

4.2. Напыление покрытий
Для восстановления изношенных деталей и для нанесения на детали защитных и упрочняющих покрытий наряду с наплавкой используют различные способы напыления. Они основаны на нагреве мелких частиц напыляемого материала и переносе их на поверхность изделия-подложки. Соударяясь с подложкой, нагретые частицы закрепляются на ней и формируют покрытие. Чем больше скорость частиц, тем выше качество покрытия его плотность и прочность сцепления с основой. Материалом покрытия могут быть металлы, керамика, полимеры; материалом подложки металл, стекло, ткани и др. Можно создавать многослойные покрытия из слоев различного состава. Расход материалов при напылении невелик, так как подложка обычно не плавится и не разбавляет материал покрытия. Используемое оборудование относительно простое и производительное.
Применение напыленных покрытий снижает затраты металла, повышает срок службы и надежность деталей в жестких условиях эксплуатации (интенсивный износ, высокие скорости и температура, коррозионные среды и т.п.). Напылением можно получать тепло- и электроизоляционные покрытия. Напыление разных материалов можно производить на одном и том же оборудовании. Размеры напыляемых подложек не ограничены.
Напылением сравнительно просто наносить покрытия на любом ограниченном участке поверхности изделия из самых разнообразных материалов, надежно защищать эти участки и получать желаемые свойства покрытия.
Основные области применения технологии напыления это защита поверхностей деталей и узлов машин от абразивного, эрозионного, коррозионного и других видов воздействия рабочей среды
К основным способам напыления относятся газопламенное и плазменное напыление, электродуговая металлизация, детонационное и вакуумное напыление.
П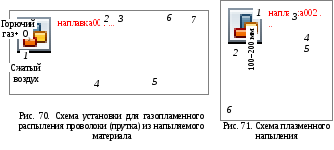 роцесс
газопламенного напыления
(рис. 70) основан на использовании
кислородно-ацетиленового или
кислородно-пропанового пламени 2.
В него подают проволоку 1
или порошок, конец проволоки 3
оплавляется, и расплавленные частицы
5
уносятся газовым потоком 4
на подложку 7,
образуя покрытие 6.
Скорость частиц порошка в серийных
газопламенных установках составляет
50…100 м/с.
роцесс
газопламенного напыления
(рис. 70) основан на использовании
кислородно-ацетиленового или
кислородно-пропанового пламени 2.
В него подают проволоку 1
или порошок, конец проволоки 3
оплавляется, и расплавленные частицы
5
уносятся газовым потоком 4
на подложку 7,
образуя покрытие 6.
Скорость частиц порошка в серийных
газопламенных установках составляет
50…100 м/с.
Температура нагрева напыляемого материала относительно невелика. Поэтому способ целесообразно применять для нанесения пластмасс, цинка, алюминия, медных сплавов, сталей. Можно наносить также оксид алюминия и карбидсодержащие композиции.
Плазменное напыление отличается более высокими температурой и скоростью газовой струи. В плазмотроне формируется поток низкотемпературной плазмы. Напыляемый материал (проволока, порошок) вводится в него, разгоняется до 100…400 м/с и переносится на подложку (рис. 71).
Между катодом 4 (из чистого вольфрама или с добавлением 2 % тория) и медным водоохлаждаемым соплом анодом 5, возникает дуга, нагревающая поступающий в сопло горелки рабочий газ 1 (аргон или азот), который истекает из сопла в виде плазменной струи. Порошковый наплавочный материал 2 подается в сопло струей транспортирующего газа, нагревается плазмой и с ускорением переносится на поверхность 6 основного материала для образования покрытия.
Высокая температура плазмы позволяет проводить напыление тугоплавких материалов. Можно регулировать температуру и скорость плазменной струи.
Покрытия, полученные плазменным напылением, обладают высокой плотностью и хорошим сцеплением с основой.