

1.6.5 Конец программы
Для "конца программы" должно появится слово в последнем блоке последовательности:
M2, M30, M17 или RET.
Пример:
N10 ... .
N20 ...
N90 M2 Последний блок в последовательности
или
N90 M30 Последний блок в последовательности
или
N90 M17 Последний блок в последовательности
или
N90 RET Последний блок в последовательности
Если используется RET, режим беспрерывной траектории не прерывается при переключении
на возврат подпрограммы, как бы это было в случае с соответствующими командами М, RET
должен программироваться в отдельном блоке.
1.6.6 Программируемые сообщения
Сообщения могут быть запрограммированы для обеспечения пользователя информацией о текущей ситуации обработки во время выполнения программы.
Сообщение, сгенерированное в NC программе вставкой пароля "MSG" в скобках "()" с последующим текстом сообщения в кавычках. Сообщение может быть стерто также программированием "MSG()".
Пример
N10 MSG (“Roughing contour”) Активизировать сообщение
N20 X... Y...
N ...
N90 MSG ()
1.6.7 Комментарии
Чтобы NC программы было легче понять другим пользователям и программистам,
рекомендуется вставить в программе комментарии.
Комментарии идут в конце блока и отделяются от части программы NC блока точкой с запятой (";").
Пример:
N10 G1 F100 X10 Y20 ; комментарии объяснения NC блока
или
N10 ; G$S Co., заказ N12A71
N20 ; программа записана Бобом Миллером XYZ 24 ноября 1994
N50 ; деталь N12, кожух насоса типа ТР23А
Комментарии сохраняются и появляются в текущем дисплее блока при ходе программы.
2. Системы координат
2.1 Просмотр систем координат
![]()
-
Система координат станка
-
Базовая система координат
-
Система координат детали
-
Система координат текущей детали
Схема кинематики станка по системе координат, использованной для программирования.
Отдельные идентификаторы оси объясняются в подразделах по типам осей в данном разделе.
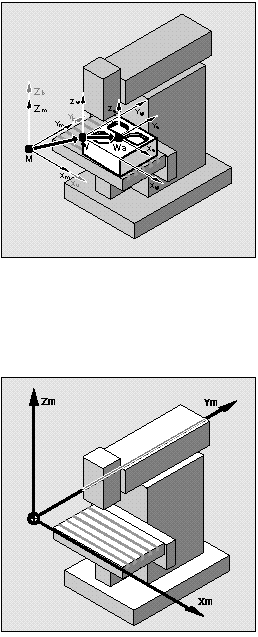
2.2 Система координат станка
![]()
Система координат станка включает все физически существующие оси станка.
Референтные точки и инструмент и точки смены палет (фиксированные точки станка) определяются в системе координат станка.

Стоя лицом к станку, средний палец правой руки идет от направления подачи на врезание главного шпинделя. Тогда применяется следующее:
-
Точки большого пальца в направлении Х+
-
Точки указательного пальца в направлении Y+
-
Точки среднего пальца в направлении Z+
На практике это можно можно увидеть по-разному в зависимости от типа станка. Здесь приведены несколько примеров систем координат станка на различных станках.
2.3 Базовая система координат (g500)
Базовая система координат в системе координат Декартово это та, которая размещается в системе координат станка кинематическим преобразованием.
Если нет кинематического преобразования, базовая система координат отличается от системы координат станка только по идентификации осей.
Активирование преобразования может дать отклонения в параллельной ориентации осей.
Смещения нуля, масштабирование и т.д. всегда осуществляются в базовой системе координат.
Координаты, которые определяют ограничение рабочей
зоны, также относятся к базовой системе координат.