

6 Нормирование точности угловых размеров и конических соединений
6.1 Система единиц угловых размеров
Все нормальные углы, применяемые при конструировании, можно разделить на три группы:
1) нормальные углы общего назначения (наиболее распространенные);
2) нормальные углы специального назначения (в стандартизованных специальных деталях);
3) специальные углы (углы, размеры которых связаны расчетными зависимостями с другими принятыми размерами и которые нельзя округлить до нормальных углов; углы, определяемые специфическими эксплуатационными или технологическими требованиями).
Размеры углов 1-й группы приведены в ГОСТе 8908–81 и ГОСТ 8593–81. Размеры углов 2-й группы – в [10].
За единицу измерения плоского угла в международной системе единиц СИ принят радиан. Радиан соответствует углу между двумя радиусами (сторонами угла), вырезающему на окружности дугу, длина которой равна радиусу.
Более удобной для измерений является система единиц, основанная на градусной мере, в которой для отсчета угла используются градус, минута, секунда. Градус (º) равен 1/360 части окружности, в градусе содержится 60 угловых минут (´), в минуте – 60 угловых секунд (´´).
Соотношение между градусом и радианом:
360º = 2π = 6,28318530 рад; 1º =2π/360 = 0,01745329 ≈ 1/57,3 рад;
1 рад = 360º/2π =57º17´45´´.
При оценке малых углов иногда используют тригонометрические функции синуса и тангенса, принимая их значение практически равным значению угла, выраженному в радианной мере, т. е. sin α ≈ tgα ≈ α рад. Погрешность такой замены возрастает с увеличением угла, например, для α = 5º погрешность составляет 0,35%, а для α = 10º – 1,5%.
6.2 Допуски угловых размеров
6.2.1 Основные понятия
Для угловых размеров существуют ряды нормальных углов, так же как и для линейных – ряды нормальных размеров. Однако возможность использования значений нормальных углов при конструировании ограничена, так как угловые размеры получаются, как правило, либо расчетным путем для обеспечения определенных функций разрабатываемого устройства, либо с условием обеспечения необходимого углового расположения деталей или узлов изделия.
Допуски угловых размеров назначают по ГОСТ 8908–81. При нормировании точности угловых размеров не применяется понятия «отклонение», предусматривается три возможности расположения допуска относительно номинального значения угла: симметричное, одностороннее в «плюс» и одностороннее в «минус» (рисунок 6.1).
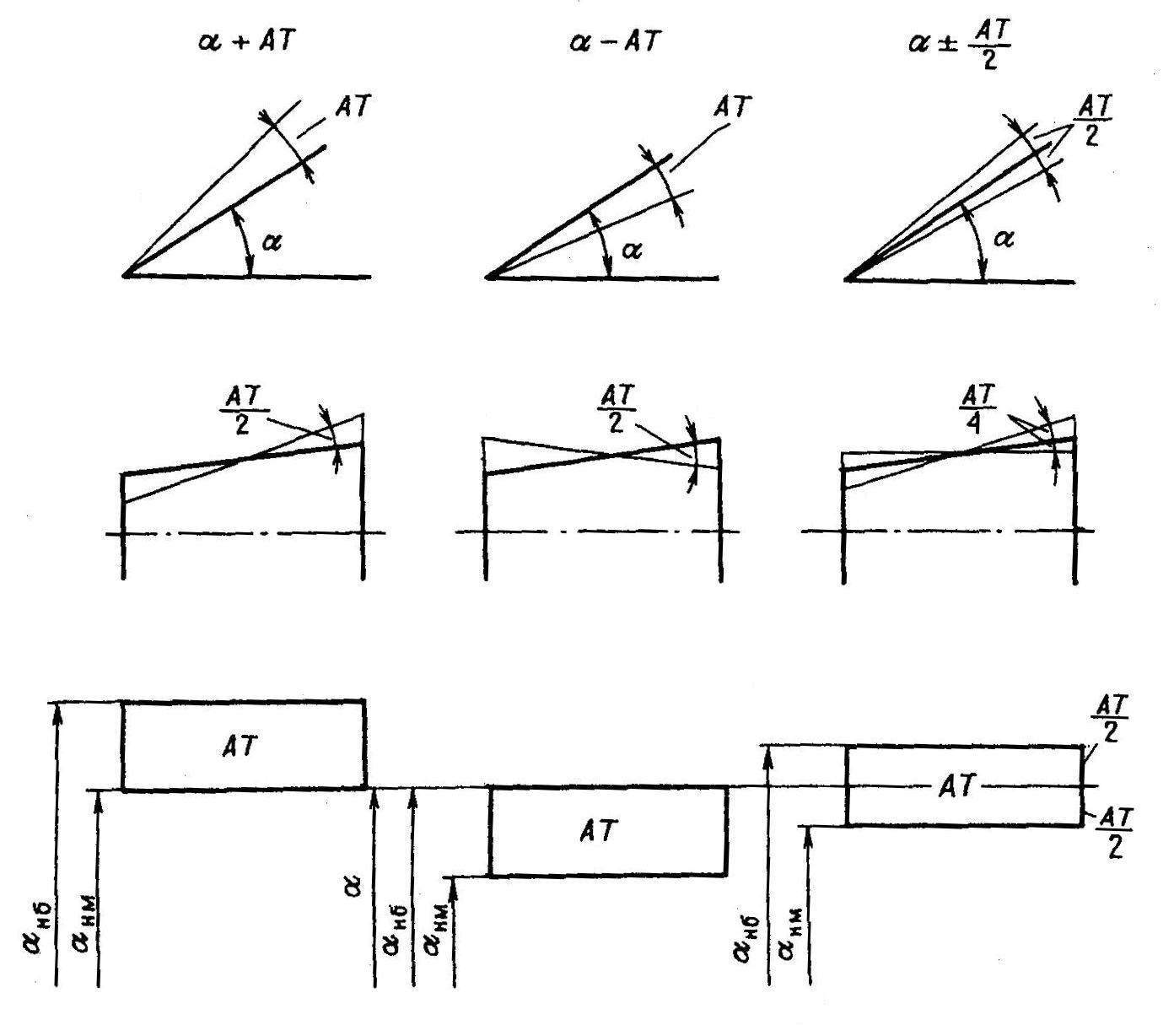
Рисунок 6.1 – Расположение допуска на угловые размеры
Точность изготовления и измерения угловых размеров в значительной мере зависит от длины сторон, образующих угол. Чем меньше длина стороны угла, тем труднее достичь точности изготовления и измерения угловых размеров. С учетом данного фактора при нормировании требований к точности значение допуска угла задается в зависимости от длины его меньшей стороны, а не от значения самого угла.
6.2.2 Способы выражения допуска угла
Допуски углов AT (от англ. Angle toleranc – допуск угла) могут выражаться по-разному с использованием соответствующих обозначений (рисунок 6.2):
1) АТ – в угловых единицах радианной меры и соответствующей ей (в точном значении) градусной меры;
2) АТ – в округленном значении градусной меры (по сравнению с радианной мерой);
3) АТh – в линейной мере, выраженной длиной противолежащего отрезка на перпендикуляре к меньшей стороне угла на расстоянии L1 от вершины (этот отрезок приближенно равен дуге с радиусом L1).
С вязь
между допусками в угловых и линейных
единицах выражается зависимостью АТh
= АТL110-3,
где АТh измеряется в микрометрах
(мкм), АТ – в
микрорадианах (мкрад); L1 – длина
меньшей стороны угла в мм.
вязь
между допусками в угловых и линейных
единицах выражается зависимостью АТh
= АТL110-3,
где АТh измеряется в микрометрах
(мкм), АТ – в
микрорадианах (мкрад); L1 – длина
меньшей стороны угла в мм.
6.2.3 Ряды точности угловых размеров
Г
Рисунок
2 – Способы выражения допуска на угловые
размеры