

Дуговая сварка в защитных газах
Сварка в защитных газах состоит в том, что для защиты расплавленного металла от контакта с воздухом в зону дуги, горящей между свариваемым изделием и плавящимся или неплавящимся электродом, через сопло горелки непрерывно подается струя защитного газа, оттесняющего воздух от места сварки.
В качестве защитных газов используют одноатомные, или инертные, газы (аргон и гелий), которые не взаимодействуют с расплавленным металлом, и активные газы (углекислый газ, водород, азот, пары воды), а также их смеси (аргон с кислородом, аргон с азотом или с углекислым газом, углекислый газ с кислородом и др.), взаимодействующие в некоторой степени с расплавленным металлом. Наибольшее применение получили аргон и углекислый газ.
Аргонодуговую сварку осуществляют неплавящимся (преимущественно вольфрамовым) и плавящимся электродами. Неплавящиеся электроды предназначены только для возбуждения и поддержания горения дуги. Между кромками свариваемых изделий в зону сварки подается присадочный металл в виде прутков или проволоки, которая по химическому составу близка к составу основного металла.
Сварку неплавящимся электродом осуществляют на постоянном и переменном токах ручным, полуавтоматическим и автоматическим способами. Постоянным током, обычно прямой полярности, получаемым от источников с падающей внешней характеристикой, сваривают нержавеющие и жаропрочные стали, никель и его сплавы, титан, цирконий, молибден и другие металлы толщиной 0,1…6 мм.
Переменным током сваривают алюминий, магний и их сплавы без применения флюсов.
Сварку плавящимся электродом осуществляют только автоматическим и полуавтоматическим механизированным методами. Плавящимся электродом сваривают алюминий, магний и их сплавы, а также нержавеющие стали. Для этого наиболее часто применяют постоянный ток обратной полярности, получаемый от источников с жесткой или возрастающей внешней характеристикой.
Сварка в углекислом газе характеризуется высокой производительностью и низкой стоимостью, этот способ применяют для сварки малоуглеродистых, низколегированных и некоторых высоколегированных сталей.
Углекислый газ при высокой температуре дуги диссоциирует на оксид углерода и атомарный кислород, который интенсивно окисляет металл. Для нейтрализации окислительного действия углекислого газа при сварке углеродистых и низколегированных сталей используют сварочную проволоку с повышенным содержанием марганца и кремния (Св-08ГСА, Св-08Г2СА).
Сварку в углекислом газе производят плавящимся электродом автоматическим или полуавтоматическим способом. Питание сварочной дуги осуществляется от источников постоянного тока с жесткой или возрастающей внешней характеристикой при обратной полярности.
Автоматическая дуговая сварка под флюсом. Для автоматической дуговой сварки под флюсом используют непокрытую электродную проволоку и флюс для защиты дуги и сварочной ванны от воздуха. Подача и перемещение электродной проволоки механизированы. Автоматизированы процессы зажигания дуги и заварки кратера в конце шва. В процессе автоматической сварки под флюсом (рис. 60) дуга 10 горит между проволокой 3 и основным металлом 8. Столб дуги и металлическая ванна жидкого металла 9 со всех сторон плотно закрыты слоем флюса 5 толщиной 30…50 мм. Часть флюса расплавляется, в результате чего вокруг дуги образуется газовая полость, а на поверхности расплавленного металла ванна жидкого шлака 4. Для сварки под флюсом характерно глубокое проплавление основного металла.
П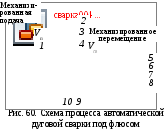 о
мере поступательного движения электрода
металлическая и шлаковая ванны
затвердевают с образованием сварного
шва 7,
покрытого твердой шлаковой коркой 6.
Проволоку подают в дугу и перемещают
ее вдоль шва с помощью механизмов 2
подачи
и перемещения. Ток к электроду
поступает через токопровод 1.
о
мере поступательного движения электрода
металлическая и шлаковая ванны
затвердевают с образованием сварного
шва 7,
покрытого твердой шлаковой коркой 6.
Проволоку подают в дугу и перемещают
ее вдоль шва с помощью механизмов 2
подачи
и перемещения. Ток к электроду
поступает через токопровод 1.
Автоматическая сварка обеспечивает хорошее качество сварных соединений, повышает производительность сварки в 5…20 раз и уменьшает себестоимость одного метра сварного шва. Повышение производительности достигается за счет использования больших сварочных токов (до 2000 А) и непрерывности процесса сварки. Плотная флюсовая защита сварочной ванны предотвращает разбрызгивание и угар расплавленного металла. Увеличение тока позволяет сваривать металл большой толщины (до 20 мм) за один проход без разделки кромок.
Повышенное качество сварных швов достигается за счет более высоких механических свойств наплавленного металла, защищенного флюсом, интенсивного раскисления и легирования вследствие увеличения объема жидкого шлака, сравнительно медленного охлаждения шва под флюсом и твердой шлаковой коркой, улучшения формы и поверхности сварного шва и постоянства его размеров по всей длине вследствие регулирования режима сварки.
Для сварки низкоуглеродистых и низколегированных сталей применяют плавленые высококремнистые марганцевые флюсы. Их шлаки имеют высокое содержание SiO2 и MnO.
Флюсы для сварки легированных и высоколегированных сталей должны обеспечивать минимальное окисление легирующих элементов в шве. Для этого применяют плавленые и керамические низкокремнистые, бескремнистые и фторидные флюсы. Их шлаки имеют высокое содержание CaO, CaF2 и Al2O3.
Основу керамических флюсов составляют мрамор, плавиковый шпат и хлориды щелочно-земельных металлов. В них также входят ферросплавы сильных раскислителей (кремния, титана, алюминия), легирующие элементы и чистые металлы. Шлаки керамических флюсов имеют основной или пассивный характер.