

етсялишькратковременноеотключениеагрегатовспоследующимавтоматическим восстановлением нормального режима работы.
Надежностьхолодильногокомпрессораподвижногосоставаобеспечивается совершенством конструкции; качеством и точностью обработки, сборкиирегулировки деталей; своевременностью проведения технического обслуживания и профилактических работ.
2.1.2. Конструкция компрессоров
Поршневыекомпрессорыхолодильныхмашинмалойисреднейхо- лодопроизводительностивбольшинствеслучаеввыполняютблок-кар- терными. Конструктивнуюосновутакихкомпрессоровсоставляетфасонная отливка (блок-картер) из чугуна или алюминиевых сплавов. В расточки блока запрессовывают тонкостенные втулки-гильзы цилиндров, отлитые из чугуна. Головки (крышки цилиндров) литые; они закрывают цилиндр или группу цилиндров и закрепляют клапанные плиты (обычно с помощью буферной пружины). В компрессорах предусмотрено водяное охлаждение цилиндров и их головок. Для этого в блоке выполняют охлаждающие полости (рубашки). В компрессорах с воздушным охлаждением поверхность блока в верхней части, а такжеголовкиобычновыполняютснаружныморебрением.
Подшипниковые узлы и сальники компрессора, размещенные в блок-картере, закрываюткрышками. Вкомпрессорах бессальниковой конструкции торцевую расточку блока со стороны приводного электродвигателя также закрывают глухой крышкой.
Поршни компрессоров непрямоточного типа тронковые из чугуна или алюминиевых сплавов. На поршне установлены компрессионные и маслосъемные кольца. При этом маслосъемное кольцо обычно располагают над поршневым пальцем, обеспечивая подачусмазкипальцу. Числоуплотнительныхколецвхолодильныхкомпрессорахвыбираютвзависимостиотчастотывращениявала. При n = (700 1000) мин -1 обычно устанавливают три кольца, при более высокой частоте — два.
Уплотнительныекольцачугунные, вкомпрессорахповышенной мощности из неметаллических материалов (обычно из фторопласта), что способствует снижению износа зеркала цилиндра и уменьшению потерь трения. Упругость колец из неметаллических материалов обеспечивают эспандером (плоской пружиной), подклады-
100
ваемойподкольцо. Маслосъемныекольцаклиновидныеилискольцевой канавкой, которую отверстиями соединяют с просверленными в поршне каналами для отвода масла в картер.
Поршникомпрессоровпрямоточноготипасложнойконфигурации. В днище такого поршня устанавливают всасывающий клапан; в верхнем поясе наружной поверхности размещены уплотнительные кольца (обычно два-три); средняя часть образует окна для прохода хладагента, всасываемого в цилиндр, в нижнем поясе располагают поршневой палец, а под ним — маслосъемное кольцо.
Шатуны поршневых холодильных компрессоров изготавливают из кованого или штампованного чугуна; верхняя головка шатуна неразъемная, а нижняя имеет прямой или косой разъем.
В многоцилиндровых конструкциях двухколенные валы выполняют двухопорными; их устанавливают в подшипниках скольжения или качения. К шатунной шейке такого вала присоединяют до четырех шатунов. Выходную часть вала в компрессорах с внешним приводом тщательно уплотняют для предотвращения утечки хладагента. Обычно уплотнение выполняют кольцевыми пружинными или сильфонными сальниками. Наибольшее распространение имеют одноили двусторонние кольцевые пружинные сальники с неподвижными металлографитовыми кольцами, уплотненными резиновымиилифторопластовымивтулками, устойчивымипротив воздействия хладагента и масла. Для дополнительного уплотнения вала и охлаждения трущихся частей в сальниковую камеру подают масло из системы смазки.
Системасмазкипоршневыххолодильныхкомпрессоровмалойисреднейхолодопроизводительностикомбинированная: частьповерхностей тренияобеспечиваютподачеймаслаподдавлением, создаваемыммасляным насосом, часть — разбрызгиванием, т.е. масляным туманом, оседающим на поверхностях трения. В качестве насосов в большинстве случаев используют шестеренчатые с непосредственным приводом от вала компрессора или от вспомогательного вала, связанного с коленчатым шестеренным приводом. От насоса масло под давлением поступаетккореннымшейкам, адалеепоканаламвтелеколенчатого валакшатунным. Очищаетсямасловфильтрегрубойочисткинавходе в насос и тонкой очистки на выходе из него. Иногда на входе в фильтр грубой очистки устанавливают магнитный фильтр.
101
Таблица 2.1
Физико-механические свойства масел для компрессоров транспортных холодильных установок
Показатели |
|
|
Марка масла |
|
|
|||
|
|
|
|
|
|
|||
ХА |
ХА-23 |
ХА-30 |
ХФ12-18 |
ХФ22-24 |
ХФ22с-16 |
|||
|
|
|||||||
|
|
|
|
|
|
|
||
Вязкость кинемати- |
|
|
|
|
|
|
||
ческая при |
темпера- |
|
|
|
|
|
|
|
туре50 °С, мм2/с |
11,5-14,5 |
22-24 |
28-32 |
18 |
24,5-28,4 |
16 |
||
Температура |
вспыш- |
160 |
175 |
185 |
160 |
125 |
225 |
|
ки. °С, нениже |
||||||||
Температура застыва- |
|
|
|
|
|
|
||
ния, °С, невыше |
-40 |
-38 |
-38 |
-40 |
-55 |
-58 |
||
Кислотное |
число, |
|
|
|
|
|
|
|
мг КОН на 1 г мас- |
|
|
|
|
|
|
||
ла, не более |
|
0,10 |
0,07 |
0,07 |
0,03 |
0,05 |
0,35 |
|
Зольность, %, не |
|
|
|
|
|
|
||
более |
|
0,010 |
0,005 |
0.005 |
– |
– |
– |
|
На нагнетательной линии насоса размещают перепускной клапан, который позволяет направлять масло в обход фильтра при недопустимом повышении давления из-за загрязнения фильтра.
Для смазки холодильных поршневых компрессоров используют минеральные или синтетические масла марки X (вторая буква в условном обозначении масла относится к хладагенту, на котором работает компрессор: А — аммиак; Ф12 — R12 и Ф22 — R22). Физи- ко-механические свойства масел для компрессоров транспортных холодильных устовок приведены в табл. 2.1.
Ведутся работы по созданию поршневых компрессоров малой и средней холодопроизводительности без смазки цилиндров. Уплотнительные и специальные направляющие поршневые кольца таких компрессоров выполняют из полимерных композиционных материалов; шатунные подшипники изготавливают из антифрикционных самосмазывающих материалов с графитно-полимерной основой.
Наиболее ответственный элемент поршневого компрессора, определяющий надежность и экономичность его работы — клапаны, конструктивно состоящие из седла, замыкающего элемента и ограничителяподъема. Кклапанампредъявляютследующиетребования: минимальные потери давления при минимальных габаритных размерахимертвыхобъемах, максимальнаяплотностьидолговечность.
102
Таблица 2.2
Оптимальные значения высоты подъема замыкающего элемента клапана
Частота вращения вала |
Высота подъема замыкающего элемента клапана, мм |
||
компрессора, мин-1 |
|
|
|
кольцевого |
полосового |
||
|
|||
|
|
|
|
До 500 |
2,5-3,0 |
4,5-5,0 |
|
|
|
|
|
- || - 750 |
2,0-2,5 |
3,5-4,0 |
|
- || - 1000 |
1,4-1,8 |
2,4-2,6 |
|
- || - 1200 |
1,3-1,7 |
2,0-2,2 |
|
- || - 1500 |
1,1-1,5 |
1,8-2,0 |
|
Вкомпрессорахмалойисреднейхолодопроизводительностииспользуют кольцевые и полосовые клапаны. В кольцевых замыкающий элемент выполнен в виде кольцевой пластины толщиной от 0,5 до1,5 мм. Пластинаприжимаетсякседлуцилиндрическимипружинами, в полосовых — в виде тонких пластин, свободно лежащих на седле. Высоту подъема замыкающего элемента устанавливают в зависимостиотчастотывращениявалакомпрессора. Оптимальные значения высоты подъема приведены в табл. 2.2.
Внепрямоточных компрессорах малой, а иногда и средней холодопроизводительности всасывающие и нагнетательные клапаны одного цилиндра часто размещают на общей клапанной плите, что существенноупрощаетустановкуизаменуклапанов. Однакотакаяконструктивнаякомпоновкаприводиткинтенсивномутеплообменумежду полостями всасывания и нагнетания, а следовательно, к ухудшению объемных и энергетических показателей компрессора.
2.1.3. Винтовые и роторные холодильные компрессоры
Несмотря на широкое использование в холодильных машинах компрессоров поршневого типа, последние при достаточно высоком уровне объемных, энергетических и конструктивных показателей имеют существенные недостатки, препятствующие теплотехническому и эксплуатационному совершенствованию паровых холодильных машин, повышению их надежности. Основные недостатки поршневых компрессоров: необходимость преобразования вращательного движения вала в возвратно-поступательное движение
103
поршней и связанные с этим сложности: уравновешивание конструкции, использование жестких и массивных рамных элементов, наличие изнашиваемых элементов; неравномерность подачи, обусловливающую наличие таких малонадежных элементов, как клапаны; возможность гидравлического удара, усложняющего работу компрессора на двухфазных средах.
Отмеченные недостатки поршневых конструкций в значительной степени преодолеваются в таких компрессорных машинах объемного сжатия, как винтовые и роторные.
Винтовые компрессоры — это машины, работа которых обеспе- чиваетсяпостояннымнаправленнымвращательно-поступательным движением газа (пара) в пространстве, образуемом винтовыми вы- ступами-зубьями и впадинами роторов (винтов). В винтовом компрессоре сжатие происходит в криволинейном цилиндре, из которого газ вытесняется криволинейным поршнем. Роль цилиндров в такой машине играют впадины между зубьями каждого ротора, роль поршней — сами зубья.
Конструктивная схема двухроторного винтового компрессора приведена на рис. 2.1. Ведущий и ведомый роторы (винты) такого компрессора устанавливают в опорных подшипниках скольжения иликачения, одинизкоторыхиграетрольопорно-упорного. Вряде конструкций для восприятия осевых нагрузок на ведущем роторе
Рис. 2.1. Конструктивная схема двухроторного винтового компрессора: 1 — ведущий ротор; 2 — ведомый ротор
104
размещают разгрузочный поршень. Винты роторов представляют собойкосозубыекрупномодульныешестерниспостояннымосевым шагом с зубьями определенного профиля. Для изготовления винтов необходимы специальный инструмент и оборудование.
Ввинтовом компрессоре рабочий процесс (чередование всасывания, переноса рабочего тела, сжатия и нагнетания) имеет циклический характер, частота которого зависит от частоты вращения ротора и числа его зубьев (впадин).
При вращении роторов зуб ведущего ротора входит во впадину ведомого и уменьшает ее объем. Процесс сжатия начинается с момента отсечки впадины от полости всасывания и заканчивается при достижении впадиной окнанагнетания. Отношение полного объема парнойполости(суммаобъемов, образованныхповерхностямимежду зубьями и впадинами обоих роторов) в начале сжатия (в конце всасывания) кобъемуэтойполости вконцесжатия, называемое геометрическойстепеньюсжатия, определяеттакназываемуювнутреннюю степень повышения давления винтового компрессора.
Вкаждом винтовом компрессоре геометрическая степень сжатия и, следовательно, внутренняя степень повышения давления, определяютсягеометрией зацепления роторовирасположением всасывающего и нагнетательного окон, т.е. параметров, заложенных в конструкцию компрессора. Чтобы предотвратить перетекание газа из полостисжатияинагнетаниявполостьвсасывания, зубьяроторовпрофилируют так, чтобы между ними обеспечивалась неразрывная линия контакта. Зубья на длине ротора не образуют полного витка; окна всасывания и нагнетания расположены по диагонали.
Винтовые компрессоры выполняют в трех конструктивных вариантах; сухого и мокрого сжатия, а также маслозаполненными.
Вкомпрессорах сухого сжатия между поверхностями роторов и корпусом с помощью синхронизирующих шестерен связи, монтируемых на консольных концах роторов, выдерживают гарантированный зазор. В такой конструкции шестерни связи, помимо обеспечениязазора, осуществляютпередачувращающегомоментаприводного двигателя от ведущего ротора к ведомому. Преимущество машины сухого сжатия — отсутствие загрязнения сжимаемого хладагента маслом; недостаток — невозможность получения высокой степени повышения давления. Последняя в ступени винтового компрессора сухого сжатия обычно не превышает четырех.
105
Компрессоры мокрого сжатия работают с впрыском в рабочую полость некоторого количества жидкости для снижения температуры сжимаемого хладагента, что способствует реализации более высоких значений степени повышения давления иприближает процесс сжатия к изотермическому.
Вмаслозаполненныхкомпрессорах, получившихпреимущественное применение в холодильной технике, в полость ведомого ротора, находящегося в соприкосновении с ведущим, под давлением от насоса системы смазки непрерывно подается масло. Этомаслосмазывает поверхность контакта роторов, обеспечивая их кинематическую связь, создает уплотнение зазоров, препятствуя перетечкам хладагента, а также охлаждает его. Степень повышения давления, реализуемая в одной ступени маслозаполненного компрессора, может доходить до 12—16. В технологическую схему машины включают также маслоотделитель и маслоохладитель.
Основные преимущества винтовых компрессоров по сравнению
споршневыми обусловлены отсутствием деталей с возвратно-по- ступательнымдвижением. Этопредопределяетбыстроходностьмашин, практически непрерывную подачу, рациональные удельные показатели по габаритным размерам и массе, высокую надежность и большой срок службы, который для маслозаполненных компрессоров обычно превышает 40 000 ч. Винтовые компрессоры не требуют значительных капитальных затрат и эксплуатационных расходов, отнесенных к единице холодопроизводительности. Существенные недостатки винтовых компрессоров: неизменная геометрическаястепеньсжатия, чтолишаетихсаморегулированияподавлению внутреннего сжатия; значительное обратное перетекание хладагентавмашинахмалойпроизводительности, чтоснижаетэнергетическую эффективность винтовых компрессоров по сравнению
споршневыми одинаковой производительности.
Дляотечественныххолодильныхмашинизготовливаютмаслозаполненные компрессоры с винтами типоразмерного ряда; наружный диаметрроторовтакихмашинот50мм,числозубьев(впадин)ведущеговинта 4, ведомого6, синхроннаячастотавращенияведущегоротора50 с-1 (3000 мин-1). Преимущества маслозаполненных винтовых компрессоров перед поршневыми при работе на аммиаке, R12 и R22 существенно проявляютсяприхолодопроизводительности от50 кВт.
106
На объемные и энергетические характеристики маслозаполненных компрессоров влияют: температура всасываемых паров хладагента; давления на всасывании и нагнетании, а также их разность; степень повышения давления; частота вращения роторов; температура; относительное количество и качество масла, подаваемого в компрессор. Приодноступенчатомповышениидавлениявкачестве предельных параметров рекомендуют: минимальное давление всасывания 5 кПа, минимальную температуру всасывания –40 °С, максимальное давление нагнетания 2,1 МПа и максимальную разность давлений 1,7 МПа, максимальную степень повышения давления 17, максимальную температуру хладагента на нагнетании 90 °С, температуру масла на всасывании в компрессор 30—50 °С.
Теоретическая объемная производительность винтового компрессора, определяемаяегогеометрическимиикинематическимипараметрами, может быть рассчитана по формуле:
VT = w0 z1n1 = w0 z1u1 / πD1, |
(2.1) |
где w0 — полный объем парной полости, м3; z1 — число зубьев ведущего винта; n1 —частота вращения ведущего винта, с -1; D1 —
наружный диаметр ведущего винта; u1 — окружная скорость на на-
ружном диаметре ведущего винта, м/с.
Действительная производительность отличается от теоретической в основном из-за: утечек хладагента через зазоры и его подогрева на всасывании; гидравлического сопротивления на всасывании, центробежных сил, действующих на хладагент; поступления масла в полость всасывания и выделения хладагента из масла. Воздействие перечисленных факторов отражает коэффициент подачи. При постоянном значении зазоров в проточной части компрессора коэффициент подачи повышается с уменьшением длины винтов, степени повышения давления и разности давлений на нагнетании и всасывании. Кроме того, коэффициент подачи растет с увеличением окружной скорости и уменьшением количества масла, а также при переходе на работу с хладагентом, имеющим небольшое значение газовой постоянной. Аналитическое определение коэффициента подачи маслозаполненного винтового компрессора представля-
107
ет значительные трудности, поэтому в расчетах используют экспериментальные данные.
В маслозаполненном компрессоре с помощью золотниковой системы удается реализовать плавный и наиболее экономичный способ регулирования производительности в широком ее диапазоне. Принцип действия золотниковой системы состоит в перепуске паров хладагента из рабочих полостей компрессора в камеру всасыванияприперемещениизолотникавдольосивинтоввсторонуокна нагнетания. Такие меры фактически изменяют рабочую длину винтов, следовательно, производительность компрессора. Они позволяют разгрузить компрессор при пуске постановкой золотника на минимумпроизводительности, чтоодновременномаксимальноснижает потребляемую мощность. Золотниковая система обеспечиваетэффективное регулирование производительности вплотьдо15 % ее расчетной величины.
Внутреннюю мощность маслозаполненного компрессора рассчитывают по затрате энергии на сжатие и нагнетание паров хладагента (индикаторная мощность), а также на преодоление трения роторов о паромасляную смесьиподачумаславрабочуюполость. Аналитическоеопределениеиндикаторноймощностиведутпопоказателюполитропысжатиясмесихладагентасмаслом. Среднеезначениепоказателя политропы для компрессоров, работающих на хладонах в диапазоне степени повышения давления 4—14, составляет порядка 1,1.
Эффективную мощность определяют с учетом механических потерь (трение в подшипниках, уплотнениях, разгрузочном поршне), учитываемых механическим КПД. Значение последнего для маслозаполненных компрессоров в основном зависит от степени повышения давления хладагента и окружной скорости на наружном диаметре ведущего винта. В диапазоне степени повышения давления 6—12 механический КПД при оптимальном уровне окружной скорости составляет 0,92—0,86.
Окружная скорость на наружном диаметре ведущего винта определяет не только значение механического КПД но и другие показатели работы. Основное влияние на оптимальный уровень окружной скорости оказывает степень повышения давления и тип хладагента. Обобщенные экспериментальные данные по оптимальному значению окружной скорости приведены на рис. 2.2. Верхние гра-
108
ницы данных для соответствующего хладагента относятся к компрессорам малой производительности с относительно большими зазорами в проточной части, нижние — к крупным компрессорам с относительно малыми зазорами.
Наобъемныеиэнергетичес-
кие показатели маслозапол- |
Рис. 2.2. Зависимостьоптимальнойокруж- |
ненных компрессоров суще- |
нойскоростинанаружномдиаметреведу- |
ственно влияют характеристи- |
щего винта от степени повышения давле- |
кииотносительноеколичество нияхладагентаввинтовомкомпрессоре
масла, подаваемоговрабочую полость роторов. Основные требования к маслу — малая взаимная
растворимость с хладагентом, слабое влияние температуры и концентрации хладагента на изменение вязкости. Для отечественных маслозаполненныхвинтовыхкомпрессоровиспользуютмасломарки ХА-30 и более совершенное марок ХС-40, ХС-50, ХСН-40.
Количество подаваемого масла определяют по условиям отвода теплоты, выделяемой присжатии, исходя изпредельно допустимой температуры хладагента в конце сжатия. Эта температура обычно не должна превышать 90 °С. Расход масла находят из уравнения теплового баланса; температура масла в компрессоре поддерживается в пределах 20—40 °С. Оптимальный удельный массовый расход масла, обеспечивающий максимальный уровень коэффициента подачииотносительного внутреннегоКПД, зависитотстепениповышениядавленияитипахладагента. Пристепени повышениядавления 12 удельный расход масла для компрессоров, работающих на R12 и R22, не превышает 1,5—2,0 кг на 1 кг хладагента, у аммиачных компрессоров расход в 3—5 раз больше.
Специфика рабочего процесса и конструкции винтовых компрессоров, (помимо отмеченных выше преимуществ перед поршневыми одинаковой холодопроизводительности) позволяет реализоватьрядсхем, существенноповышающихэффективностьхолодильных машин. Так, при использовании маслозаполненных компрессоровсзолотниковой системойрегулирования значительный инте-
109
рес представляет возможность дополнительного ввода хладагента при некотором промежуточном давлении в полость сжатия, когда последняя во время вращения роторов отсоединяется от полости всасывания. В холодильной машине с одноступенчатым винтовым компрессоромтакоемероприятиепозволяетосуществитьциклдвухступенчатого сжатия с промежуточным охлаждением (рис. 2.3).
Винтовой компрессор ВКзасасывает парыхладагента изиспарителяисжимаетихдопромежуточногодавленияРт. Всечениеподлине винтов, где достигается это давление, подают пары хладагента, прошедшего охладитель ПО (состояние, соответствующее точке 9). Послесмешенияпотоков(состояниеточки3) наоставшейсядлиневинтов реализуют вторую ступень повышения давления до требуемого уровня — до давления Рк, с которым пары поступают в конденсатор КС. После конденсатора основная часть потока жидкого хладагента поступает в охладитель, где охлаждается потоком, прошедшим вспомогательныйдроссельныйвентильДв (процесс5—7), дросселируется в основном вентиле Д0 и поступает в испаритель.
Использование в холодильной машине винтового компрессора мокрого сжатия позволяет реализовать цикл с повышением давления паров хладагента по правой пограничной кривой. Подобный процесс обеспечивают впрыском в рабочую полость компрессора жидкого хладагента, поступающего из конденсатора. Количество впрыскиваемого хладагента определяют из условия поддержания при сжатии состояния сухого насыщенного пара. Для хладагента с
Рис. 2.3. Схемахолодильноймашиныдвухступенчатогосжатиясодноступенчатым винтовымкомпрессором(а) иеетермодинамический цикл (б)
110
существенным влиянием теплоты перегрева его паров на необратимые потери цикла (аммиак) сжатие по правой пограничной кривой позволяетна10—12 % повыситьэнергетическуюэффективностьхолодильной машины по сравнению с машиной эталонного цикла, оснащенной поршневым компрессором.
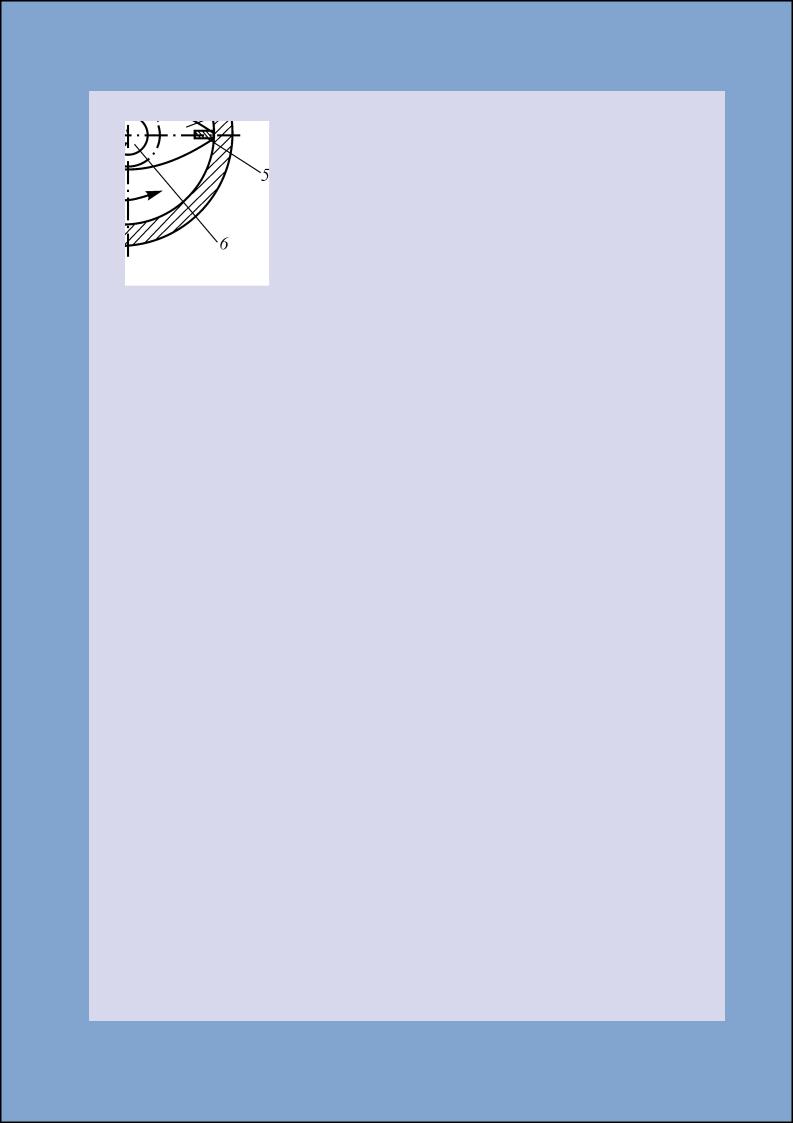
Принебольшойпроизводительности(до30—40 м3/ч) определенные преимуществапередпоршневымиивинтовымикомпрессорамиимеют роторно-поршневыемашинывытеснительноготипасвнутреннимсжа- тиемхладагента. Рабочийпроцесстакогокомпрессорапроходитвизолированных друг от друга полостях — камерах изменяемого объема, образуемыхвнутреннейповерхностьюкорпуса(охватывающаядеталь) инаружнойповерхностьюротора—вытеснителя,совершающегослож- ноепланетарноедвижение— вращениевместесваломиповорототносительно него. Подобную кинематику, в результате которой происходит изменение объема камер, обеспечивает эксцентриковый вал и зубчатая синхронизирующая передача внутреннего зацепления. При этом подвижнаяшестерняпередачи, связаннаясротором, имеетвнутренние зубья, анеподвижная, закрепленнаявкорпусе, — наружные.
Непрерывный контакт рабочих поверхностей корпуса и ротора при вращении вала достигают сочетанием их теоретических профилей. Исходныйпрофильвыполняютпокривой, называемойтрохоида, а сопряженный — по огибающей этой трохоиды (компрессоры такого типа называют трохоидными). При вращающемся роторе внутренней огибающей будет эпитрохоида. Камеры уплотняют радиальными торцевыми уплотнениями, которые устанавливают в вершинах ротора и прижимают к рабочей поверхности пружинными или пластинчатыми эспандерами. При эффективной системе уплотнения камер, от которой зависят объемные и энергетические показатели такого компрессора, в одной ступени повышения давления можно получить до 1 МПа.
Преимущества роторно-поршневых компрессоров подобного типа перед поршневыми состоят в отсутствии элементов с возврат- но-поступательнымдвижением, чтопозволяетобеспечитьвысокую быстроходность, следовательно, хорошие удельные показатели по массе и габаритным размерам. Конструкция, изготовление и техническое обслуживание роторно-поршневых машин проще, а долговечность выше, чем поршневых.
111
|
Рабочий процесс роторно- |
|
поршневогокомпрессорасдвух- |
|
вершинным ротором (рис. 2.4) |
|
состоитвпериодическомсоеди- |
|
нениикамерсвпускнымтрактом |
|
машины, переносе хладагента к |
|
нагнетательномутракту, азатем |
|
вытесненииеговэтоттракт.При |
|
этомсоединениекамерысвпус- |
|
кнымтрактомпроходитвовре- |
|
мяувеличенияееобъема, асна- |
|
гнетательным — при уменьше- |
|
нии. Газораспределение такого |
Рис. 2.4. Схемароторно-поршневогокомп- |
роторно-поршневого компрес- |
сора обеспечивают окна с по- |
|
рессорасдвухвершиннымротором: 1 — вы- |
стоянной площадью сечения, |
пускное окно; 2 — корпус; 3 — зубчатая |
выполненные в корпусе. Пре- |
синхронизирующая передача внутреннего |
|
зацепления; 4 — ротор; 5 — радиальное |
имущества этого варианта со- |
торцевоеуплотнение; 6 — эксцентриковый |
стоят в существенном повыше- |
вал; 7 — впускное окно |
ниинадежностииэкономично- |
|
сти машины по сравнению с |
поршневымкомпрессором, большаячастьотказовкоторогосвязанас поломкой клапанов, а снижение экономичности — с гидравлическими потерями в них.
Недостаткомтакойсистемыгазораспределенияявляетсянеудовлетворительная работа компрессора на переменных режимах. Эффективную многорежимную работу роторно-поршневых компрессоров, чтоособенноважнодляхолодильныхкомпрессоровподвижного состава, обеспечивает сочетание впускных окон с установкой автоматически действующего нагнетательного клапана.
Подготовлен к серийному выпуску типовой ряд роторно-порш- невых компрессоров с двухвершинным ротором и комбинированной системой газораспределения холодопроизводительностью от 7 до 21 кВт. Давление нагнетания в одноступенчатом варианте таких машин до 0,5 МПа, двухступенчатом до 1,3 МПа. Технико-эконо- мические показатели опытно-промышленных образцов подобных компрессоров превосходят уровень соответствующих показателей
112