

3.3 Метрические/дюймовые размеры, g70, g71
Программирование
Вызов
G70 или G71
Объяснение команд
G70 Размеры в дюймах
G71 Размеры метрические
3.4 Устанавливаемые смещения нуля, g54-g599
Программирование
Вызов
G54 или G55 или G57 или G505 ... G5999
Дезактивировать
G53 или G500 или SUPA
Объяснение команд
от G54 до G57 Вызов первого до четвертого устанавливаемого смещения нуля
G500 Дезактивировать до следующего вызова, G54-G599 только
G53 Немодальное дезактивирование, включая запрограммированные смещения
Функция
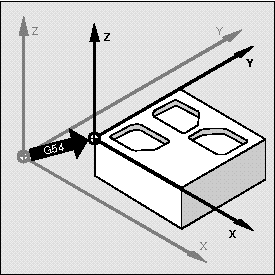
Устанавливаемое смещение нуля относится к нулю детали на всех осях к началу базовой системы координат. Отсюда возможно вызывать нулевые точки программы для различных характеристик с командой G.
Установить значения смещения
На панели оператора или универсальном разъеме ввести следующие значения в таблицу смещения нуля внутреннего управления:
-
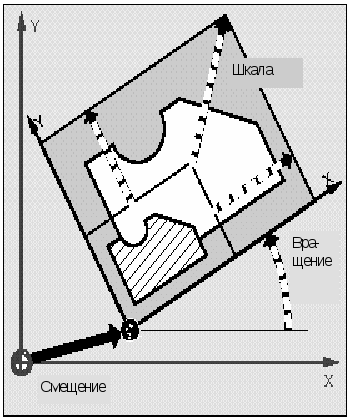
Координаты смещения
-
Угол поворотного зажима
-
При необходимости факторы масштабирования
Активировать смещение нуля
В NC программе смещение нуля перемещается из системы координат станка в систему координат детали вызовом команд G54-G57.
Дополнительно устанавливаемые
смещения нуля, G505-G599
Номера команд имеются для дополнительно устанавливаемых смещений нуля. Это позволяет
создать до 100 устанавливаемых смещений нуля вообще, более или менее 4 смещения нуля по умолчанию G54-G57.
Дезактивация смещения нуля
Команда G500 дезактивирует устанавливаемое смещение нуля. G53 или команда SUPA используются для блочного подавления программируемых и устанавливаемых смещений.
Дополнительные замечания
Стандартная установка в начале программы, т.е. G54 или G500 могут быть установлены в данных станка.
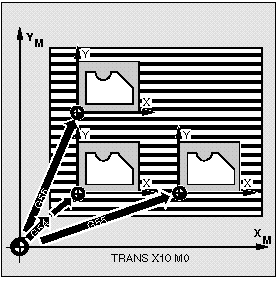
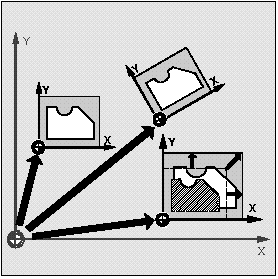
В данном примере 3 детали, распределенные на палете в соответствии со значениями смещения нуля G54-G56 обрабатываются успешно.
Последовательность обработки программируется в подпрограмме L47.
N10 G54 ... ... Вызов первого смещения нуля
N20 L47 Ход программы, в данном случае как подпрограммы
N30 G55 ... ... Вызов второго смещения нуля
N40 L47 Ход программы как подпрограммы
N50 G56 ... ... Вызов третьего смещения нуля
N60 L47 Ход программы как подпрограммы
3.5 Выбор рабочей плоскости, g17 - g19
Программирование
Вызов
G17 или G18 или G19
Объяснение команд
G17 Рабочая плоскость X/Y Направление подачи на врезание Z
G18 Рабочая плоскость Z/X Направление подачи на врезание Y
G19 Рабочая плоскость Y/Z Направление подачи на врезание X
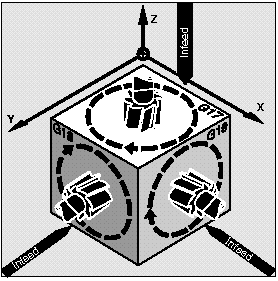
Спецификация рабочей плоскости, в которой контур должен быть обработан, также определяет следующие функции:
-
Плоскость корректировки радиуса инструмента
-
Направление подачи на врезание для корректировки длины инструмента в зависимости от типа инструмента
-
Плоскость круговой интерполяции