

4.5 Программирование масштабного фактора, scale, ascale
Программирование
SCALE X... Y... Z... (Запрограммировано в отдельном NC блоке)
ASCALE X... Y... Z... (Запрограммировано в отдельном NC блоке)
Объяснение команд и параметров
SCALE Абсолютное расширение/уменьшение со ссылкой к текущей действующей системы координат, установленной с G54-G599.
ASCALE Дополнительное расширение/уменьшение со ссылкой к текущей действующей или запрограммированной системы координат.
X Y Z Фактор масштаба в направлении определенной оси.
Функция
SCALE/ASCALE могут использоваться для программирования факторов масштаба всех осей траектории, синхронной и позиционной в направлении определенной оси. Это позволяет изменять размер профиля. Вы можете программировать похожие геометрические профили в различных размерах.
Поддерживающая инструкция SCALE X Y Z
Отдельный фактор масштаба может быть определен для расширения/уменьшения на любой оси. Масштаб соотносится к системе координат детали, установленной с G54-G57.
Команда SCALE отменяет все ранее программируемые кадровые установки.

ASCALE X Y Z
Вы программируете изменение масштаба, которая должны быть дополнена к существующим кадрам с ASCALE.
В этом случае последний действующий фактор масштаба увеличивается на одну новую.
Текущая установка или последняя запрограммированная система координат используется как исходное для смены масштаба.
Дезактивирование фактора масштаба
Для всех осей:
SCALE (без параметра оси)
В обоих случаях все ранее запрограммированные кадры отменяются.
Дополнительные замечания
Если программируете переход с ATRANS после SCALE значения смещения также масштабируются.
Просим использовать факторы масштаба осторожно.
Пример: круговые интерполяции могут масштабироваться только одними факторами.
Однако, Вы можете использовать различные факторы масштабирования для программирования неполных кругов, например.
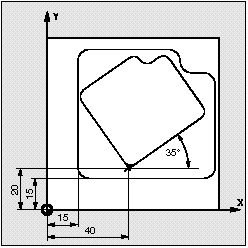
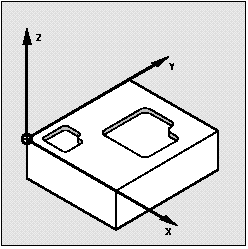
С данной деталью два паза встречаются дважды, но с разными размерами и повернуты друг к другу.
Последовательность обработки хранится в подпрограмме.
Использовать переход и вращение для установки каждой из нулей детали, уменьшить контур по масштабу и затем вызвать снова подпрограмму.
N10 G17... G54... Рабочая плоскость X/Y, ноль детали
N20 TRANS X15 Y15 Абсолютный переход
N30 L10 Обработать большой паз
N40 TRANS X40 Y20 Абсолютный переход
N50 AROT RPL=35 Поворот в плоскости на 35 град.
N60 ASCALE X0.7 Y0.7 Фактор масштаба для малого паза
N70 L10Обработать малый паз
4.6 Программируемое зеркало, mirror, amirror
Программирование
MIRROR X0 Y0 Z0 (программируется в отдельном NC блоке)
AMIRROR X0 Y0 Z0 (программируется в отдельном NC блоке)
Объяснение команд и параметров
MIRROR Абсолютное зеркало со ссылкой в текущую рабочую систему координат, установленную с G54-G599
AMIRROR Дополнительное зеркало со ссылкой в текущую установку или последнюю запрограммированную систему координат.
X Y Z Координатная ось, направление которой нужно изменить. Значение, определенное здесь, может быть свободно изменено, т.е. XO,YO,ZO.
Функция
MIRROR/AMIRROR может быть использовано для отражения профилей детали, которые программируются после вызова зеркала, т.е. в подпрограмме выполняются в зеркальном отражении.

Последовательность
Поддерживающая инструкция,
MIRROR X Y Z
Зеркало программируется при помощи изменения осевого направления в выбранной рабочей плоскости.
Пример: рабочая плоскость G17 X/Y
Зеркало на оси Y требует изменения направления на оси Х и соответственно программируется с MIRROR X0.
Контур затем отражается на противоположной стороне зеркала оси Y.
Отражение соотносится к установке координатных осей с G54-G599.
Команда MIRROR отменяет все
программируемые кадры, ранее установленные.
Зеркало, которое дополняется к существующему преобразованию, программируется с AMIRROR.
Текущая установка или последняя программируемая система координат используется как исходное.
Дезактивация зеркала
Для всех осей:
MIRROR (без параметра оси)
Отменяет все ранее запрограммированные кадры.
Дополнительные замечания
Команда зеркала вызывает управление к изменению команд корректировки траектории (G41/G42 или G42/G41) автоматически соответственно новому направлению станка.
То же применяется для направления кругового вращения (G2/G3 или G3/G2).
Если Вы программируете дополнительное вращение с AROT после MIRROR, Вы можете работать с обратными направлениями вращения (позитивное / негативное или негативно/позитивное).
Зеркала на осях геометрии автоматически преобразуются управлением во вращения, где примерно отражается на зеркальной оси, определенной в данных станка. Это также применяется для устанавливаемых смещений нуля.

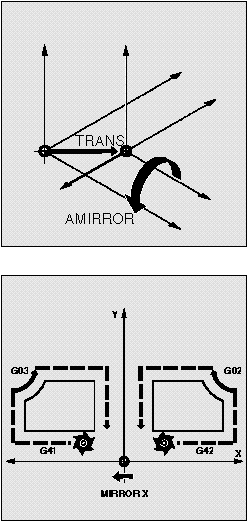
Вы программируете контур, изображенный здесь один раз как продпрограмма и генерируете три других контура с зеркальной операцией.
Ноль детали располагается по центру между контурами.
N10 G17... G54 Рабочая плоскость X/Y, ноль детали
N20 L10 Первый контур станка, правый верх
N30 MIRROR X0 Зеркало на оси Y, направление преобразуется на Х
N40 L10 Второй контур станка, левый верх
N50 MIRROR Y0 Дополнительное зеркало на оси Х, направление преобразуется на Y
N60 L10 Третий контур станка, левый низ
N70 MIRROR Y0 Зеркало на оси Х, направление преобразуется на Y
N80 L10 Четвертый контур станка, правый низ
N90 MIRROR Дезактивирование зеркала