

4.3.3 Нормирование отклонений от круглости
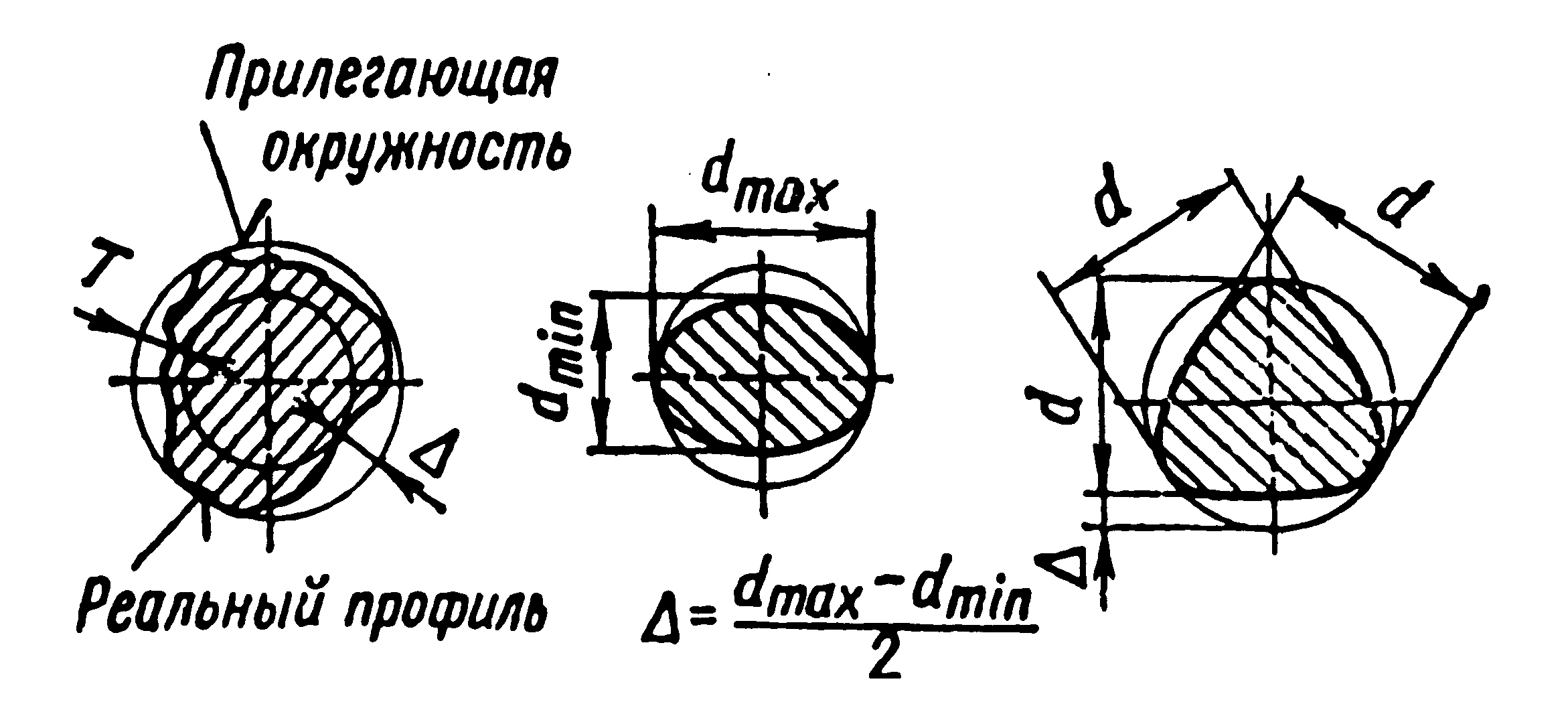
Отклонение от круглости (EFK) – наибольшее расстояние Δ от точек реального профиля до прилегающей окружности (рисунок 4.4, а). Допуск круглости (NFK) – наибольшее допускаемое значение Т отклонений от круглости.
Частными видами отклонений от круглости являются овальность и огранка (рисунок 4.4, б, в), они не имеют обозначений и требования к таким отклонениям при необходимости указываются на чертеже текстом. Допуски на овальность и огранку принимаются по нормам на отклонение от круглости.
а) б) в) Рисунок
4.4 – Отклонение формы цилиндрических
поверхностей
в поперечном сечении
Нормирование требований к отклонениям от круглости необходимо для поверхностей деталей, у которых эта форма существенно влияет на их эксплуатационные свойства, например, шпинделей станков, калибров.
4.3.4 Нормирование отклонения от прямолинейности оси в пространстве
Отклонение от прямолинейности оси в пространстве (EFL) нормируется для осей поверхностей вращения и ограничивается диаметром воображаемого цилиндра, внутри которого располагается реальная ось поверхности вращения в пределах нормируемого участка.
Реальная ось является геометрическим местом центров прилегающих к поверхности вращения окружностей (см. п. 4.1), она не принадлежит ни к поверхности, ни к профилю. Ее отклонение от прямолинейности достаточно условно отнесено к отклонениям формы цилиндрических поверхностей. Ранее использовался параметр изогнутости оси, в ГОСТ 24642-81 он трансформирован в данный комплексный параметр.
Параметр отклонения от прямолинейности оси в пространстве ввиду сложности измерения практически не используется на практике, чаще используется его частный вид – параметр изогнутости оси. Требования к нему принимают по нормам точности отклонений от прямолинейности в плоскости и записывают текстом на чертеже.
4.4 Общие понятия о точности расположения поверхностей элементов детали
Конфигурация детали, задаваемая чертежом, определяется определенным образом расположенными поверхностями ее элементов. Изготовление детали с абсолютно точным расположением поверхностей элементов невозможно, поэтому необходимо нормирование точности их расположения.
Отклонением расположения поверхности или профиля поверхности называют отклонение реального расположения поверхности (профиля) от его номинального расположения. При оценке отклонений расположения реальные поверхности (профили) заменяются прилегающими, оси, плоскости симметрии и центры реальных поверхностей заменяют таковыми для прилегающих поверхностей (профилей, элементов). В результате отклонения формы исключаются из отклонений расположения.
В практике данное принципиальное положение системы нормирования точности расположения не всегда выполнимо, поэтому зачастую нормируют одновременно отклонение от расположения поверхности и отклонение ее формы.
Точность расположения оказывает влияние, прежде всего, на возможность соединения деталей по нескольким поверхностям и на точность расположения деталей в сборочной единице.
При нормировании точности расположения имеют место два варианта:
- требования к точности расположения двух или более элементов относительно друг друга;
- требования к точности расположения поверхности (поверхностей) относительно другой поверхности (поверхностей), называемой базой (базами).
Поверхность элемента детали, выбираемая в качестве базы, является более важной для обеспечения эксплуатационных свойств детали, чем поверхность, нормируемая по точности расположения относительно нее. Базами могут быть плоскости, оси, плоскости симметрии. Если базой является поверхность вращения, например цилиндр или конус, то в качестве базы рассматривается обычно ось этого элемента. В качестве базы может быть использована общая ось двух или нескольких поверхностей.
В условном обозначении отклонений и допусков расположения по ГОСТ 24642–81 используется аббревиатура из трех и в двух случаях четырех прописных букв латинского алфавита. На первом месте стоит буква Е или Т (соответственно для отклонений и допусков по аналогии с их обозначением для гладких поверхностей), на втором – буква Р (для отклонений расположения), С (для суммарных отклонений формы и расположения) и две буквы СТ (два случая для суммарных отклонений формы и расположения в виде полного радиального биения и полного торцового биения). На последнем месте использованы различные буквы: А, R, S, С (соответственно для отклонений от параллельности, от перпендикулярности, симметричности, соосности) и др.