

Электрическая дуга, ее строение и способы возбуждения
Э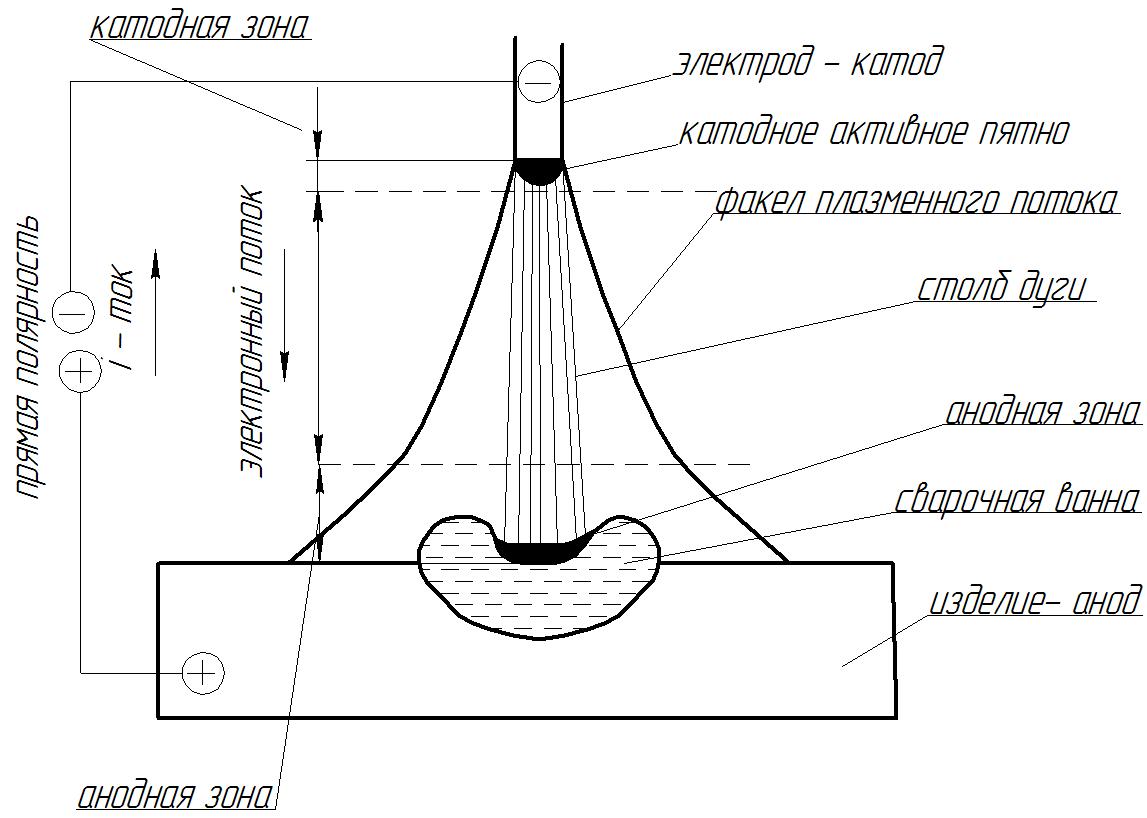 лектрическая
сварочная дуга – это мощный стабильный
электрический дуговой разряд. Она
характеризуется небольшой длиной от 1
до 10 мм, напряжением от 10 до 100 В и силой
тока от 1 до 400 А.
лектрическая
сварочная дуга – это мощный стабильный
электрический дуговой разряд. Она
характеризуется небольшой длиной от 1
до 10 мм, напряжением от 10 до 100 В и силой
тока от 1 до 400 А.
Когда «-» на электроде, а «+» на изделии - такое подключение называется прямой полярностью.
Когда «+» на электроде, а «-» на изделии – обратная полярность. При обратной полярности подключения катод и анод, а также их зоны и активные пятна меняются местами.
При сварке на переменном токе с частотой 50 Гц через каждую сотую долю секунды электрический ток меняет направление, а напряжение меняет полярность.
Основные физико – химические процессы в сварочной дуге.
Возбуждение дуги при ручной сварке осуществляется прикосновением электрода к свариваемому изделию и после короткого замыкания отводом его на величину длины дуги или искровым разрядом от асциллятора при автоматической сварке под флюсом. Нагрев электрода при коротком замыкании вызывает термоэлектронную эмиссию и электрод – катод испускает электроды, которые разгоняются в межэлектронном пространстве под действием электрического поля в направлении анода.
Столкновение разогнавшихся в электрическом
поле электронов с молекулами воздуха
приводит к их деионизации – т.е. распаду
на нейтральные атомы. Столкновение
быстрого
![]() с нейтральным атомом приводит к выбиванию
электрона из атома. При этом быстрый
,
потеряв кинетическую энергию, отскакивает
как биллиардный шар. Потеряв 1
,
атом превращается в положительный ион,
этот процесс называется ионизацией
дуги. Ионизированный газ называется
плазмой. Положительный ион, ускоряясь,
летит к катоду и, сталкиваясьс медленным
,
захватывает его, превращаясь снова в
нейтральный атом. Этот процесс называется
деионизацией.
с нейтральным атомом приводит к выбиванию
электрона из атома. При этом быстрый
,
потеряв кинетическую энергию, отскакивает
как биллиардный шар. Потеряв 1
,
атом превращается в положительный ион,
этот процесс называется ионизацией
дуги. Ионизированный газ называется
плазмой. Положительный ион, ускоряясь,
летит к катоду и, сталкиваясьс медленным
,
захватывает его, превращаясь снова в
нейтральный атом. Этот процесс называется
деионизацией.
![]() -
процесс деионизации.
-
процесс деионизации.
![]() -
положительный ион,
-
положительный ион,
![]() -медленный
электрон,
-медленный
электрон,
![]() -нейтральный
атом, Ф – фотон. Процесс деионизации
идет с выделением тепла виде излучаемых
фотонов.
-нейтральный
атом, Ф – фотон. Процесс деионизации
идет с выделением тепла виде излучаемых
фотонов.
Д ля
питания дуги применяют источники
постоянного и переменного тока, имеющие
специальную внешнюю вольт – амперную
характеристику, которая может быть
падающей, жесткой, возрастающей и
идеализированной. Внешней называют
зависимость напряжения от тока на
выходных клеммах его электрической
цепи.
ля
питания дуги применяют источники
постоянного и переменного тока, имеющие
специальную внешнюю вольт – амперную
характеристику, которая может быть
падающей, жесткой, возрастающей и
идеализированной. Внешней называют
зависимость напряжения от тока на
выходных клеммах его электрической
цепи.
Источники тока с падающей характеристикой необходимы для облегчения зажигания дуги за счет повышения напряжения холостого хода и ограничения напряжения короткого замыкания, чтобы не перегреть подводящую электрическую цепь и электрод, с которого может окрошиться покрытие.
Лучше всего приведенным требованиям удовлетворяют источники с идеализированной характеристикой. Для устойчивого горения дуги при высоких плотностях тока применяют источник тока м жесткой или даже возрастающей характеристикой при сварке плавящимся электродом.
Способы возбуждения дуги:
Контактная
Замыкание Угольного электрода
Ацелятором
При ручной дуговой сварке дуга возбуждается в 3 этапа:
Короткое замыкание, с целью разогреть пов-ть металла и электрод.
. Отвод электрода от поверхности. Начинается вылет электронов. Ионизация молекул при соударении электронов с воздухом
Возникновение электрической дуги.