

5. Управление подачей и движением шпинделя
5.1 Подача
Программирование
G93 или G94 или G95
F...
FGROUP (X, Y, Z, A, B, ...)
FL [Axis]=...
Объяснение команд
G94 Подача в мм/мин или дюйм/мин или в градусах
G95 Подача в мм/об или дюйм/об
F... Значение подачи в единицах, определенных с G93, G94, G95
FGROUP Значение подачи F действует для всех осей, определенных в FGROUP
FL Ограничение скорости синхронными осями в единицах, определенных с G93, G94, G95 (максим.быстрый ход)
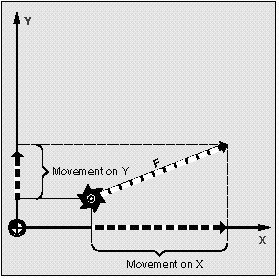
Движение
по Y
Движение
по X
Функция
Вы можете использовать выше названные команды для установки скоростей подачи в NC программе всех осей, участвующих в последовательной
обработке.
Подача траектории вообще состоит из отдельных составных скорости всех
геометрических осей, участвующих в движении, и соотносится к
центральной точке резца или верху токарного инструмента.
Последовательность
Единицы измерения подачи F
Вы можете использовать следующие G команды для определения единиц измерения ввода подачи. Все команды являются модальными. Вводы в мм или дюймах, согласно установке по умолчанию в данных станка. На параметры подачи G70/G71 не влияют.
Подача G94
мм/мин или дюйм/мин и градусы/мин
Подача G95
мм/об или дюйм/об со ссылкой на скорость главного шпинделя на токарном станке.
Если команда скорости подачи G переключается между G94 и G95, скорость подачи траектории должна быть снова запрограммирована.
Подача может быть также определена в градусах/оборот при обработке с поворотными осями.
Подача F осей траектории
Скорость подачи определяется с адресами F. Одно значение F может быть запрограммировано на NC блок. Вы определяете единицу скорости подачи в одной из приведенных выше команд G.
Подача F действует только на осях траектории и остается действующей,
пока не будет запрограммирована новая скорость подачи.
Сепараторы разрешены после адресов F.
Пример:
F100 или F 100 или F.5 или F=2*FEED (подача)
Подача синхронных осей
Подача F, запрограммированная на адресах F, применяется ко всем осям траектории в блоке, но не к синхронным осям.
Синхронные оси управляются столько, сколько требуют для своей траектории оси траектории и все оси достигают своей конечной точки в одно и то же время.
Пример программирования
Винтовая интерполяция. Оси траектории X и Y перемещаются с запрограммированной скоростью подачи, ось подачи на врезание Z является синхронной осью.
N10 G17 G94 G1 Z0 F500 FL[Z]=200 Подача инструмента на врезание
N10 X10 Y20 Подвод исходной позиции
N10 FGROUP (X, Y) Оси X/Y являются осями траектории, Z - синхронная ось
N10 G2 X10 Y20 Z-15 I15 J0 F1000 На круговой траектории скорость подачи составляет 1000 мм/мин. В направлении Z перемещение синхронное.
5.2 Скорость шпинделя s, направление вращения шпинделя м3, м4, м5
Программирование
M3 or M4 or M5
M1=3 or M1=4 or M1=5
S…
S1=… or S2=… or S3=…
SETMS(1) or SETMS(2) or SETMS(3) or SETMS
Объяснение команд
М3 Направление вращения шпинделя по часовой стрелке для ведущего шпинделя
М4 Направление вращения шпинделя против часовой стрелки для ведущего шпинделя
М5 Останов ведущего шпинделя
М1=3 М1=4 ... Левое/правое направление вращения шпинделя, останов шпинделя для других шпинделей, в данном случае шпиндель 1. Другие шпиндели определяются в соответствии с М2=... М3...
S... Скорость шпинделя в об/мин ведущего шпинделя
S1=... S2=... Скорость шпинделя в об/мин для других шпинделей
SETMS(n) Установка определенного шпинделя в n как ведущего
SETMS Сброс на ведущий шпиндель, определенный в данных станка
Функция
Выше названные функции используются для:
-
Активирования шпинделя
-
Определения необходимого направления вращения шпинделя и
-
Определения противоположного шпинделя или действующего инструмента как ведущего шпинделя, т.е. На токарных станках.
Последовательность
Предварительная установка М команд, М3, М4, М5
В блоке с осевыми командами функции срабатывают до того, как оси начинают перемещаться (исходная установка на управлении).
Пример:
N10 G1 F500 X70 Y20 S270 M3
N100 G0 Z150 M5
N10: шпиндель ускоряется до 270 об/мин, затем осуществляются перемещения на Х и Y.
N100: шпиндель останавливается до отвода перемещения на Z.
Возможно определить в данных станка, осуществились ли перемещения после того, как шпиндель закончил ускорение или остановился или перемещение было сразу после запрограммированных операций.
Скорость шпинделя S
Скорость, определенная с S... или S0=... применяется для ведущего шпинделя. Вы определяете соответствующее число дополнительных шпинделей: S1=..., S2=...
Три S значения могут программироваться на NC блок.
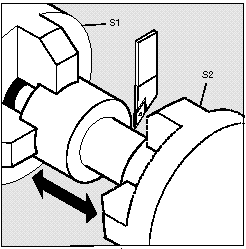
S1 является ведущим шпинделем,
S2 - другой рабочий шпиндель.
Деталь, которая должны быть обработана с двух сторон. Для этого необходимо разделить операции на два этапа. После разделения синхронное устройство (S2) поднимает инструмент для обработки с внешней стороны. Для этого этот шпиндель S2 определяется как ведущий шпиндель, к которому потом применяется G95.
N10 S300 M3 Скорость и направление вращения привода шпинделя = предварительная настройка ведущего шпинделя.
N20... N90 Обработка правой стороны детали
N100 SETMS(2) S2 теперь ведущий шпиндель
N110 S400 G95 F... Скорость нового ведущего шпинделя
N120.. N150 Обработка левой стороны детали
N160 SETMS Обратное включение ведущего шпинделя S1