

3.6 Быстрый ход, g0
Программирование
G0 X... Y... Z...
Объяснение параметров
X Y Z Конечная точка в Декартовой системе координат
Функция
Вы можете использовать перемещения для быстрого позиционирования инструмента,
перемещения вокруг детали или подвода точек смены инструмента.
Эта функция не подходит для обработки детали!
Последовательность
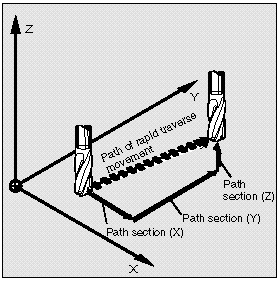
Перемещения инструмента, запрограммированные с G0, выполняются с возможно самой высокой скоростью (быстрое перемещение). Скорость быстрого перемещения определяется отдельно в данных станка.
Если перемещения быстрого хода выполняются одновременно на нескольких осях, скорость быстрого хода определяется осью, которая требует самое большее время части траектории.
Path of rapid traverse movement - Траектрия быстрого перемещения
Path section - Часть траектории

G0 - модальная
Пример программирования
G0 используется для подвода начальных позиций или точек смены инструмента, отвода инструмента и т.д.
N10 G90 ... Абсолютная координата
N20 G0 X30 Y20 Z2 Подвод исходной позиции
N30 G1 Z-5 F1000 Подача инструмента на врезание
N40 X80 Y65 Перемещение по прямой линии
N50 Z2
N60 G0 X-20 Y100 Z100 Отвод инструмента
3.7 Прямолинейная интерполяция, g1
Программирование
G1 X... Y... Z... F...
Объяснение параметров
X Y Z Конечная точка в Декартовой системе координат
F Скорость подачи в мм/мин
Функция
С G1 перемещения инструмента по прямой линии параллельно оси, наклонной или в любой ориентации в пространстве. Прямолинейная интерполяция позволяет обработку 3D-поверхностей, пазов и т.д.
Последовательность
Перемещения инструмента со скоростью подачи F по прямой линии от текущей исходной
точки к запрограммированной точке назначения.
Деталь обрабатывается по траектории.
Вы можете ввести точку назначения в Декартовых или полярных координатах.
Пример:
G1 G94 X100 Y20 Z30 A40 F100
Конечная точка X, Y, Z подводится со скоростью подачи 100 мм/мин, поворотная ось А перемещается как синхронная, так что все 4 перемещения заканчиваются одновременно.
Дополнительные замечания
G1 - модальная функция. Скорость шпинделя S и направление вращения шпинделя М3/М4 должны определяться для обработки. FGROUP может использоваться для определения групп осей, к которым применяется подача траектории F.
Пример программирования
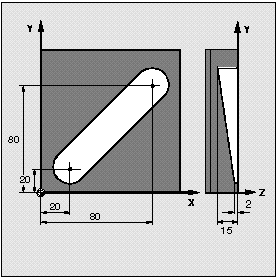
Обработка паза: инструмент перемещается от исходной точки к конечной в направлении X/Y. Подача на врезание происходит одновременно в направлении Z.
N10 ...G17 S400 M3 Выбор рабочей плоскости, включение шпинделя
N20 G0 X20 Y20 Z2 Подвод исходной точки
N30 G1 Z-2 Подача инструмента на врезание
N40 X80 Y80 Z-15 Ход вдоль наклоненной прямой
N50 G0 Z100 ... Отвод к точке смены инструмента