

6.3 Нормирование точности конических поверхностей
Конические поверхности характеризуются четырьмя основными параметрами (рисунок 6.3):
- диаметром большого основания D;
- диаметром малого основания d;
- длиной конуса L;
- углом конуса α.
Три из них независимые, а любой четвертый можно вычислить. Угол конуса α расположен между образующими конуса в сечении конуса плоскостью, проходящей через его ось. Часто вместо угла конуса указывается угол наклона α/2 между образующей и осью конуса.
Для стандартизированных конических соединений размеры конуса указываются чаще всего через понятие «конусность». Конусность С – отношение разности диаметров большого и малого основания к длине конуса, т. е С = (D – d)/L = 2tg(α/2). В свою очередь уклон i = C/2 = tg /2.
Конусность может быть задана и как отношение разности диаметров любых поперечных сечений конуса к расстоянию между этими сечениями. Регламентируются ряды нормальных конусностей общего назначения (ГОСТ 8593–81).
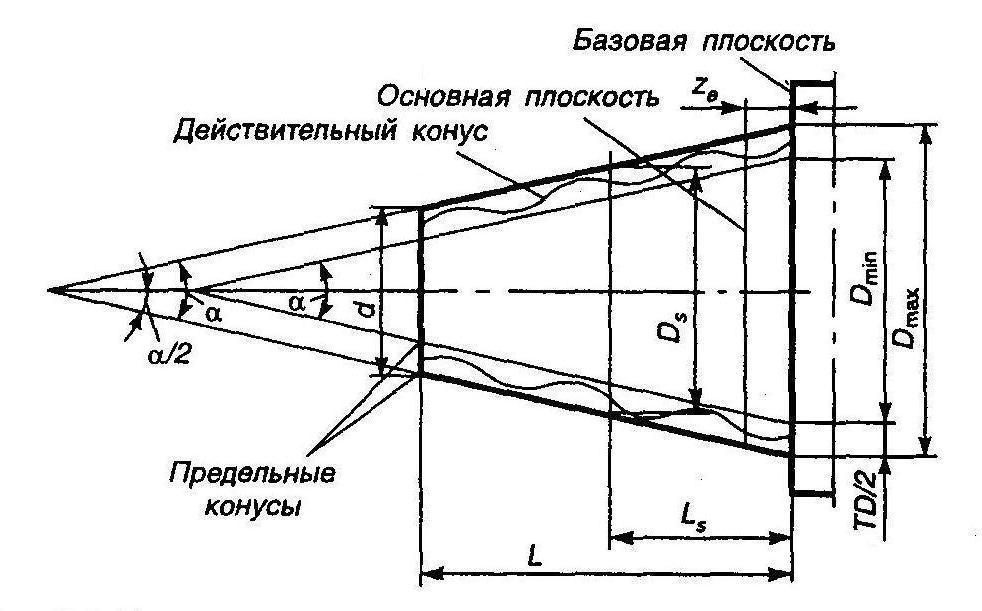
Рисунок 6.3 – Геометрические параметры конического элемента детали
Допускается применение конусностей специального назначения, к ним относятся, например, конусы режущих инструментов:
- инструментальные конусы Морзе 0; 1; 2; 3; 4; 5; 6;
- конусы инструментов при размерах меньше Морзе 1 с конусностью 1:24;
- метрические конусы 4; 6; 80; 100; 120; 160; 200;
- инструментальные укороченные В7; В10; В12; В16; В18; В22; В24; В32; В45;
- конусы шпинделей и оправок фрезерных станков (конусность 7:24).
Удобство применения понятия «конусность» заключается в характеристике конуса отношением целых чисел и удобстве измерения конусности. Например, для метрических конусов угол конуса составляет 2º51´51,1´´, а конусность выражается как 1:20, т. е. два сечения с разностью диаметров 1 мм отстоят друг от друга на 20 мм.
Широко применяемые в машиностроении конусы Морзе имеют наибольшие диаметры от ≈ 9 мм (Морзе 0) до 60 мм (Морзе 6), углы конусов неодинаковы, но близки к значению 3º.
Допуск угла конуса может быть выражен в угловых единицах АТ или линейных единицах АТD – допуском на разность диаметров конуса в двух сечениях на расстоянии L между ними.
Допуск конусов чаще задается в зависимости от длины образующей L1. Когда угол конуса небольшой (конусность не более 1:3) допуск задается в зависимости от длины конуса L. Разность между длиной конуса и образующей в этом случае не превышает 2%.
Для конусов с конусностью более 1 : 3 величина допуска АТD и допуска АТh связаны зависимостью АТD = АТh cos /2, где – номинальный угол конуса.
6.4 Система допусков и посадок для конических соединений
Конусы – наиболее распространенные угловые детали в машиностроении, используются усеченные конусы, которые пересечены плоскостью, параллельной основанию.
Коническое соединение по сравнению с цилиндрическим имеет определенные преимущества: можно регулировать величину зазора или натяга относительным смещением деталей вдоль оси; при неподвижном соединении с натягом возможна частая разборка и сборка сборочных единиц (узлов); конические соединения обеспечивают хорошее центрирование деталей и герметичность. Характерный пример наиболее частого применения конусов – установка режущего инструмента в шпинделе металлорежущего станка.
Коническая посадка – характер конического соединения, определяемый зазорами или натягами в коническом соединении, получающимися после фиксации взаимного осевого положения сопрягаемых конусов. Фактор взаимного осевого положения сопрягаемых конусов обуславливает введение дополнительных понятий о коническом соединении (рисунок 6.3).
Основная плоскость – плоскость поперечного сечения конуса, в которой задают номинальный диаметр конуса (D или d).
Базовая плоскость – плоскость, служащая для определения положения основной плоскости (или данного конуса относительно сопрягаемого с ним конуса).
Базорасстояние конуса Ze, Zi – осевое расстояние между основной и базовой плоскостями соответственно для наружного и внутреннего конусов. Если данные плоскости совпадают, то базорасстояние равно нулю.
Базорасстояние Zp – осевое расстояние между базовыми плоскостями сопрягаемых конусов.
Диаметры в заданном (Ds) и произвольно расположенном (dx) сечении конуса (по диаметру Ds обычно задается допуск конуса).
Длина соединения Lp, осевые расстояния до заданного сечения (Ls – от большего основания и Lx – от произвольно расположенного).
Параметры реакльных (действительных) конусов обозначаются так же, но с добавлением индекса «а».
По способу фиксации осевого расположения сопрягаемых конусов посадки подразделяют:
1) путем совмещения конструктивных элементов конусов (базовых плоскостей) (рисунок 6.4, а); при этом способе фиксации возможно получение посадок с зазором, переходных и с натягом;
2) по заданному осевому расстоянию Zpf между базовыми плоскостями (рисунок 6.4, б); при этом способе фиксации возможно получение посадок с зазором, переходных и с натягом;
3) по заданному осевому смещению Eа конусов от их начального положения (рисунок 6.4, в); при этом способе фиксации обеспечивается получение посадок с зазором и с натягом;
4) по заданному усилию запрессовки FS, прилагаемому в начальном положении сопрягаемых конусов (рисунок 6.4, г); при этом способе фиксации возможно получение посадок с натягом.

а) б) в) г)
Рисунок 6.4 – Способы фиксации осевого расположения сопрягаемых конусов:
1 – базовые плоскости; 2 – начальное положение; 3 – конечное положение
Допуски конусов деталей нормируют двумя способами:
1) совместным нормированием всех видов допусков допуском диаметра ТD, одинаковым в любом поперечном сечении конуса; этот допуск ограничивает не только отклонение диаметра, но и отклонения угла и формы конуса, если эти отклонения не ограничены меньшими допусками;
2) раздельным нормированием каждого вида допусков: ТDS – допуск в заданном сечении конуса – по ГОСТу 25307–82; АТ (в угловых АТ или линейных АТD единицах) – по ГОСТу 8908–81; ТFR и ТFL – соответственно допуски формы поперечного (круглости) и продольного (прямолинейности образующих) сечений конуса по ГОСТ 24642–81 и 24643–81.
Значения допусков ТD и ТDS назначают по квалитетам ЕСДП (ГОСТ 25346-89).
В посадках с фиксацией путем совмещения конструктивных элементов и по заданному осевому расстоянию между базовыми плоскостями (см. рисунок 6.4, а и б) допуски конусов предпочтительно нормировать 1-м способом, поскольку в этих посадках величины зазоров или натягов зависят от предельных отклонений диаметров сопрягаемых конусов. В посадках с фиксацией по заданному осевому смещению или по заданному усилию запрессовки (см. рисунок 6.4, в и г) допуски конусов предпочтительно нормировать 2-м способом, т.к. в этих посадках величины зазоров или натягов определяются условиями сборки. На неравномерность зазоров или натягов и на длину контакта оказывают влияние только допуски угла и формы конуса, допуски диаметра влияют на базорасстояние Zps соединения.
На рисунке 6.5 представлены эскизы конического соединения, а также наружного и внутреннего конусов с допусками, проставленными по ЕСКД (ГОСТ 2.320–82).
17+7,6

170 N11 k11
















55 O 0,04










































1:20
1:20
1:20
































Осевое
смещение 2...4 140 17 ATD10(+0,125) 150 ATD10(-0,125)


































