

Сварка неплавящимся электродом
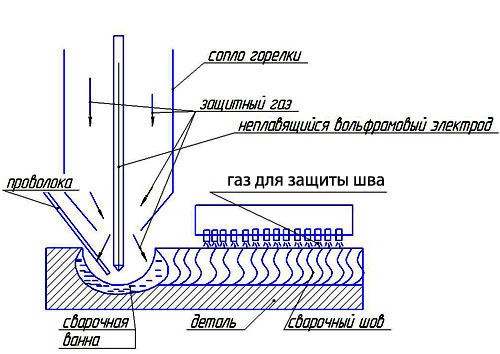
Температура плавления вольфрама 3370
Сущность: дуга горит между электродом и изделием по мере продвижения Ме кристаллизуется. В качестве газов применяют только инертные газы( агрон гелий)
Применение: для всех конструкционных материалов, для цветных ме, для наплавки Ме с особыми св-ми, плавки разнородных сталей.
Варим от 0,5-0,8 до 100мм, но чем меньше тем круче=),тонкие варят обычно
\
+ способа |
- способа |
1. Варим во всех положениях 2. Сварка хим. Активных Ме 3. Надежная защита сварного соединения 4. Возможность получения шва за счет испарения Ме детали от 0 до 100 проц |
1Низкая производительность 2. Низкая эффективность использования энергии (жрет тока дофига) |
Сварка плавящимся электродом
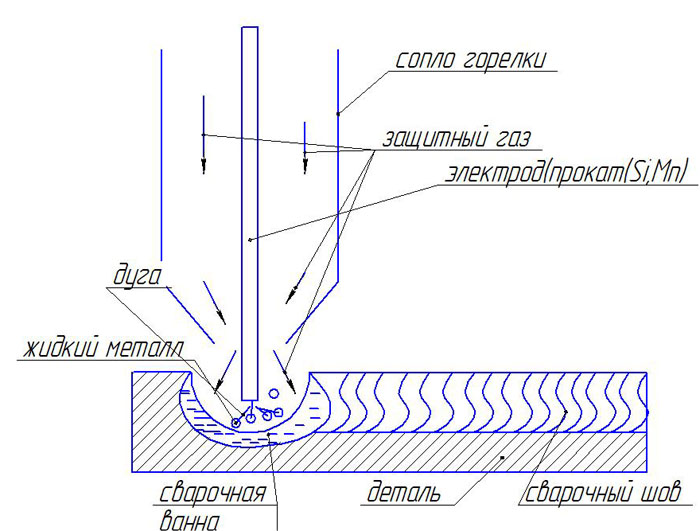
Применяется газ СО2 ,т.к. варят углеродистые стали. Если нержавейку варят, то применяется газовая смесь (аргон +СО2(2…5%), если химические активные Металлы (титан) то инертные газы применяем.
Сущность:дуга горит между проволокой и деталью, плавится проволока.
Область применения: почти все,цыетные Металлы и сплавы, все короч варим. Сварка от 1 мм и выше. Рекомендуем варить от 2 до 30мм.
Если варить надо разных металлов например стали и титана, то при сварке образуются интерметалиды, поэтому они не свариваются, образуется хрупкое соединение.которе само отвалится. Чтобы сварить такие металлы нужно сделать наплавку на каждые Ме буферного слоя из Ванадия и потом уже варить.
+ способа |
- способа |
1. Высокая производительность (в 10 раз круче ручной и неплавящимся 2. Сварка во всех 4-х положениях и труднодоступных местах 3. Надежная защита сварного соединения 4. Возможность механизации 5. Потеря Ме электрода в виде огарков нет |
1.Потеря на угар(испаряются легир. Элементы,) и разбрызгивание 2. Можное излучение дуги 3. Сварка только при постоянном токе |
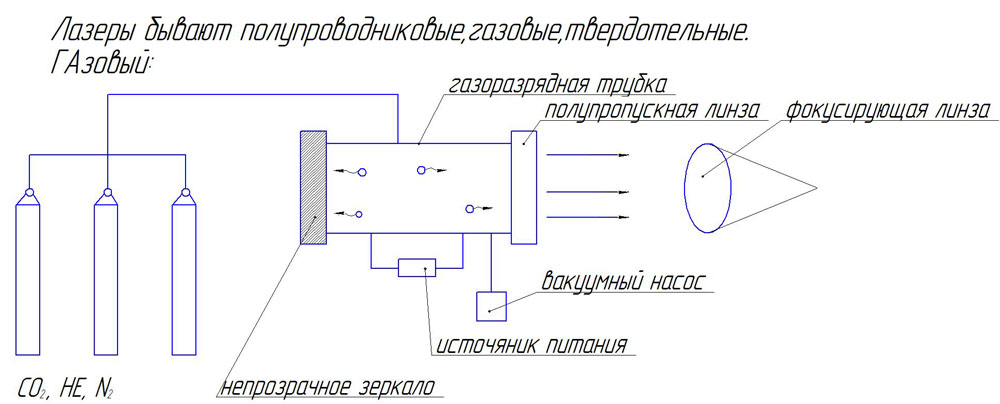
Преимущества и недостатки электронно-лучевой и лазерной сварки Лазерная сварка
Применяемы при расплавлении металла при сварке лазерный луч представляет собой вынужденное монохроматическое излучение, длина волны которого зависит от природы рабочего тела лазероизлучателя( в твердотельных рубин или стекло с неодимом или др, в газовых СО2,НЕ, N2) и может быть в диапазоне от 0,1…1000мкм. Оно возникает в результате вынужденных скачкообразных переходов возбужденных атомов рабочих тел лазеров на более низкие энергетические уровни.
Твердот5ельные лазеры обычно имеют относительно небольшую мощность, работающие в непрерывном режиме не свыше 250…500Вт. Для получения непрерывного излучения большей мощности (5…10кВт и более) применяют газовые лазеры. Рабочим веществом чаще бывает СО2, который в смеси с аргоном и гелием насосами прогоняется через разрядную камеру с тлеющим электрическим разрядом. В камере происходит возбуждение молекул CО2. В резонаторной камере энергия возбужденных частиц формируется в световой поток большой мощности, который выводится наружу, фокусируется и направляется на обрабатываемую поверхность материала.
Скорость 100 метров /час. Ширина шва 5 мм
Лазер-устройство в котором энергия превращается в энергию электромагнитного поля.
Лазер- устройство, преобразующее энергию накачки (световую, электрическую, тепловую, химическую и др.) в энергию когерентного, монохроматического, поляризованного и узконаправленного потока излучения.
КПД-0,01 до 2% твердотельного