

Прокатные валки и станы
Прокатные валки основной рабочий инструмент могут быть гладкими (рис. 30, а), калиброванными (ручьевыми) (рис. 30, б) и специальными.
Гладкие валки применяют при прокатке листов, полос и т.п. На калиброванных валках прокатывают все виды сортового проката.
В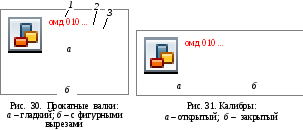 алки
имеют рабочую часть (бочку) 1
(см. рис. 30), две шейки 2
для установки в подшипниках и крестообразные
концы 3
(трефы) для соединения валка с приводом.
алки
имеют рабочую часть (бочку) 1
(см. рис. 30), две шейки 2
для установки в подшипниках и крестообразные
концы 3
(трефы) для соединения валка с приводом.
На рабочей поверхности калиброванных валков имеются канавки ручьи. Совокупность ручьев пары валков называется калибром. На каждой паре валков размещается несколько калибров. Калибры могут быть открытыми (рис. 31, а) и закрытыми (рис. 31, б).
По назначению калибры прокатных станов разделяют на обжимные (или вытяжные), черновые (или подготовительные) и чистовые (или отделочные).
Обжимные калибры предназначены только для уменьшения сечения прокатываемого металла.
В черновых калибрах уменьшается площадь, изменяется форма поперечного сечения прокатываемого металла с постепенным приближением к готовому изделию. Чистовые калибры отличаются от прокатываемого профиля тем, что в них учтены коэффициент линейного расширения и допуски на размеры профиля.
Прокатку заготовок осуществляют на прокатных станах. Прокатный стан состоит из одной или нескольких рабочих клетей и привода, включающего в себя электродвигатель и передаточный механизм.
Рабочая клеть состоит из станины 2 (рис. 32) с установленными в ней в подшипниках валками 1. Для изменения зазора между ними верхний валок вместе с подшипниками перемещается в пазах станины с помощью нажимного устройства 5. Движение от электродвигателя 9 к валкам передается через редуктор 8, электромуфту 7, шестерную клеть 6 и трефовые шпиндели 3, которые соединены с валками трефовыми муфтами 4.
К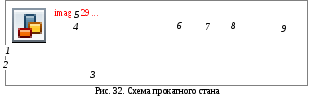 лассификация
прокатных станов.
Прокатные станы классифицируют по трем
признакам: назначению, числу и расположению
валков
в клетях, числу и взаимному
расположению клетей.
лассификация
прокатных станов.
Прокатные станы классифицируют по трем
признакам: назначению, числу и расположению
валков
в клетях, числу и взаимному
расположению клетей.
По назначению прокатные станы делят на станы для прокатки полупродукта (блюминги, слябинги и заготовочные станы) и станы для прокатки готовых изделий (сортовые, листопрокатные, рельсобалочные, трубопрокатные, для специального проката).
По числу и размещению валков в клетях станы бывают: с горизонтальными валками; универсальные с горизонтальными и вертикальными валками; с косо расположенными валками. Станы с горизонтальными валками по числу их в рабочей клети подразделяют на двух-, трех- и многовалковые. Двухвалковые станы (дуостаны) могут быть нереверсивные (рис. 33, а) и реверсивные. На трехвалковых (трио) станах (рис. 33, в) заготовка в одну сторону идет между нижним и средним, а в обратном направлении между средним и верхним валками. Двух- и трехвалковые станы применяют при производстве всех видов сортового проката и листов.
М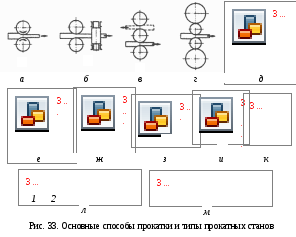 ноговалковые
станы (рис. 33, г,
д,
е)
имеют два рабочих валка малого диаметра,
а остальные валки большего диаметра
являются опорными. Они предотвращают
прогиб тонких рабочих валков, благодаря
чему повышается точность изделий. Такие
станы применяют для горячей и холодной
прокатки тонких листов и полос.
ноговалковые
станы (рис. 33, г,
д,
е)
имеют два рабочих валка малого диаметра,
а остальные валки большего диаметра
являются опорными. Они предотвращают
прогиб тонких рабочих валков, благодаря
чему повышается точность изделий. Такие
станы применяют для горячей и холодной
прокатки тонких листов и полос.
Универсальные станы (рис. 33, ж), имеющие пару горизонтальных и пару вертикальных валков, используют при прокатке слябов, толстых листов и широкополочных двутавровых балок.
Станы с косо расположенными валками (рис. 33, з, и, к) применяют при поперечно-винтовой прокатке бесшовных труб, периодического проката, шаров.
В зависимости от числа взаимного расположения клетей прокатные станы могут быть одноклетьевыми и многоклетьевыми с линейным и последовательным расположением клетей.
У линейных станов клети 2 (рис. 33, л) расположены в одну линию и имеется один привод 1. Они характеризуются невысокими скоростями прокатки (до 4 м/с) и производительностью. Последовательное расположение валков используется в непрерывных станах (рис. 33, м). Для них характерны высокая скорость прокатки (до 45 м/с) и производительность (1…4 млн т проката в год). Непрерывные станы основное оборудование современных прокатных цехов.