

3. Формовка заготовок
Процесс формования заготовок состоит в уплотнении порошка под действием приложенного давления с целью получения из него заготовок определенной формы. Формование осуществляется прессованием, экструдированием, прокаткой.
Прессование обычно производится в холодных или горячих пресс-формах. Крупные заготовки получают гидростатическим способом.
Х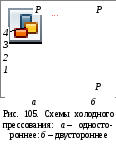 олодное
прессование
заключается в следующем (рис. 105). В
стальную матрицу 3
пресс-формы с поддоном 1
засыпают определенное количество
порошковой шихты 2
и прессуют ее пуансоном 4.
При этом резко уменьшается объем порошка,
увеличивается контакт
между отдельными частицами, происходит
механическое их сцепление. Поэтому
прочность прессовки повышается, а
пористость уменьшается. Недостатком
такой схемы прессования является
неравномерность распределения давления
по высоте заготовки из-за трения ее о
стенки матрицы 3.
Поэтому заготовки, полученные в таких
пресс-формах, обладают различной
прочностью, плотностью и пористостью
по высоте. Таким способом получают
заготовки простой формы и небольшой
высоты.
олодное
прессование
заключается в следующем (рис. 105). В
стальную матрицу 3
пресс-формы с поддоном 1
засыпают определенное количество
порошковой шихты 2
и прессуют ее пуансоном 4.
При этом резко уменьшается объем порошка,
увеличивается контакт
между отдельными частицами, происходит
механическое их сцепление. Поэтому
прочность прессовки повышается, а
пористость уменьшается. Недостатком
такой схемы прессования является
неравномерность распределения давления
по высоте заготовки из-за трения ее о
стенки матрицы 3.
Поэтому заготовки, полученные в таких
пресс-формах, обладают различной
прочностью, плотностью и пористостью
по высоте. Таким способом получают
заготовки простой формы и небольшой
высоты.
Для устранения этого недостатка применяют двустороннее прессование с помощью двух подвижных пуансонов 4. При такой схеме, кроме того, давление прессования уменьшается на 30...40 %.
В зависимости от требуемой пористости и прочности материала заготовки, а также ее формы давление прессования составляет 0,1...1 ГПа.
Горячее прессование совмещает формование и спекание заготовок. Этот процесс осуществляется в графитовых пресс-формах при индукционном или электроконтактном нагреве. Благодаря высокой температуре давление при горячем прессовании можно значительно уменьшить.
Горячее прессование отличается малой производительностью, большим расходом пресс-форм, поэтому применяется, главным образом, для получения заготовок из жаропрочных материалов, твердых сплавов, чистых тугоплавких металлов (W, Мо).
Г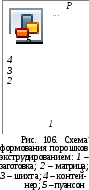 идростатическое
прессование
заключается в обжатии порошка, помещенного
в эластичную (например, резиновую)
оболочку, с помощью жидкости в гидростате
под давлением до 2 ГПа. Этот метод
позволяет получать крупногабаритные
заготовки типа цилиндров и труб с
равномерной плотностью по всему объему.
идростатическое
прессование
заключается в обжатии порошка, помещенного
в эластичную (например, резиновую)
оболочку, с помощью жидкости в гидростате
под давлением до 2 ГПа. Этот метод
позволяет получать крупногабаритные
заготовки типа цилиндров и труб с
равномерной плотностью по всему объему.
Экструдированием называется процесс формования заготовок выдавливанием шихты через матрицу с отверстиями различного сечения (рис. 106). Для этого исходный порошок замешивают с пластификатором (парафином, воском) в количестве, обеспечивающем шихте консистенцию пластилина. Этим способом получают прутки, профили различного сечения. Для получения полых изделий (труб и др.) в матрице располагают соответствующую оправку.
Прокатка осуществляется путем обжатия порошковой шихты между горизонтально расположенными валками. Этим способом получают пористые и компактные ленты, полосы и листы толщиной 0,02...3 мм и шириной до 300 мм из железа, никеля, нержавеющей стали, титана и других металлов. Процесс прокатки легко совмещается со спеканием и другими видами обработки. Для этого полученную заготовку пропускают через проходную печь и затем подают на прокатку с целью калибровки.
Прокаткой можно получать и двухслойные заготовки (например железо медь). Для этого в бункере необходимо установить перегородку для разделения его на две секции вдоль вaлков.