

3.9 Винтовая интерполяция
Программирование
G2/G3 X... Y... Z... I... J... K... TURN=
G2/G3 X... Y... Z... I... J... K... TURN=
G2/G3 X... Y... Z... CR=... TURN=
G2/G3 AR=... I... J... K... TURN=
G2/G3 AR=... X... Y... Z... TURN=
G2/G3 AP... RP=... TURN=
Объяснение команд и параметров
G2 Перемещение по круговой траектории по часовой стрелке
G Перемещение по круговой траектории против часовой стрелки
X Y Z Конечная точка в Декартовых координатах
I J K Центр круга в Декартовых координатах
CR= Радиус круга
AR Угол дуги
TURN= Число ходов круга в диапазоне 0-999
AP= Полярный угол
RP= Полярный радиус
Функция
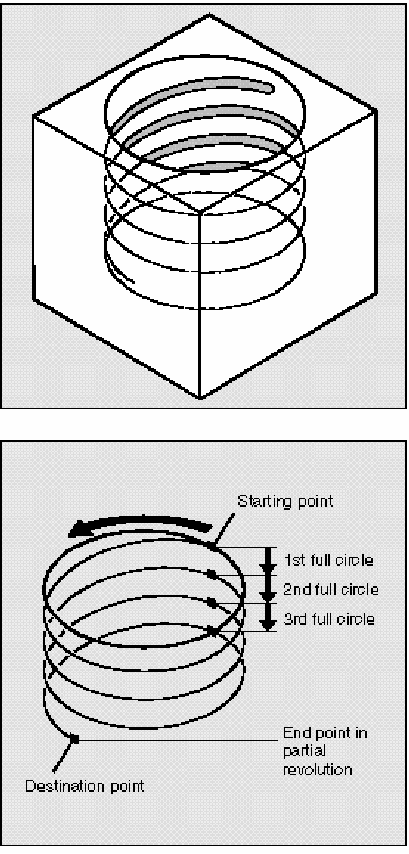
Винтовая интерполяция позволяет обработку, например, резьбы или канавки
Последовательность
В винтовой интерполяции два перемещения комбинируются и выполняются параллельно:
-
горизонтальное круговое перемещение, на котором
-
вертикальное линейное перемещение накладывается.
Круговое перемещение осуществляется на осях, определенных рабочей плоскостью.
Пример: рабочая плоскость G17, оси круговой интерполяции X и Y.
Перемещение подачи на врезание осуществляется на перпендикулярной оси подачи на врезание, в данном случае Z.
Последовательность перемещений
-
Подвод исходной точки
-
Выполнить полный запрограммированный круг с TURN=
-
Подвести конечную точку круга, т.е. как часть вращения
-
Шаги 2 и 3 выполняются на глубину подачи на врезание.
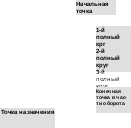
Начало, с которым спираль обрабатывается, рассчитывается от числа полного круга плюс запрограммированная конечная точка - выполненная на глубину подачи на врезание.
Программирование конечной точки винтовой интерполяции
Просим прочитать подробно о круговой интерполяции в описании параметров
интерполяции.
Дополнительные примечания
Рекомендуется определять запрограммированный перебег подачи (CFC) для винтовой интерполяции..
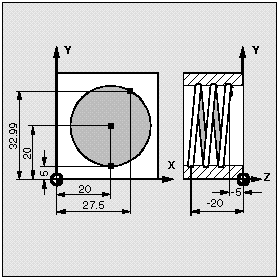
Винтовая интерполяция
…
N30 G17 G0 X27.5 Y32.99 Z3 Подвод исходной точки
N40 G17 G1 Z-5 F50 Подача инструмента на подачу
N50 G3 X20 Y5 Z-20 I=AC(20) -> Спираль со следующими параметрами: -> J=AC (20) TURN=2 выполнить 2 полных круга от исходной позиции, затем подвести конечную точку
-> должен программироваться в одном блоке
4. Преобразование системы координат
4.1 Концепция кадра
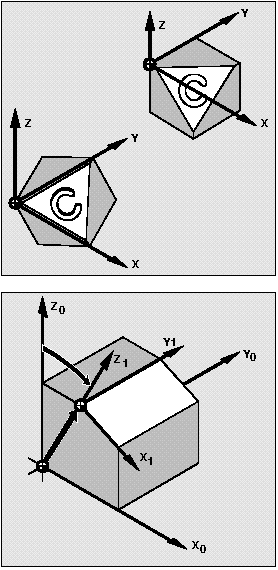
Пространственное описание системы координат детали
Одним из способов обработки наклонных контуров является использование соответствующих приспособлений, чтобы выравнить деталь параллельно осям станка.
Другой способ сгенерировать систему координат, которая сориентирована на деталь. Система координат может перемещаться и/или вращается при помощи программируемыми кадрами.
Это позволит Вам
-
перемещать нулевую точку к любой позиции на детали
-
выравнивать оси координат параллельно нужной обрабатываемой плоскости посредством вращения
-
и обработать поверхность, зажатой в наклонных позициях и просверлить отверстия под разными углами
-
осуществить обработку с нескольких сторон.
Рабочая плоскость, смещения инструментов
Наблюдения за разворотом рабочей плоскости и смещениями инструмента должны быть в соответствии с кинематикой станка - для операции обработки на наклонных рабочих плоскостях.

Кадр - это соответствующий термин геометрического выражения, который описывает арифметическое правило, как, например, переход или вращение.
К
Rotation
around Z axis - вращение
вокруг
оси
Z
Translation
- переход
Составные кадра
Кадр может включать следующие арифметические правила:
-
Переход, TRANS, ATRANS
-
Вращение, ROT, AROT
-
Масштаб, SCALE, ASCALE
-
Зеркало, MIRROR, AMIRROR
Вышеприведенные команды программируются в отдельных блоках NC и выполняются в запрограммированном порядке.