

Порядок і методика виконання роботи.
В процесі виконання роботи студент повинен скласти робочі креслення свердла по завданню викладача, а також побудувати графіки залежностей =f(D і=f(D.
На робочому кресленні даються всі необхідні проекції і січення, а також проставляються виміряні значення габаритних розмірів і кутових параметрів.
Діаметри свердла вимірюються за допомогою мікрометра(рисунок 3.13) або штангенциркуля, на початку і на кінці робочої частини Dn, Dk .

Рисунок 3.13.Вимірювання діаметра свердла мікрометром.
Діаметр серцевини свердла вимірюється за допомогою мікрометра із гострими наконечниками(рисунок 3.14.), або кронциркулями.

Рисунок 3.14.Вимірювання діаметра серцевини свердла.
Довжину
поперечної кромки К і ширину стрічки
![]() вимірюють штангельциркулем при вершині
свердла. Загальна довжина L, довжина
робочої частини, довжина різальної
частини, довжина хвостовика, довжина
шийки, довжина лапки, вимірюється
масштабною лінійкою.
вимірюють штангельциркулем при вершині
свердла. Загальна довжина L, довжина
робочої частини, довжина різальної
частини, довжина хвостовика, довжина
шийки, довжина лапки, вимірюється
масштабною лінійкою.
Номер конуса Морзе хвостовика визначається з таблиці по даних максимального діаметру D конусної частини хвостовика і довжини.
Таблиця 3.6. Дані максимального діаметру D конусної частини хвостовика і довжини
|
№ конуса Морзе |
D, мм |
l2, мм |
|
0 |
9,212 |
59,5 |
|
1 |
12,240 |
65,5 |
|
2 |
17,980 |
78,5 |
|
3 |
24,051 |
98,0 |
|
4 |
31,542 |
123,0 |
|
5 |
44,731 |
155,5 |
|
6 |
63,760 |
217,5 |
Кут при вершині свердла 2 і кут нахилу поперечної кромки вимірюється універсальним кутоміром(рисунок 3.15 та рисунок 3.16).

Рисунок 3.15.Вимірювання кута 2 універсальним кутоміром.
Визначення кута нахилу гвинтової канавки проводиться двома методами.
Перший метод заключається в тому, що при допомозі масштабної лінійки вимірюють крок гвинтової канавки Н, а значення кута визначають із залежності:
![]()
Другий метод заключається в тому, що для визначення кута здійснюють розгортку, виконують прокатування свердла через копіровальний папір на лист з попередньо нанесеними лініями, які проходять паралельно осі свердла і перпендикулярно до торця розгортки. Кут заключний між будь-якою із цифр лінії і лінією, утвореною відтиском гвинтової стрічки і буде кут , який можемо заміряти при допомозі транспортира, або кутоміра, або підраховується по формулі:
![]() ,
,
де а і bкатети довільно взятого прямокутника в мм.
Величина допоміжного кута в плані 1 (кут зворотної конусності свердла)визначається із залежності:
![]() ,
,
де Dnдіаметр свердла на початку робочої частини в мм,
Dkдіаметр свердла на кінці робочої частини в мм,
l0довжина робочої частини свердла в мм.
Задній кут свердла може бути виміряний за допомогою пристрою встановленого на токарному верстаті ТВ-4(рисунок 3.16).

Рисунок 3.16.Вимірювання кута універсальним кутоміром.
Пристрій
складається з патрона 1, планшайби 2, на
якій нанесені поділки з ціною 5,стрілки
3, за допомогою якої фіксуємо кут повороту
патрону
![]() ,
індикаторної головки 4, покази якої
дають нам значення величини падіння
затилка КХ
при поверненні патрона на величину
,
індикаторної головки 4, покази якої
дають нам значення величини падіння
затилка КХ
при поверненні патрона на величину
![]() ,коли
ніжка(індикаторної головки)стоїть на
певному діаметру Dx.Індикаторна
головка за допомогою державки 5 кріпиться
в різцетримач 6, який закріплений на
верхній каретці 10 супорта верстата.
,коли
ніжка(індикаторної головки)стоїть на
певному діаметру Dx.Індикаторна
головка за допомогою державки 5 кріпиться
в різцетримач 6, який закріплений на
верхній каретці 10 супорта верстата.
Вимірювання кутів свердла проводиться в слідуючому порядку (див. рисунок 23).
Свердло 11 закріплюється в патроні таким чином, щоб одна з рисок на планшайбі 2 співпадала з стрілкою 3,а головна різальна кромка 14 знаходилась в горизонтальній площині.
Користуючись ручками поздовжнього супорта 7 і поперечного супорта 8 виставляємо ніжку індикатора 4 по осі свердла (грубе виставлення індикатора по осі свердла). Для більш точного виставлення індикатора по осі свердла необхідно зробити 2-3 оберта ручкою поперечного супорта 8 проти годинникової стрілки, а потім обертаючи ту саму ручку в протилежному напрямку виставляємо ніжку індикатора головки точно по осі свердла. Після цього, тримаючи ручку 8 лівою рукою, правою повертаємо рухому частину лімба 12 поперечного супорта до положення при якому мітка 0 співпадає з міткою на нерухомій частині 13 лімба. Рисунок 13б.
Виставляємо ніжку індикаторної головки на якомусь діаметрі Dхі (рисунок 23а), для задаємо значення Dxi , а потім повертаємо ручку 8 за годинниковою стрілкою на таку кількість поділок n лімба поперечного супорта 12, яка відповідає вибраному значенню Dxi .
Кількість поділок n визначається за формулою:
![]()
де Dxi значення діаметра на якій знаходиться точка в мм;
nкількість поділок лімба;
Сціна поділок лімба поперечного супорта в мм.
Після виставлення ніжки індикатора на діаметр Dxi за допомогою ручки 9 верхньої каретки 10, обертаючи її за годинниковою стрілкою, створюємо попередній натяг індикаторної головки на 4-5 мм. Стрілку індикаторної головки виставляємо на 0.
Повертаємо
патрон 1 на кут
![]() ,величина
якого повинна забезпечувати контакт
ніжки індикаторної головки 4 із задньою
поверхнею свердла. Значення кута
,величина
якого повинна забезпечувати контакт
ніжки індикаторної головки 4 із задньою
поверхнею свердла. Значення кута![]() відраховуємо
за допомогою поділок на планшайбі 2.
Одночасно покази індикаторної головки
дадуть нам значення падіння затилка
задньої поверхні Kx.
відраховуємо
за допомогою поділок на планшайбі 2.
Одночасно покази індикаторної головки
дадуть нам значення падіння затилка
задньої поверхні Kx.
Величина заднього кута х обчислюється по залежності:
![]()
Результати вимірів і підрахунки величини х для трьох, чотирьох точок головної різальної кромки заносять до протоколу звіту. По одержаних даних побудувати графік
![]()
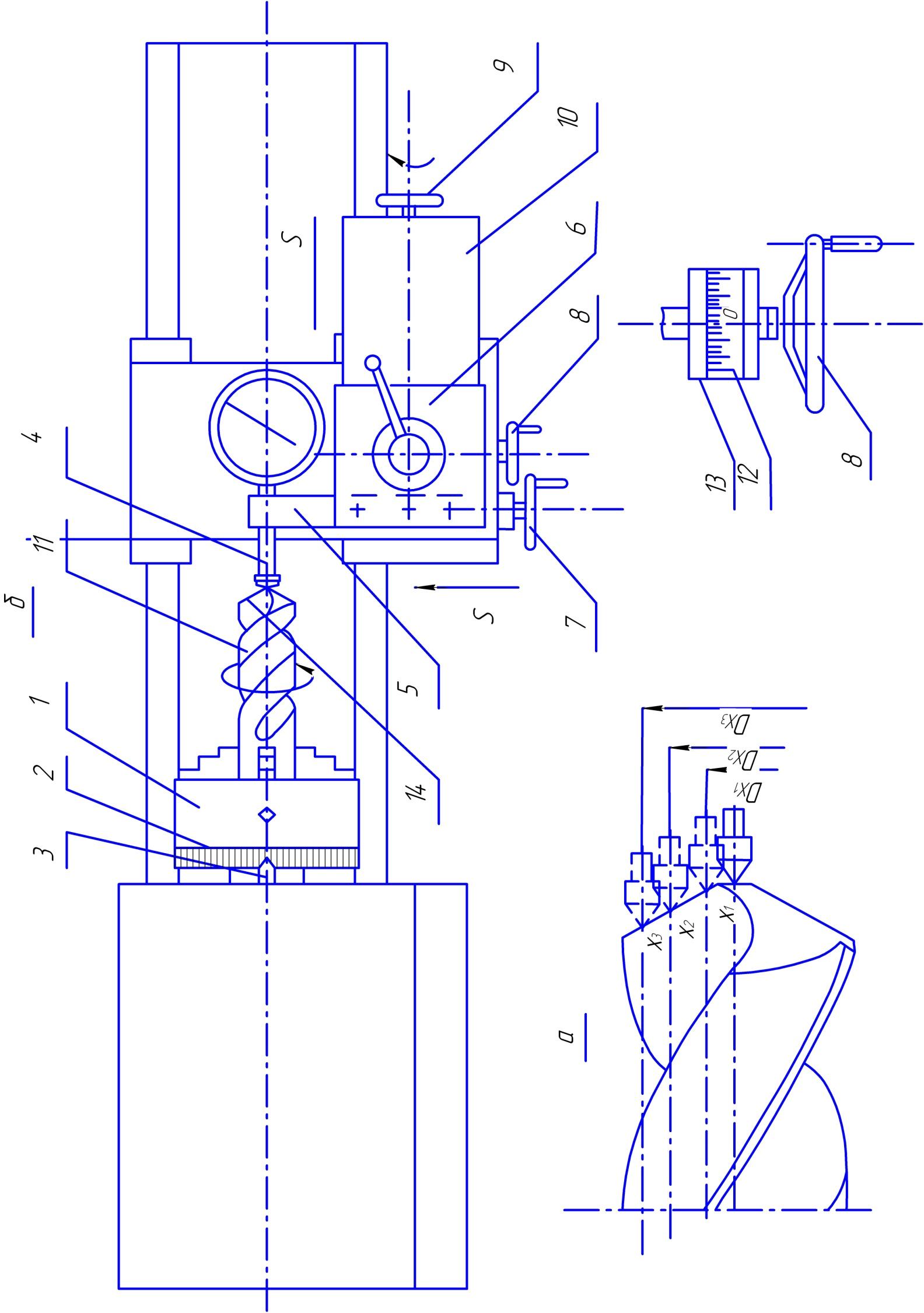
Рисунок 3.17.Пристрій для вимірювання заднього кута