

4.7.5 Нормируемые параметры (показатели), характеризующие кинематическую точность зубчатых колес и передач
Показатели кинематической точности и охватываемые ими степени точности приведены в таблице 4.2. Из таблицы следует, что требования к кинематической точности можно нормировать одним из 10 вариантов, содержащих требования к одному или двум параметрам. Один параметр применяется для нормирования в тех случаях, когда он полностью выявляет кинематическую погрешность (№ 1, 3, 10) или когда требования предъявляются к грубым колесам (№8, 9), где погрешность выявляется доминирующим параметром.
Параметры №1, 3, 10 выявляют суммарное влияние погрешности кинематической цепи зубообрабатывающего станка и погрешности точности установки заготовки зубчатого колеса относительно оси шпинделя или оси стола. При использовании нормирования двух параметров один из них выявляет погрешность от станка (т. н. тангенциальную составляющую – кинематический эксцентриситет), а другой – погрешность от установки заготовки (т. н. радиальную составляющую – геометрический эксцентриситет).
В таблице 4.2 параметры Fcr и FvWr характеризуют тангенциальную составляющую, а параметры Frr и Fir´´ – радиальную составляющую.
Таблица 4.2 – Нормируемые показатели кинематической точности зубчатых колес и передач
|
№ п/п |
Нормируемые показатели точности |
Условные обозначения |
Степени точности |
|
1 |
Наибольшая кинематическая погрешность зубчатого колеса |
F´ir |
3 …8 |
|
2 |
Накопленная погрешность шага и накопленная погрешность «k» шагов зубчатого колеса |
FРr |
3 … 6 |
|
3 |
Накопленная погрешность шага зубчатого колеса |
FРr и FРkr |
7, 8 |
|
4 |
Погрешность обката и радиальное биение зубчатого венца |
Fcr и Frr |
3 …8 |
|
5 |
Колебание длины общей нормали и радиальное биение зубчатого колеса |
FvWr и Frr |
3 …8 |
|
6 |
Колебание длины общей нормали и колебание измерительного межосевого расстояния за оборот зубчатого колеса |
FvWr и F´´ir |
5 …8 |
|
7 |
Погрешность обката и колебание измерительного межосевого расстояния за оборот зубчатого колеса |
Fcr и F´´ir |
5 …7 |
|
8 |
Колебание измерительного межосевого расстояния за оборот зубчатого колеса |
F´´ir |
10 … 12 |
|
9 |
Радиальное биение зубчатого венца (диаметр св. 1000 мм) |
Frr |
8 …12 |
|
10 |
Наибольшая кинематическая погрешность передачи |
F´iоr |
3 … 8 |
Рассмотрим параметры, нормируемые для выявления кинематической точности.
1. Кинематической погрешностью колеса (F´ir) называется разность между действительным (измеренным) и номинальным (расчетным) углами поворота зубчатого колеса на его рабочей оси, ведомого точным (измерительным) зубчатым колесом, при номинальном взаимном положении осей вращения этих колес. Выражается эта погрешность в линейных величинах длиной дуги делительной окружности (рисунок 4.21).
Рисунок
4.21 – Кинематическая погрешность колеса
(а) и передачи (б)
2. Кинематической погрешностью передачи (F´iоr) называется разность между действительным (измеренным) и номинальным (расчетным) углами поворота ведомого зубчатого колеса передачи. Выражается эта погрешность в линейных величинах длиной дуги его делительной окружности.
3. Накопленной погрешностью k шагов (FРkr) называется наибольшая разность дискретных значений кинематической погрешности зубчатого колеса при номинальном повороте на k целых угловых шагов (рисунок 4.22).
4. Накопленной погрешностью шага зубчатого колеса (FРr) называется наибольшая алгебраическая разность значений накопленных погрешностей в пределах зубчатого колеса. Данный параметр при измерениях определяется положение точек профилей зубьев, находящихся на одной окружности, проходящей где-то на середине каждого профиля зуба (рисунок 4.22).
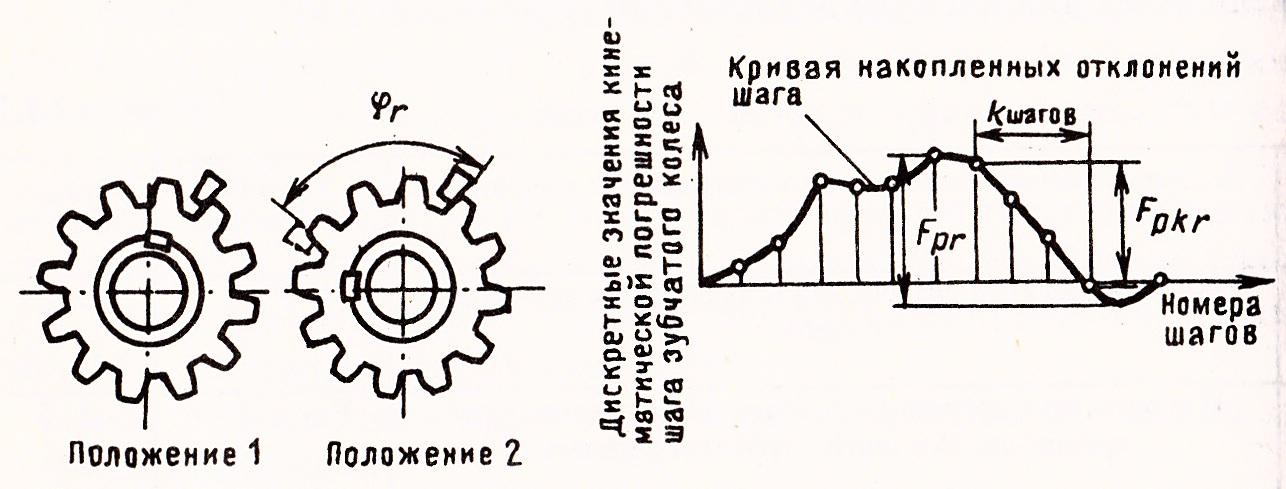
Рисунок 4. 22 – Накопленная погрешность шага
5. Погрешность обката (Fcr) – погрешность, определяемая при вращении его на технологической оси, т. е. при окончательной обработке зубьев по обеим их сторонам на зубообрабатывающем станке, и при исключении циклических погрешностей зубцовой частоты и кратных ей более высоких частот. Таким образом, погрешность обката устанавливает требования к кинематической погрешности зубообрабатывающего станка (его кинематической цепи деления).
6. Колебание длины общей нормали (FvWr) называется разность между наибольшей и наименьшей действительными длинами общей нормали в одном и том же колесе. Под действительной длиной общей нормали понимают расстояние между двумя параллельными плоскостями, касательными к двум разноименным активным боковым поверхностям зубчатого колеса (рисунок 4.23). Если расстояние между плоскостями одинаково при измерении различных по положению на окружности колеса групп зубьев (число зубьев в группе постоянно), то кинематической погрешности зуборезного станка нет, происходит равномерное вращение при нарезании зубьев по всему колесу.
Рисунок
4.23 – Длина общей нормали
7. Колебанием измерительного межосевого расстояния за оборот колеса (F´´ir) называется разность между наибольшим и наименьшим действительным (измеренным) межосевым расстоянием при двухпрофильном зацеплении измерительного зубчатого колеса с проверяемым зубчатым колесом повороте последнего на полный оборот (комплексная радиальная погрешность, см. рисунок 4.24). Данный метод измерения называют двухпрофильным.

Рисунок 4.24 – Колебание измерительного межосевого расстояния за оборот
зубчатого колеса
8. Радиальным биением зубчатого венца (Frr) называется разность действительных (измеренных) предельных положений исходного контура в пределах зубчатого колеса (от его рабочей оси) (рисунок 4.25). Этот параметр характеризует дискретные значения колебаний измерительного межосевого расстояния за оборот или, другими словами, дискретные значения радиальной составляющей кинематической погрешности колеса.
Рисунок
4.25 – Радиальное биение зубчатого венца