

3.6. Сварка взрывом
П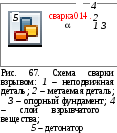 ри
сварке взрывом (рис. 67) лист 2,
привариваемый по всей плоскости к листу
1,
устанавливают на расстоянии 2…3 мм и
под углом
к нему. На поверхность листа 2
укладывают взрывчатое вещество 4
(порох, гексоген и др.), которое
воспламеняется от запальника 5.
Сваривают на жесткой основе.
При
воспламенении взрывчатки мощная взрывная
волна распространяется по всей поверхности
листа 2,
создавая огромное давление (порядка
105
ат) на лист. Детонация взрывчатого
вещества с выделением газов и теплоты
происходит с большой скоростью (несколько
тысяч метров в секунду).
ри
сварке взрывом (рис. 67) лист 2,
привариваемый по всей плоскости к листу
1,
устанавливают на расстоянии 2…3 мм и
под углом
к нему. На поверхность листа 2
укладывают взрывчатое вещество 4
(порох, гексоген и др.), которое
воспламеняется от запальника 5.
Сваривают на жесткой основе.
При
воспламенении взрывчатки мощная взрывная
волна распространяется по всей поверхности
листа 2,
создавая огромное давление (порядка
105
ат) на лист. Детонация взрывчатого
вещества с выделением газов и теплоты
происходит с большой скоростью (несколько
тысяч метров в секунду).
При соударении пластин, движущихся с большой скоростью, между ними образуется кумулятивная струя, которая разрушает и уносит оксидные поверхностные пленки и другие загрязнения. Поверхности сближаются до расстояния действия межатомных сил взаимодействия, и происходит схватывание по всей площади деталей. Образуется неразъемное соединение.
Прочность соединений, выполненных сваркой взрывом, выше прочности соединяемых материалов.
Сварка взрывом дает возможность соединять как однородные (серебро, алюминий, титан, медь, сталь и др.), так и разнородные (титан и сталь, титан и медь, алюминий и титан и т.д.) металлы.
4. Нанесение покрытий
Покрытия на поверхностях деталей предназначены для защиты от коррозии и окисления, износа, для снижения сопротивления трению, а также для использования в качестве слоя припоя или для восстановления первоначальных размеров изделия.
4.1. Наплавка
Наплавка один из процессов нанесения на поверхность детали слоя металла требуемого состава. Наплавку применяют при ремонте изношенных деталей для восстановления их исходных размеров и для изготовления новых изделий. Масса наплавленного металла обычно не превышает нескольких процентов от общей массы изделия.
Материалами для наплавочных работ служат: стали (углеродистые, легированные); сплавы на основе железа (высокохромистые чугуны, сплавы с бором и хромом, сплавы с кобальтом, молибденом или вольфрамовые); сплавы на основе никеля и кобальта; сплавы на основе меди; карбидные сплавы (с карбидом вольфрама или хрома); порошковые материалы для наплавки и напыления.
Способы наплавки
Ручная наплавка. Ручная наплавка подразделяется: на газовую, электродуговую покрытыми металлическими или угольными электродами; электродуговую в среде защитных газов; плазменной дугой и др.
Оборудование для ручной наплавки используется то же, что и для выполнения сварочных работ.
Газовая наплавка. Газовая наплавка осуществляется в условиях частичного оплавления основного металла при использовании высокотемпературного пламени, получаемого при сжигании смеси горючего газа с кислородом. Наиболее приемлемо для газовой наплавки ацетилено-кислородное пламя, обеспечивающее нагрев до высоких температур.
При наплавке таким способом используют горелку с соплом большого диаметра, нагревая основной металл науглероживающим пламенем при поддержании расстояния между ядром пламени и основным металлом 3 мм в условиях запотевания поверхности основного металла.
Подачу наплавочного металла и его плавление следует начинать после запотевания поверхности основного металла.
Дуговая наплавка покрытыми электродами. Способ основан на использовании электродов в виде стержней с покрытием, осуществляют обычно вручную.
Электродное покрытие служит для защиты ванны жидкого металла от кислорода и азота воздуха, стабилизации дуги, повышения технологичности процесса наплавки и введения легирующих элементов.
В состав электродного покрытия вводят также шлакообразующие и газообразующие компоненты, раскислители, стабилизирующие добавки. Состав покрытия электрода зависит от химического состава основного материала и назначения наплавленного покрытия.
Дуговая наплавка покрытыми электродами отличается низкой стоимостью оборудования, возможностью выполнения наплавки вручную, не только черных, но и цветных металлов.
Автоматический и полуавтоматический способы дают возможность наплавки изделий сложной формы; применения широкого ассортимента наплавочных материалов; выполнять наплавку в полевых условиях.
Дуговая наплавка под флюсом. Дуга при наплавке электродными материалами (проволокой, лентой и др.) скрыта под слоем флюса, насыпаемого на поверхность основного металла.
Возможность наплавки при большой силе тока и высокой погонной энергии обеспечивает высокую производительность при хорошем качестве наплавляемого металла. Дуговая наплавка под флюсом дает наплавки изделий простой формы с большой площадью наплавляемой поверхности. Однако, способ не пригоден для наплавки мелких изделий сложной формы.
Наплавка электродной проволокой под флюсом. При обычной одно-электродной наплавке под флюсом для избежания чрезмерного проплавления основного металла необходимо тщательно выбирать наплавочный материал; ограничить глубину проплавления путем более плотной укладки наплавляемых валиков. Достижение нужной толщины наплавленного слоя обеспечивается многослойной наплавкой.
Многоэлектродную наплавку осуществляют обычно способом, при котором дуга возникает между двумя электродами. Способ сопровождается небольшим проплавлением основного металла в сочетании с высокой скоростью плавления электродной проволоки.
Н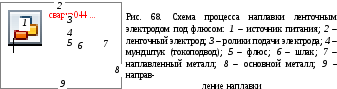 аплавка
электродной лентой под флюсом.
Дуговую наплавку под флюсом (рис. 68)
осуществляют с помощью электрода в виде
широкой стальной ленты 2, располагаемого
в процессе наплавки почти под прямым
углом к основному металлу. При наплавке
ленточным электродом образуется плоский
валик наплавленного металла, примерно
равный ширине ленточного электрода,
что обеспечивается малой глубиной
проплавления основного металла,
незначительным влиянием его на состав
наплавленного металла. Способ
высокопроизводительный за счет высокой
скорости наплавки и при большой силе
тока, применяется для наплавки
коррозионно-стойкой стали, сплава
«инконель» и других коррозионно-стойких
наплавочных материалов.
аплавка
электродной лентой под флюсом.
Дуговую наплавку под флюсом (рис. 68)
осуществляют с помощью электрода в виде
широкой стальной ленты 2, располагаемого
в процессе наплавки почти под прямым
углом к основному металлу. При наплавке
ленточным электродом образуется плоский
валик наплавленного металла, примерно
равный ширине ленточного электрода,
что обеспечивается малой глубиной
проплавления основного металла,
незначительным влиянием его на состав
наплавленного металла. Способ
высокопроизводительный за счет высокой
скорости наплавки и при большой силе
тока, применяется для наплавки
коррозионно-стойкой стали, сплава
«инконель» и других коррозионно-стойких
наплавочных материалов.
Наплавка открытой дугой. Наплавка без защитной среды, в среде воздуха, осуществляется проволокой сплошного сечения или порошковой проволокой. При наплавке используют простое оборудование и технологию. Возможна наплавка в полевых условиях. Состав наплавленного металла можно регулировать в широких пределах.
Наплавка в среде углекислого газа обеспечивает защиту зоны дуги от окружающего воздуха.
При осуществлении износостойкой наплавки в СО2 используют проволоку сплошного сечения или порошковую проволоку. Недостаток этого способа связан с невозможностью работы на открытом воздухе.
Основное назначение способа: наплавка деталей, подвергаемых последующей механической обработке. Наплавка порошковой проволокой применяется без последующей обработки.
Плазменная наплавка основана на возникновении между основным металлом и электродом горелки (катодом) электрической дуги, обеспечивающей переход в плазменное состояние рабочего газа, подаваемого в зону дуги. При этом из сопла горелки истекает высокотемпературная плазменная струя, обеспечивающая плавление наплавочного материала. Для образования плазмы используют смесь гелия (75 %) с аргоном (25 %), а в качестве защитного газа применяют аргон. В качестве наплавочного материала используют коррозионностойкую сталь, никель и его сплавы, сплавы меди и др. При наплавке проволокой диаметром 2,4 мм получают слой толщиной до 6,5 мм.
Наплавка в среде защитного (инертного газа аргона, гелия и др.) осуществляется плавящимся и вольфрамовым электродами.
При наплавке плавящимся электродом дуга возникает между основным металлом и электродным наплавочным материалом, который подается автоматически в виде электродной проволоки.
При наплавке вольфрамовым электродом дуга, за счет теплоты которой происходит плавление наплавочного присадочного металла, возникает между основным металлом и вольфрамовым электродом.
Применение инертного газа исключает необходимость использования флюса, поэтому данный способ особенно эффективен при наплавке цветных металлов, высоколегированных сталей и других материалов, чувствительных к окислению и азотированию. Высокое качество наплавленного металла достигается большим выбором наплавочных материалов.
Н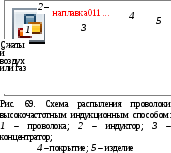 аплавка
токами высокой частоты
(рис. 69). Наплавку ТВЧ выполняют с помощью
индукционного нагрева с присадочным
материалом, который предварительно
наносят на поверхность изделия в виде
смеси порошка, литого кольца или
прессованного брикета либо расплавляют
в огнеупорной воронке, расположенной
над наплавляемой деталью.
аплавка
токами высокой частоты
(рис. 69). Наплавку ТВЧ выполняют с помощью
индукционного нагрева с присадочным
материалом, который предварительно
наносят на поверхность изделия в виде
смеси порошка, литого кольца или
прессованного брикета либо расплавляют
в огнеупорной воронке, расположенной
над наплавляемой деталью.
Возникающие индукционные токи нагревают до плавления поверхностный слой детали и легирующую шихту, которая образует на детали ровную поверхность. Способ характеризуется незначительной глубиной проплавления основного металла и высокой производительностью.
Наплавку токами высокой частоты применяют для получения износостойкого слоя на деталях, подвергающихся быстрому износу (ножи дорожных машин, детали землеройного оборудования и т.п.). Недостатком способа является дороговизна генераторов высокой частоты.
Электрошлаковую наплавку применяют для получения наплавленного слоя толщиной не менее 10…12 мм.
Наплавка этим способом протекает при непрерывной подаче электродной проволоки (или ленты) внутри слоя расплавленного шлака, а плавление их происходит за счет теплоты электросопротивления при пропускании тока между основным металлом и электродом.
Электрошлаковая наплавка обеспечивает наплавку слоя большой толщины; меньший расход шлака, чем при дуговой наплавке под флюсом; возможность наплавки высокоуглеродистых и других материалов; высокую производительность; высокое качество поверхности наплавки.