

8.5 Модальной вызов подпрограммы, mcall
Модальной вызов подпрограммы, MCALL
Эта функция используется для автоматического вызова и выполнения подпрограммы после каждого
блока с траекторией движения. Это осуществляет автоматизацию вызовов подпрограммы, которые
должны быть выполнены в различных местах детали, т.е. для получения шаблонов сверления.
Главная
программа
Подпрограмма
L70
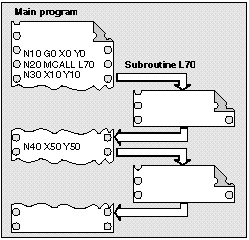
N10 G0 X0 Y0
N20 MCALL L70
N30 X10 Y10
N40 X50 Y50
В блоках N30 и N40, запрограммированная позиция подводится и подпрограмма L70 выполняется соответственно.
N10 G0 X0 Y0
N20 MCALL L70
N30 L80
В данном примере соответствующие блоки с запрограммированными осями траектории размещены в подпрограмме L80. L70 вызывается L80.
Только MCALL может действовать один раз в течение выполнения программы. Параметры
проходят только один раз с MCALL.
Дезактивирование модального вызова подпрограммы
С MCALL без вызова подпрограммы или программированием нового модального вызова подпрограммы для новой подпрограммы.
«Ural Boeing Manufacturing» - 2011