

13. Конструирование отливок с учетом направленной кристаллизации. Способ «вписанных окружностей».( электрошлаковый метод вспомни и непрерывная разливка стали)
Кристаллизация - это процесс возникновения и роста кристаллов при переходе металла из жидкого в твердое состояние.
Уменьшение объема металла в процессе кристаллизации сплава вызывает формирование в отливках усадочных раковин или усадочной пористости.
Усадочная раковина - дефект в виде скрытой или открытой полости.
Усадочная пористость - дефект, представляющий собой мелкие поры.
Вероятность формирования усадочных раковин или усадочной пористости зависит от температурного интервала кристаллизации сплава.
Ф ормирование
усадочной пористости объясняется
наличием переходной твердожидкой зоны
(рис. 4.10), в которой температура отливки
изменяется от температуры ликвидуса
до температуры солидуса. Вблизи
температуры солидуса кристаллы 1
соприкасаются между собой. Это разобщает
ячейки 2, заключающие в себе остатки
жидкой фазы. Затвердевание небольшого
объема металла в такой ячейке происходит
без доступа к ней питающего расплава
из соседних ячеек. В результате усадки
в каждой ячейке получается небольшая
усадочная раковина 3.
ормирование
усадочной пористости объясняется
наличием переходной твердожидкой зоны
(рис. 4.10), в которой температура отливки
изменяется от температуры ликвидуса
до температуры солидуса. Вблизи
температуры солидуса кристаллы 1
соприкасаются между собой. Это разобщает
ячейки 2, заключающие в себе остатки
жидкой фазы. Затвердевание небольшого
объема металла в такой ячейке происходит
без доступа к ней питающего расплава
из соседних ячеек. В результате усадки
в каждой ячейке получается небольшая
усадочная раковина 3.
Получить отливки без усадочных раковин и пористости можно путем непрерывного подвода металла в отливку в процессе кристаллизации - вплоть до полного затвердевания. С этой целью к массивным частям отливки устанавливают прибыли 1, 2 (рис. 4.11, а). Прибыли - резервуары с расплавленным металлом, которые обеспечивают доступ расплавленного металла к участкам отливки, затвердевающим последними.
П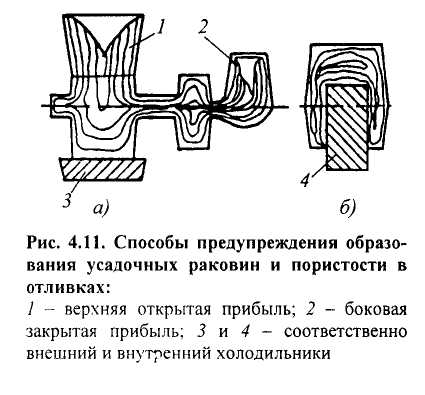 редупредить
образование усадочных раковин и
пористости позволяет установка в
литейную форму наружных или внутренних
холодильников. Наружные холодильники
3 (см. рис. 4.11, а) устанавливают в форму с
внешней стороны массивных частей
отливки. Так как холодильники имеют
высокую теплопроводность и теплоемкость,
то отвод теплота от массивной части
отливок происходит интенсивнее, чем от
тонкой. Это способствует выравниванию
скоростей затвердевания массивной и
тонкой частей и устранению усадочных
раковин и пористости.ВНутренныи
холодильники суют внутрь и изготавливают
из того же ме что и сплав.
редупредить
образование усадочных раковин и
пористости позволяет установка в
литейную форму наружных или внутренних
холодильников. Наружные холодильники
3 (см. рис. 4.11, а) устанавливают в форму с
внешней стороны массивных частей
отливки. Так как холодильники имеют
высокую теплопроводность и теплоемкость,
то отвод теплота от массивной части
отливок происходит интенсивнее, чем от
тонкой. Это способствует выравниванию
скоростей затвердевания массивной и
тонкой частей и устранению усадочных
раковин и пористости.ВНутренныи
холодильники суют внутрь и изготавливают
из того же ме что и сплав.
П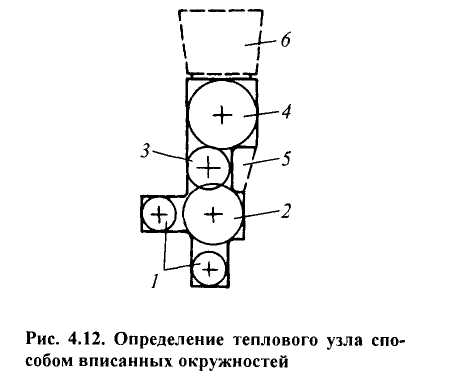 онижение
температуры расплава при заливке формы
дают некоторое уменьшение объема
усадочных раковин и усадочной пористости
в отливках.
онижение
температуры расплава при заливке формы
дают некоторое уменьшение объема
усадочных раковин и усадочной пористости
в отливках.
При затвердевании отливки в форме будут выделяться газы, которые были растворены в жидком металле, формируя газовые раковины или газовую пористость в отливке
Способ «вписанных окружностей»
Рис 4.12.
Питание отливки должно быть организованно правильно, т.е. в каждом тепловом узле должен дейсвтовать принцип теплового затвердевания.: от тонких к толстым и заканчиваться в прибыли.
14.Способы Получения отливок повышенной прочности и чистоты поверхности.
1. Литье в керамические формы
2. Литье в кокиль
3. центробежное литье
4. Литье пол давлением.
В песчаных формах неудовлетворяют высшему кач-ву,поэтому придумали спец виды литья. При которых обеспечивается отливки повышенной точности, с малой шероховатостью поверхности, минимальными припусками на механическую обработку, а иногда даже исключающие ее, что обеспечивает высокую производительность труда и т.д.
1. На постоянную модель заливают жидкотекучую огнеупорную суспензию. В нее добавляют от
вердитель. Получается полуформа. ПОлуформу снимают.
+ Прочность, податливость, газопроницаемость
Центробежное
литье (делают
трубы кольца)
 используется
для получения отливок имеющий форму
тел вращения. подобные отливки отливаются
из чугуна, стали, бронзы, алюминия, при
этом расплав заливают в металлическую
форму, вращающуюся со скоростью
3000оборотов в минуту. Под действием
центробежной силы расплав распределяется
по всей по всей поверхности форму и
кристаллизуется образуя отливку.
используется
для получения отливок имеющий форму
тел вращения. подобные отливки отливаются
из чугуна, стали, бронзы, алюминия, при
этом расплав заливают в металлическую
форму, вращающуюся со скоростью
3000оборотов в минуту. Под действием
центробежной силы расплав распределяется
по всей по всей поверхности форму и
кристаллизуется образуя отливку.
Литье в кокиль.(чтоб увеличить срок службы кокиля внутрь его кладут теплоизолятор,потом до 200 С нагрев) Сущность кокильного литья заключается в изготовлении отливок расплавленного металла в многократно используемые металлические литейные формы-кокили с последующим затвердеванием залитого металла, охлаждением отливки и извлечением ее из полости формы.
Отличительные особенности литья в кокиль в том что формирование отливки происходит в условиях интенсивного теплового взаимодействия с литейной формой, т.е. залитый металл и затвердевающая отливка охлаждаются в кокиле с большей скоростью, чем в песчаной форме.кокель практически не податлив и более интенсивно препятствует усадке отливки, что затрудняет извлечение её из кокиля а аткеже может приводить к короблению и трещинам отливки. кокиль газонепроницаем,
Кокили-металлические формы, изготавливают литьем, механической обработкой и другими методами из серого чугуна(СЧ15,СЧ20 и др.), стали(20Л, 15Л,20Л и др) и других материалов. Отливки простой конфигурации изготавливают в неразъемных кокилях. крупных с горизонтальным разъемом.
Рабочую поверхность кокиля с вертикальной плоскостью разъема, состоящую из подобна 1, двух симметричных полуформ 2 и 3 и металлического стержня 4, предварительно нагревают до температуры 100-150 С, покрывают из пульверизатора 5 слоем теплозащитного покрытия. С помощью манипулятора устанавливают стержень 6, которым выполняют в отливке 7 расширяющую полость. Половины кокиля 2 и 3 соединяют, скрепляют и проводят заливку расплава(в). После затвердевания отливки 7(г) кокиль раскрывают и протягивают вниз металлический стержень 4. Отливка манипулятором 7 удаляется из кокиля.