочіння або прокату.
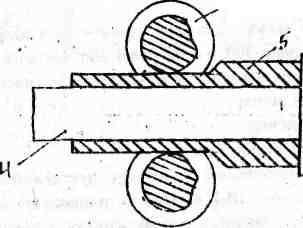
і-валки: 5-загоговка: 4-оправка
Рисунок 1 23. Періодичні стани
На періодичних станах валки 1 мають круглий калібр поперечного січення і обертаються в різні сторони з однаковою швидкістю (Рис. 1.23). Гільза на оправці 4 подається на зустріч їх обертанню. В процесі прокатування заготовки; 5 разом з оправкою 4 здійснюють прямий і обертальний хід з поворотом гільзи навколо своєї осі на 90°. При гарячому русі проходить подача гільзи в момент найбільшого зазору між валками: процес втиснення труби на, обертовому русі. Витяжка при розкатуванні на періодичних станах складає 10-Г4, той час, як на автоматичних станах витяжка не перевищує 4-5. Після розкатування труби обробляють: правлять, відрізають кінці, термічно обробляють.
. Обкатування, при якому діаметр труби збільшується за рахунок розширення їх на оправці, проводять на обкатному стані, за конструкцією,
. він аналогічний прошивному. Після цієї обкатки для отримання кінцевих розмірів труби її калібрують. .
Труби з високою якістю поверхні і точністю розмірів одержують на станах холодної прокатки труб (ХПТ), які на схемах деформування подібні де періодичних. На цих станах труба розміщується на конічній оправці, а робоча кліть з двома симетричними валками перемінного радіусу роблять зворотно-поступальні рухи.