

6.2 Вызов инструмента, корректировка длины инструмента, td
Программирование
T... D... M6
$TC_DP1[tn, dn]...$TC_DP25[tn,dn]
Объяснение параметров
Т... Вызов инструмента
D... Вызов блока смещения инструмента, активирует корректировку длины инструмента
М6 Смена инструмента, после которого инструмент Т... действует
$TC_DP1[tn,dn] Вызов через систему переменных: значения смещения
DP1...DP25, номер инструмента tn, номер смещения инструмента dn
Функция
В NC программе Вы можете ввести инструмент, необходимый для текущей операции обработки у адреса Т с номером инструмента (т.е. Т17).
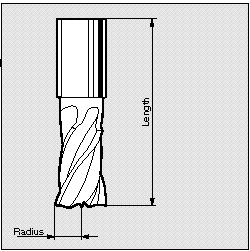
Длина
Радиус
Функция Т
Если вызывается функция Т с номером инструмента, т.е. Т5, осуществляется смена инструмента или инструмент выбирается заранее.
Итак, значения корректировки длины инструмента, сохраненные под номером D, должны быть задействованы.
Любой номер Т может быть выбран из диапазона
1-32000.
Примечание: Рабочая плоскость (G17-G19) также
программируются с вызовом инструмента. Это
обеспечивает, чтобы корректировка длины присваивалась правильной оси.
Загрузка инструмента, Т, М6
В данных станка определяется, смена инструмента инициализируется как только инструмент вызван или в комбинации с дополнительной командой, как М6.
Применяются обычно следующие процессы:
1.Револьверная головка Смена инструмента осуществляется, если номер Т вызван. М6 не должен быть запрограммирован.
2.Инструментальный магазинНомер Т предварительно выбирает инструмент, т.е. позиционирует магазин в позицию смены инструмента. Действительная смена инструмента запускается с М6. Только потом выполнить применение новых смещений инструмента.
Данные смещения инструмента D
Блок смещений инструмента включает геометрический параметр инструмента. Эти значения обычно сохраняются в блоке смещений D1, который присваивается номеру инструмента Т.
Нужный номер D должен всегда быть запрограммирован до того, как будет выбрана корректировка длины инструмента.
Работа без Т или номера D
В данных станка умолчание Т и номер D могут быть установлены, которые потом сразу должны быть запрограммированы. Пример: вся обработка на станке осуществляется с тем же шлифовальным кругом.
Работа с различными смещениями инструмента D1...D9
Вы можете присвоить до 9 блоков смещения - D номера D1...D9 Т номер.
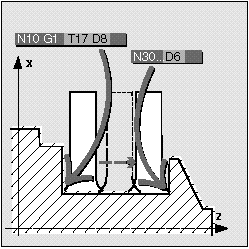
Это позволяет различным кромкам инструмента быть определенными для одного инструмента. Они могут быть вызваны в NC программе при необходимости. Различные значения смещения могут использоваться, например, для правой или левой режущей кромки канавочного резца.
Номер D действует только, если действует соответствующий номер Т.
 Работа
без смещений инструмента, D0
Работа
без смещений инструмента, D0
D0 - это установка по умолчанию после отмены
управления. Если Вы не введете номер D, Вы
будете работать без смещения инструмента.
Начитка и изменение смещений инструмента
в NC программе
Система переменных предназначена для каждого
значения в блоке смещения инструмента. Вы можете
вызвать или изменить эту переменную в NC программе.
Вы вызываете нужный параметр, определяя один из
номеров параметра DP1-25, номер инструмента Т и номер
смещения D:
$TC_DP1[Tn,Dn] ... $TC_DP25[Tn,Dn]
Пример: повторное шлифование было сделано на инструменте 4:
N10 $TC_DP1[Tn,Dn]=-45.17
Номер параметра 12 (длина инструмента, износ) инструмента Т4 присваивается значение 45.17 в блоке смещения D1.
Измененные значения не срабатывают, пока Т или D номер не запрограммируется.
Стирание всего инструмента
Команда:
$TC_DP[T-Nr.,0]=0
Стирание всей памяти смещения инструмента
(всех D номеров)
Внимание: эта команда стирает все значения смещения инструмента для всех инструментов, сохраненных в управлении.
Команда:
$TC_DP1[0,0]=0
Создание памяти смещения инструмента
В данном случае Вы определяете DP номер параметра 1 с кодом типа инструмента. Все
другие параметры инициализируются с 0.
Пример:
N10 $TC_DP1[4,1]=510
Открыть память инструмента (DP1) финишного инструмента (тип инструмента 510).
Вы найдете полный список типов инструмента и список параметров
инструмента в Предисловии Руководства по программированию.