

Вплив різних факторів на коефіцієнт усадки стружки
Основними факторами, які впливають на усадку стружки є:
1. Геометричні елементи різальної частини різця (головним чином кут різання δ, радіус заокруглення при вершині різця в плані r, головний кут в плані φ, кут нахилу головного різального леза λ).
2. Елементи режиму різання (V,S,t);
3. Мастильно-охолоджуючі рідини;
4. Оброблюваний метал і його фізико-механічні властивості.
Чим більший кут різання (або чим менше додатне значення переднього кута), тим більша усадка стружки рис. 2.3.

Рисунок 2.3. Вплив кута різання на усадку стружки
Це можна встановити таким чином:
з трикутника OCF (дивись рис. 4а) CF=OFsinΘ;
з трикутника OBF BF = OF • cos(Θ-γ)
але CF=a; BF=a1 значить
![]() (12)
(12)
Підставивши замість γ=90°-δ отримаємо
![]() (13)
(13)
Звідси видно, що із збільшенням куга різання усадка стружки збільшується. Це пояснюється тим, що різець з більшим кутом різання (рис. 2.4б) в більшій степені деформує (стискує) зрізуючий шар при його перетворенні в стружку. Різець з меншим кутом різання (рис. 2.4в) навпаки легше врізається в оброблюваний метал, менше стискує зрізуваний шар і одержана стружка буде сходити по передній поверхні менш деформованою, на її одержання в цьому випадку затрачається менша кількість роботи, меншим буде також і тепловиділення, яким завжди супроводиться пластичне деформування і процес різання.

Рисунок 2.4. Вплив кута різання на усадку стружки
З рівняння (12) після нескладних перетворень можна знайти значення кута зсуву:
![]() (14)
(14)
З рівняння (14) випливає, що чим більша усадка стружки, тим менший кут зсуву. Таким чином, величина кута зсуву може служити характеристикою величини пластичної деформації.
Із збільшенням головного кута в плані φ при r=0 усадка стружки зменшується (пунктирна лінія рис.2.5б). Пояснюється це тим, що із збільшенням кута в плані збільшується товщина зрізу , а товсту стружку деформувати важче. Якщо r≠0, то усадка стружки, починаючи приблизно з φ=60...70° збільшується тому, що при постійному значенні t збільшується робоча довжина криволінійної ділянки леза рис. 5а, (АВ>А'В') на якому деформація проходить в більш складних умовах внаслідок перетину площин деформації, перпендикулярних до леза. Окрім того, товщина зрізу в різних точках криволінійного леза змінна і менша товщини зрізу прямолінійної ділянки. Передній кут на криволінійній ділянці леза змінний. І зменшується при додатному і нульовому значеннях кута λ по мірі наближення до повздовжньої площини різця. Їз зменшенням переднього кута збільшується кут різання, що приводить до збільшення усадки стружки. В зв'язку із вище сказаним стружка на криволінійному лезі буде здеформована більше, ніж на прямолінійному.

Рисунок 2.5. Криві залежності усадки
стружки від головного кута в плані
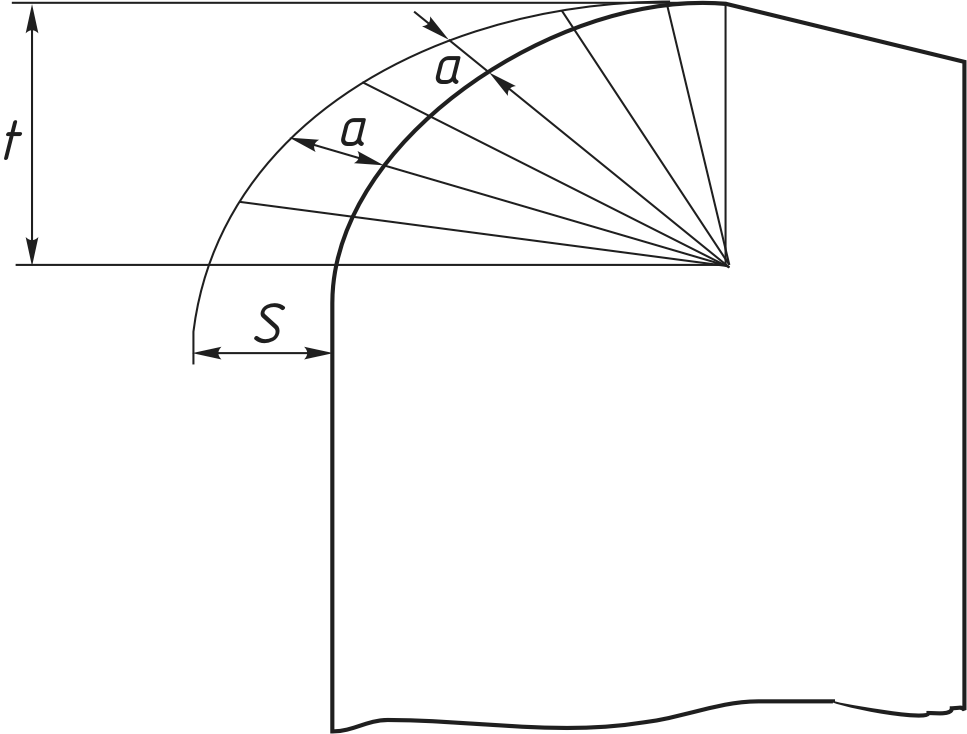
Рисунок 2.6. Направлення площин
деформації в різця з криволінійним лезом
При збільшенні радіуса заокруглення при вершині різця в плані r усадка збільшується. Це пояснюється тим, що при збільшенні радіуса заокруглення збільшується довжина криволінійної ділянки різальної частини леза (рис. 2.7).
Із елементів режиму різання найбільший вплив на усадку стружки має швидкісь різання. При збільшенні швидкості різання в області невеликих її значень з'являється наріст , який зменшує кут різання, знижуючи усадку стружки (рис.2.8а).
При дальшому збільшенні швидкості зменшується висота наросту, а при цьому збільшується кут різання і усадка збільшується (крива ВС).

Рисунок 2.8. Криві залежності усадки
стружки від елементів режимів різання.
З дальшим збільшенням швидкості усадка зменшується (крива СD). Це пояснюється тим, що із збільшенням швидкості підвищується температура на передній поверхні, що приводить до зменшення коефіцієнта тертя (рис. 2.8б). Точка А (на рис. 2.8б) відповідає точці С (на рис. 2.8а), при якій температура під час обробки сталі досягає в середньому 300-400°С. Із збільшенням швидкості зменшується довжина контакту стружки з передньою поверхнею інструменту, що також знижує сили тертя і усадку.
Із збільшенням швидкості різаня вище 200-300(м/хв), усадка стружки залишається майже постійною.
При збільшенні подачі (товщини зрізу) при відсутності наросту коефіцієнт усадки стружки зменшується (рис. 2.9).

Рисунок 2.9. Вплив товщини зрізу
на коефіцієнт усадки стружки.
Глибина різання не в значній мірі впливає на усадку стружки.
На величину усадки стружки впливає і оброблюваний матеріал. При обробці заготовок із малопластичних матеріалів усадка значно менша (рис. 2.10) хоч і підпорядковується тим самим закономірностям, що і при різанні сталей при V=250(м/хв) коефіцієнт усадки близький до одиниці. Із двох сталей більшу усадку при різанні буде одержувати та, яка має меншу твердість (більшу в'язкість).
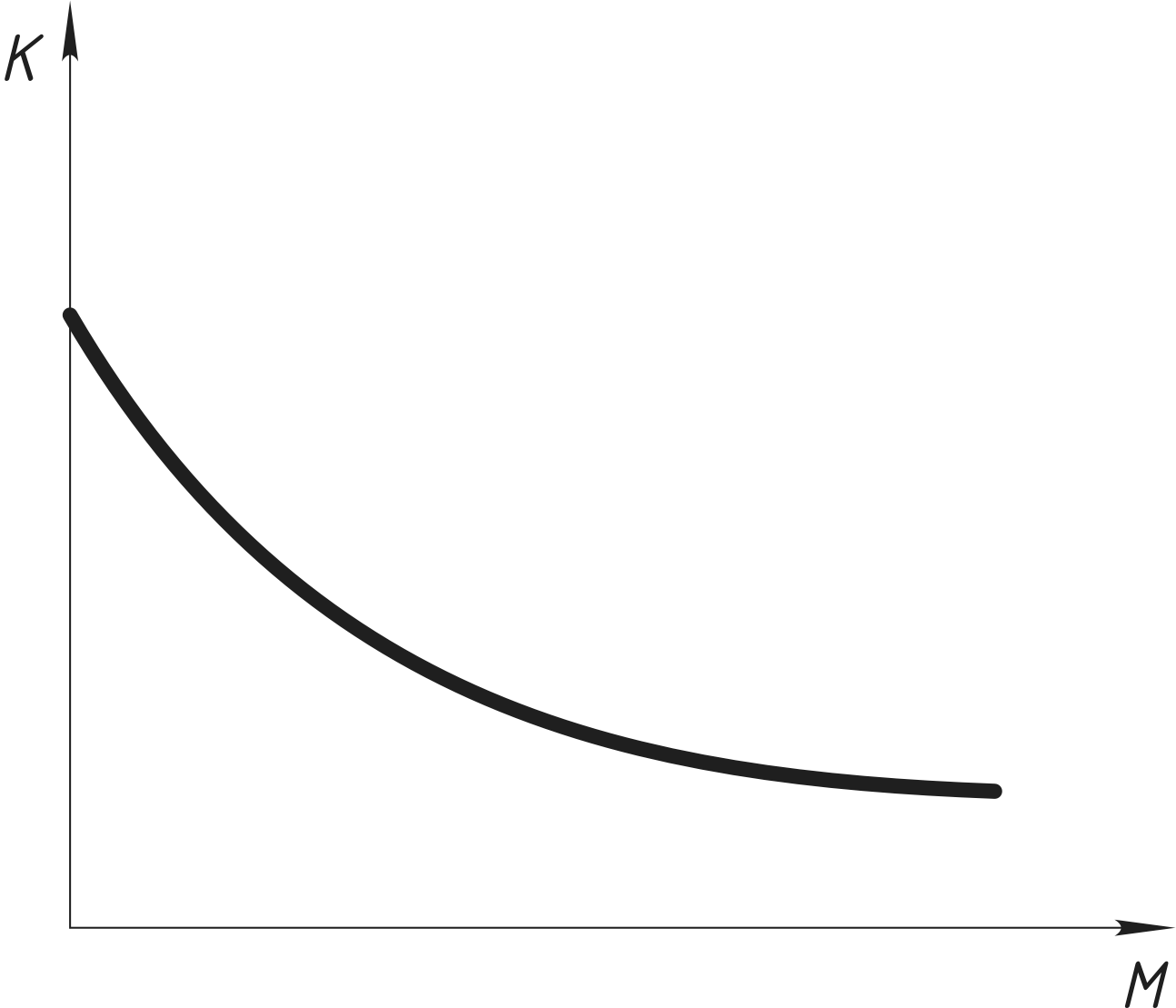
Рисунок 2.10. Залежність коефіцієнта
усадки стружки від оброблюваного матеріалу.
Змазуючо-охолоджуючі рідини значно знижують усадку стружки і роблять її (усадку) менш залежною від товщини зрізу (рис. 2.11).

Рисунок 2.11. Вплив мастильно-охолоджуючих рідин на усадку стружки:
1 - керосин очищений; 2 – сухе; 3 – емульсія; 4 – керосин активований.
Отже, усадка стружки являється важливим предметом, який визначає протікання процесу різання. Так, зміна усадки стружки тягне за собою зміну сил різання , якість обробленої поверхні і т.д.