

6.3 Корректировка радиуса инструмента g40, g41, g42
Объяснение параметров
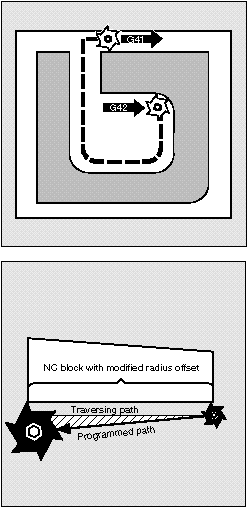
G40 Дезактивировать корректировку радиуса инструмента
G41 Активировать корректировку радиуса инструмента, инструмент работает слева от контура
G42 Активировать корректировку радиуса инструмента, инструмент работает справа от контура
OFFN= Обычные смещения контура. Более подробную информацию
Равноотстоящая
траектория
Равноотстоящая
траектория

Если действует корректировка радиуса инструмента, управление автоматически рассчитывает равностоящие траектории разных инструментов.
Вы можете генерировать равностоящие траектории с OFFn, т.е. для первичной обработки.
Последовательность
Управлению необходима следующая информация, чтобы рассчитать траектории инструмента.
1. Номер инструмента т
При необходимости требуется также номер смещения инструмента. Расстояние между траекториями инструмента и детали рассчитывается от резца и радиуса кромки инструмента и ориентации режущей кромки.
2. Направление обработки g41, g42
Из этой информации управление обнаруживает направление, в котором траектория
инструмента должна быть размещена.
Length
- Длина / Radius - Радиус
Корректировка
по Х
Корректировка
по Y
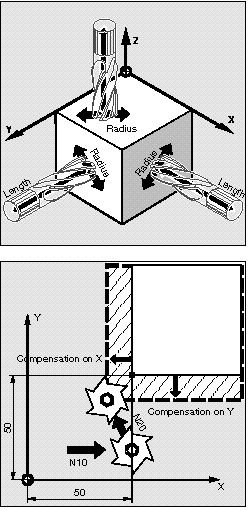
Из этой информации управление обнаруживает плоскость и отсюда направления осей корректировки.
Пример: Фрезерные инструменты
N10 G17 G41 ...
Корректировка радиуса инструмента осуществляется в плоскости X/Y, корректировка длины инструмента осуществляется в направлении Z.
Примечание:
На 2-осевых станках корректировка радиуса инструмента возможно только в реальных плоскостях, в общем с G18 (см. таблицу корректировки длины инструмента).
Активирование/дезактивирование корректировки радиуса инструмента
Команда перемещения должна быть запрограммирована с G0 или G1 в NC блоке с G40, G41 или G42. Эта команда перемещения должна определять ось (лучше две) в выбранной рабочей плоскости.
Если Вы только определяете одну ось на срабатывание, последняя позиция другой оси автоматически добавится и произойдет перемещение на обеих осях.
Пример:
N10 G0 X50 T1 D1
N20 G41 Y60
Только корректировка длины инструмента действует в блоке N10. X50 подводится без корректировки. В блоке N20 действует корректировка радиуса и Х50 и Y60 подводятся без корректировки. Следующие G41/G42 перемещения подачи на врезание или М команды и т.д. могут определяться.
Вы можете использовать NORM и KONT для определения траектории инструмента на срабатывание и несрабатывание режима корректировки
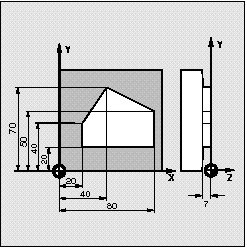
NC
блок с измененным смещением радиуса
Траектория
хода
Запрограммированная
траектория

G41/G42, G42/G41 могут быть запрограммированы без промежуточного G40.
Смена рабочей плоскости
Нельзя менять рабочую плоскость G17-G19 при действии G41/G42.
Смена номера смещения D
Номер смещения D может быть изменен в режиме корректировки.
Измененный радиус инструмента действует с эффектом от блока, в котором запрограммирован новый номер D.
Изменение радиуса или движение корректировки осуществляются через весь блок и только достигают новой равноотстоящей точки в запрограммированной конечной точке.
С линейными перемещениями инструмент перемещается через наклонную траекторию между исходной и конечной точкой. Спиральные перемещения осуществляются с круговой интерполяцией.
Изменение радиуса инструмента
Это может быть сделано, например, с использованием системы переменных. Выполнение такое же, ка при смене номера D.
Измененные значения воздействуют только на другое время T или D программируется. Изменение применяется только с эффектом со следующего блока.
Во время режима корректировки
Режим корректировки может быть прерван только некоторыми номерами соответствующих блоков, которые не содержат команд перемещения или параметры позиции в плоскости корректировки.Этот номер может быть определен в данных станка.
Блок с расстоянием траектории нуля также рассматривается как прерывание.
Подвод "соответствующего":
Вызвать инструмент, активировать рабочую плоскость и корректировку радиуса инструмента.
N10 G0 Z100 Отвод инструмента в место смены
N20 G17 T1 M6 Смена инструмента
N30 G0 X0 Y0 Z1 M3 S300 D1 Вызвать значения смещения инструмента, выбрать корректировку длины
N40 Z-7 F500 Подача инструмента на врезание
N50 G41 X20 Y20 Активировать корректировку радиуса инструмента, инструмент работает слева от контура
N60 Y40 Фрезеровать контур
N70 Х40 Y70
N80 Х80 Y50
N90 Y20
N100 Х20
N110 G40 G0 Z100 M30 Отвод инструмента, конец программы
7. R-параметры и переходы в программе
7.1 R-параметры (R)
Функция
Если программа ЧПУ должна действовать не только для единожды определенных
значений, или при необходимости вычисления значений, можно использовать R-параметры. Необходимые значения при выполнении программы могут вычисляться или устанавливаться СЧПУ. Другой возможностью является установка значений R-параметров оператором. Если R-параметры имеют значения, то в программе они могут быть присвоены другим адресам ЧПУ, которые должны иметь различные значения.
Программирование
Rn=...
Параметры

Изготовитель станка количество R-параметров устанавливает через машинные данные или.
Пример R-параметров
Присвоение значения
R-параметрам могут присваиваться значения в следующем диапазоне: ±(0.000 0001 ... 9999 9999) (8 десятичных позиций и знак и десятичная точка)
-
десятичная точка для целочисленных значений не нужна.
-
положительный знак не нужен никогда.
Пример:
R0=3.5678 R1=-37.3 R2=2 R3=-7
R4=-45678.1234
Присвоение значения должно осуществляться в собственном кадре.
Присвоения на другие адреса
Гибкость программы ЧПУ достигается благодаря тому, что другим адресам ЧПУ присваиваются эти R-параметры или R-выражения с R-параметрами. Любым адресам могут присваиваться значения, R-выражения или R-параметры; исключение: адрес N, G и L.
При присвоении после символа адреса записывается символ "=". Присвоение с отрицательным знаком возможно. При присвоении на адреса осей (операторы перемещения) необходим собственный кадр.
Пример:
N10 G0 X=R2 ;присвоение оси X
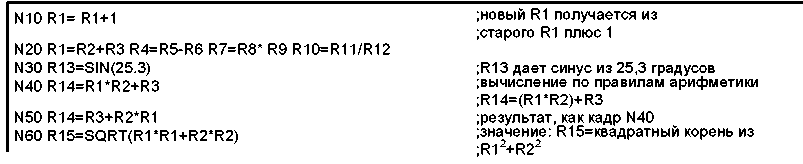
R-операции/функции
При использовании операторов/R-функций придерживаться обычного математического написания. Приоритеты выполнения устанавливаются круглыми скобками. В остальном действует вычисление по правилам арифметики. Для тригонометрических функций действует указание градусов.