

Электрошлаковая сварка. Преимущества и недостатки
Электрошлаковая сварка широко используется для соединения металлов повышенной толщины: стали и чугуна различного состава, меди, алюминия, титана и их сплавов.
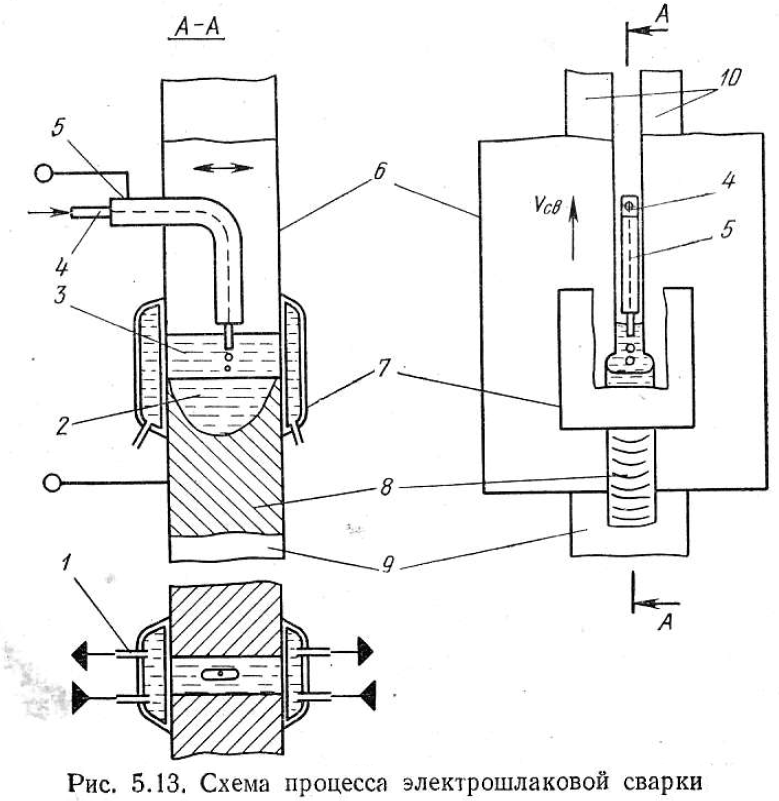
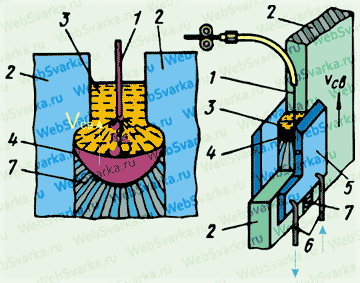
При электрошлаковой сварке основной и электродный металлы расплавляются теплотой, выделяющейся при прохождении электрического тока через шлаковую ванну. Процесс электрошлаковой сварки(рис) начинается с образования шлаковой ванны 3 в пространстве между кромками основного металла 6 и формирующими устройствами(ползунами)7, охлаждаемыми водой, которая подается по трубам 1, путем расплавления флюса электрической дугой, возбуждаемой между сварочной проволокой 4 и вводной планкой 9. после накопления определенного количества жидкого шлака дуга шунтируется и гаснет, а подача проволоки и подвод тока продолжаются.
При прохождении тока через расплавленный шлак, являющийся электропроводящим электролитом, в нем выделяется теплота, достаточная для поддержания высокой температуры шлака (до 2000С) и расплавления кромок основного металла и электродной проволоки. Проволока в водится в зазор и подается в шлаковую ванну с помощью токоподводящего мундштука 5. Проволока служит для подвода тока и пополнения сварочной ванны 2 расплавленным металлом. Как правило, электрошлаковую сварку выполняют при вертикальном положении свариваемых заготовок. По мере заполнения зазора между ними мундштук для подачи проволоки и формирующие ползуны передвигаются в вертикальном направлении, оставляя после себя затвердевший сварной шов 8.
В начальном и конечном участке шва образуются дефекты: в начале шва - непровар кромок, в конце шва - усадочная раковина и неметаллические включения Поэтому сварку начинают на вводной планке 9, а заканчивают на выходных планках 10,которые затем удаляют газовой резкой.
Мона варить в вертикальном и еще 130 градусов отклонение от вертикали оси. Также мона варить и кольцевые швы.
Применение:Почти для всех конструкционных материалов и наплавка слоев с особыми свойствами..
Варим от 16мм до бесконечности толшиной
От 40 или от 100 экономически выгодно варить.
+ способа |
- способа |
1. Высокая производит. Тучных изделий 2. Надежная защита сварного соединения 3. Доля участия флюса минимизир.( за счет проволоки варим) |
1. Экономическая целесообразность 2. Получается крупнозернистая структура шва и околошовной зоны при длительном нагреве или охлаждении, требуется обработка кромок. 3 Возможность сварки только в вертикальном положении. 4.сварка технически возможна при толщине металла более 16 мм |
Способы дуговой сварки в защитных и инертных газах. Плавящимся и не плавящимся электродом
При сварке в защитном газе электрод, зона дуги и сварочная ванная защищены струей защитного газа.
В качестве защитных газов применяют инертные(аргон, гелий) и активные газы (углекислый газ, азот, водород и др.), иногда смеси газов 2-х и более. В нашей стране наиболее распространено применение аргона и углек5ислого газа. Аргон - бесцветный газ, в 1,38 раза тяжелее воздуха, нерастворим в жидких и твердых металлах. Поставляют аргон в газообразном состоянии под давлением 15 МПа. В стальных баллонах.
Аргонодуговую сварку можно выполнять плавящимся и неплавящимся электродами