

2.4 Система координат детали (g54-g57)
Геометрия детали описывается в системе координат детали. Другими словами, данные в NC программе относятся к системе координат детали.
2.5 Соотношение системы координат детали к осям станка
Размещение системы координат детали в отношении к базовой системе координат (или системе координат станка) определяется программируемыми кадрами.
Программируемые кадры вызываются и действуют в NC программе при помощи команд G54.
2.6 Текущая система координат детали
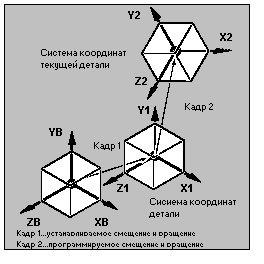
Иногда целесообразно или необходимо переставить и повернуть, отразить и/или придать масштаб выбранному вначале нулю детали внутри программы.
Программируемые кадры могут использоваться для перестановки (вращения, зеркала и/или масштабирования) текущую нулевую точку у соответствующей точки в системе координат детали.
Возможны несколько смещений нуля в одной программе.
3. Программирование перемещений инструмента
3.1 Абсолютные/относительные размеры, g90/g91
Программирование
Абсолютные размеры
G90
или
X=AC(...) Y=AC(...) Z=AC(...)
Инкрементные размеры
G91
или
X=IC(...) Y=IC(...) Z=IC(...)
Объяснение параметров
X Y Z Имена осей перемещения
=АС Абсолютные размеры (немодальные)
=IС Инкрементные размеры (немодальные)
Функция
G90/91 команды и немодальные размеры AC/IC используются для определения системы описания
подвода точек установки.
Последовательность
Абсолютные размеры, G90
Размеры относятся к началу действующей системы координат. Вы программируете точку, к которой должен перемещаться инструмент, т.е. в системе координат детали.
Инкрементные размеры, G91
Размеры относятся к псоледней точке подвода. Вы программируете на сколько должен перемещаться инструмент.
Немодальные абсолютные или инкрементные размеры АС, IC
Если действует G91, АС может использоваться для осуществления ввода абсолютных размеров отдельных осей в отдельном блоке. Если действует G90, IС может использоваться для осуществления ввода инкрементных размеров отдельных осей в отдельном блоке.
Дополнительные примечания
Команды G90 и G91 вообще применяются для всех запрограммированных осей в соответствующих блоках. Обе команды модальны.
3.2 Поворотные оси: Абсолютные размеры, dc, acp, acn
Программирование
A=DC(…) B=DC(…) C=DC(…)
или
A=ACP(…) B=ACP(…) C=ACP(…)
или
A=ACN(…) B=ACN(…) C=ACN(…)
Объяснение параметров
A B C Имя поворотной оси перемещения
DC Абсолютные размеры, прямой подвод позиции
ACP Абсолютные размеры, подвод позиции в положительном направлении
ACN Абсолютные размеры, подвод позиции в отрицательном направлении
Функция
С перечисленными выше параметрами Вы можете определить нужную стратегию
подвода для позиционирования поворотной оси.

Абсолютные размеры с DC
Поворотная ось перемещается к запрограммированной позиции в абсолютных координатах вдоль наикратчайшей прямой директории. Поворотная ось пересекает зону под углом 180 град.
Абсолютные размеры с ACP
Поворотная ось перемещается к запрограммированной позиции в абсолютных координатах в положительном направлении.
Абсолютные размеры с ACN
Поворотная ось перемещается к запрограммированной позиции в абсолютных координатах в отрицательном направлении.
Диапазон перемещения от 0 до 360 град. должен быть установлен в данных станка (модульный
метод). G01 или IC должен быть запрограммирован для перемещения модульных поворотных осей на более чем 360 град. в блоке.
Положительное направление вращения (по часовой стрелке или против часовой стрелки) устанавливается в данных станка.
Дополнительные замечания
Вы можете также использовать DC, ACP и ACN для позиционирования шпинделя с нулевой скоростью.
Пример:
SPOS=DC(45)
N40 G0 C= DC(0) Поворотный стол перемещается напрямую к позиции 0 град.
N50 G1 Z-5 Подача инструмента на врезание
N60 C=ACN(270) Инструмент вырезает круглую вытачку