

Задача 2.1
Визначити режим різання , скоректувати визначений режим різання паспортними даними вибраного вертикально - свердлильного верстата , підрахувати основний технологічний час і коефіцієнт використання інструменту за швидкістю і потужністю верстата. При розв'язуванні задачі необхідно:
1. Вибрати вертикально-свердлильний верстат.
2. Вибрати інструмент ( тип, ДСТУ, ГОСТ ), вказавши форму заточки, конструктивні розміри, геометричні параметри, матеріал різальної частини хвостовика, намалювати креслення вибраного свердла;
3.Призначити глибину різання (врахувавши, що при обробці важко- оброблюваних матеріалів, при свердлінні отворів діаметром більше 15 мм. стає доцільним обробку вести за два проходи з глибиною різання кожного проходу 0.5 Дсв);
4. Аналогічним шляхом визначити значення подач, з трьох обмежень: міцності свердла на кручення і його стійкості, міцності механізму подачі, вибрану подачу скоректувати за паспортними даними верстата;
5. По довідниках і нормативах призначити стійкість Т вибраного свердла;
6.Аналогічно визначити швидкість різання;
7.Визначити частоту обертання шпинделя;
8. Скоректувати отримане розрахункове значення np за паспортними даними верстата ( при корегуванні припускається перевищення дійсного nд по відношенню до розрахункового np не більше 5%);
9.Визначити дійсну швидкість різання Vd;
10. Визначити коефіцієнт використання різальних властивостей інструмента;
11 . Визначити осьове зусилля різання Ро і коефіцієнт завантаження
верстата за міцністю механізму подач

12 Визначити момент різання М;
13. Визначити ефективну, споживаючу потужність і коефіцієнт завантаження верстата за потужністю:

14. Підрахувати основний час обробки;
Варіанти і дані до задачі представленні в таблиці 1 ;
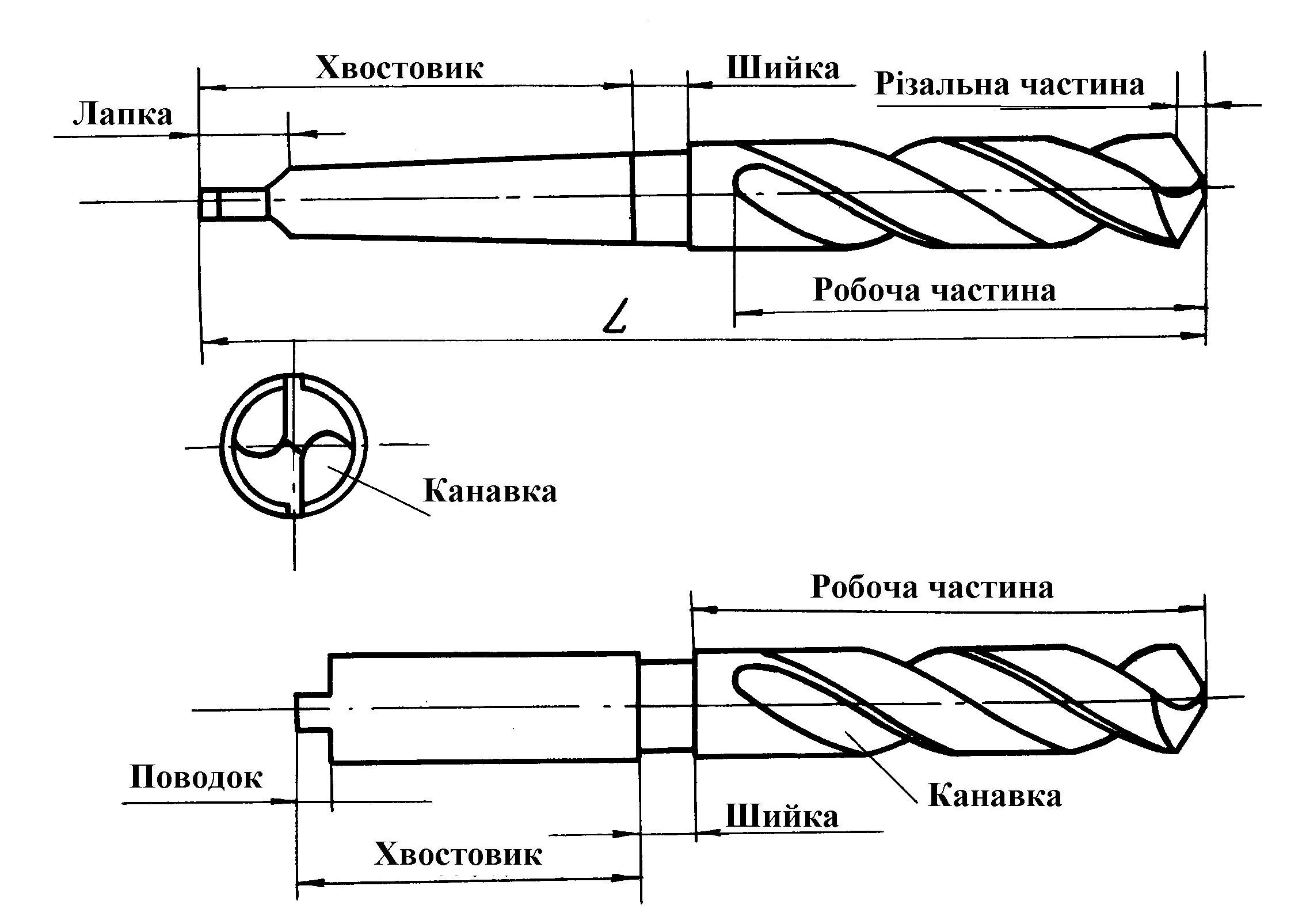
Рисунок 1. Ескіз свердла
Методичні вказівки до розв'язання задачі 2.1
На основі умови задачі необхідно вибрати верстат . Основним критерієм при виборі верстата є діаметр свердління. Враховуючи, що в позначенні моделі вертикально - свердлильних верстатів дві останні цифри вказують на максимальний діаметр свердління у суцільному матеріалі, вибір верстата не представляється складною задачею.
У записці потрібно привести коротку технічну характеристику вибраного верстата: ряд частот обертання шпинделя , ряд подач, потужність електродвигуна головного руху, допустиме зусилля механізму подачі та ін.
Вибрати документ вказавши : найменування , марку матеріалу різальної частини, діаметр і довжину робочої частини, консольної частини і всього свердла; геометричні параметри: форму заточки, кути а ( на периферії свердла ) , 2φ, 2φо, ширину перемички, кути ω і ψ . Накреслити креслення вибраного свердла.
Викреслити схему обробки із врахуванням всіх рухів, розмірів і складових розрахункової довжини обробки: шляху врізання, шляху перебігу, довжини обробки.
Встановлюємо умови роботи:
а) робота із застосуванням МОР або в суху;
б) призначити склад МОР (якщо необхідно) і хвилинний розхід;
в) призначити стійкість Т свердла. Встановлюємо режими різання: Подача
При свердлінні значення подачі визначаємо з умови міцності свердла на кручення за формулою
![]() (1)
(1)
де СS - коефіцієнт, що залежить від оброблюваного матеріалу і групи подач, приведені в табл.3 і на графіках рис.2,3;
D - діаметр свердла;
Кl - коефіцієнт, що залежить від глибини свердління, табл 4.
В деяких випадках, при свердлінні глибоких отворів, особливо свердлами малого діаметру, величина подачі може лімітуватись стійкістю свердла і в цьому випадку S може бути визначена за формулою:
 (2)
(2)
де Е- модуль пружності матеріалу свердла (Е≈2х105 МПа);
J - мінімальний осьовий момент інерції ( для циліндричних свердл
J≈0,004×d4);
Ср0 - коефіцієнт, який враховує фізико – механічні властивості оброблюваного матеріалу;
µ - коефіцієнт приведеної довжини (для свердла, яке розглядається в вигляді балки із закріпленим одним кінцем і шарнірно встановленим другим µ =0,7);
Zp,Yp - показники степенів, які відображають відповідного параметру або його сукупності на величину подачі S;
l- довжина виступаючої з патрона частини свердла.
При свердлінні отворів відносно великих діаметрів ( D > 20 ) в конструкційних вуглецевих сталях і D >15 у важкооброблюваних матеріалах лімітуючим подачу фактором може бути міцність механізму подач. В цьому випадку зазначення подачі визначається за формулою:
 (3)
(3)
де Рм.п. - зусилля допустиме міцністю механізму подач (задається в характеристиці верстата);
Км - коефіцієнт, який враховує властивості оброблюваного матеріалу, Км=(НВ/200)0,6, крім важкооброблюваних матеріалів.
Км - для важкооброблюваних матеріалів див. табл. 5.
Розрахувавши всі три значення подач необхідно вибрати найменшу і скоректувати за паспортними даними верстата, тобто повинна виконуватись умова:
Sв<S1 при S2<S3 і S1<S3.
При розсвердлюванні отворів подачу , що рекомендується для свердління , можна збільшити в 2 рази . Подачі при свердлінні і розсвердлюванні рівні, якщо при розсвердлюванні задані додаткові
обмежуючі фактори див. [15] табл.25 ст.256.
Перевіримо криву подачі по допустимому крутному моменту на
шпинделі верстата за формулою:
1. При свердлінні
![]() (4)
(4)
2. При розсвердлюванні
![]() (5)
(5)
де См, Хм, Zм, Yм - коефіцієнти, що залежать від оброблюваного матеріалу різальної частини інструменту, табл.7,8,9.

Рисунок 2 . Залежність коефіцієнта Cs від діаметра свердла для важкооброблюваних матеріалів свердлами із швидкорізальної сталі
1 - для сталей І групи , II групи з а„ < 1200 МПа, III групи і титанових сплавів з σ в< 1000 Мпа;
2 - для деталей II групи з σв > 1200 Мпа, сталі IV групи, сплави V і VI і титанові сплави з σв >1000 Мпа.
Примітка :
1.Свердла діаметром 1-3 мм. перові із сплавів ВК6ОМ, ВК10М.
2. Свердла діаметром 4-7 мм. суцільні із сплавів ВК10М.

Рисунок 3. Залежність коефіцієнта Cs від діаметра свердла для важкооброблюваних матеріалів свердлами з твердих сплавів.
1 - високоякісні сталі з σв =60 Мпа;
2 - титанові сплави з σв > 1000 Мпа, сталі І групи з σв > 1200-1600 МПа, сплави V і VI;
3 - титанові сплави з σв < 1000 Мпа.
Примітка:
1.Свердла діаметром 1-3 мм. перові із сплавів ВК6ОМ, ВК10М.
2.Свердла діаметром 4-7 мм. суцільні із сплавів ВК10М.
3.Свердла діаметром 7 мм. з пластинками твердого сплаву ВК6М, ВК8.
Швидкість різання
Розрахункова швидкість різання VР для свердління в суцільному матеріалі визначається із умови використання різальних властивостей інструментального матеріалу за формулою
 (6)
(6)
Розрахункова швидкість різання VP для розсвердлювання для тих самих умов визначається за формулою
 (7)
(7)
Тут Кпр=Кмv∙Kcv∙Kфv∙Klv
де Кмv,Kcv,Kфv,Klv - коефіцієнти, які враховують зміну умови обробки.
СV, XV, ZV, YV, m - коефіцієнти, що залежать від оброблюваного матеріалу різальної частини інструменту.
Частота обертання шпинделя верстата визначається із залежності:
 (8)
(8)
Отримане значення nр необхідно скоректувати за паспортними даними верстата. Причому nвт, як правило повинно бути менше nр, або перевищувати більше ніж 5%.
Потім необхідно визначити дійсну швидкість різання за формулою:
 ,
м/хв. (9)
,
м/хв. (9)
Необхідно визначити потужність нарізання і потужність електродвигуна верстата:
 ,
кВт;
,
кВт;
 ,
кВт; (10)
,
кВт; (10)
де η= 0,81 - коефіцієнт корисної дії.
Наступним етапом є аналіз розрахованого режиму різання, по таких показниках:
- коефіцієнту використання різальних властивостей інструмента
 ;
(11)
;
(11)
коефіцієнт використання верстата по потужності
 ;
(12)
;
(12)
Визначення основного часу необхідно проводити за формулою
![]() (13)
(13)
де Івр - шлях врізання;
l - глибина свердління;
l - шлях перебігу.

Рисунок 4. Схема обробки заготовки
Вказівки до задачі 2.2.
Мета даної задачі – закріпити знання студентів про різні види обробки металів різанням , навчити студентів вільно розбиратись у довідковій літературі по режимах різання для вибору оптимальних умов обробки в конкретних умовах і критично співставляти ефективність застосування заданих видів обробки ( розсвердлювання і зенкерування, стругання і фрезерування , зубонарізання черв’ячною фрезою і довб’яком, т.д.).
Дані до задачі 2 вибираються студентом у відповідності з двома останніми цифрами залікової книжки (учбового шифру) по табл. 9.
При розв’язанні задачі необхідно проаналізувати запропоновані для заданих умов методи обробки і співставити ефективність їх застосування. Для цього необхідно:
1. Вибрати матеріал різальної частини інструменту, який забезпечує найбільшу продуктивність, геометричні параметри різальної частини, критерій зношування, оптимальний період стійкості для заданих умов, дати ескіз ріжучої частини інструментів з усіма розмірами геометричних параметрів;
2. Показати схеми різання запропонованих методів обробки з позначенням елементів зрізуваного шару;
3.Призначити оптимальний режим обробки з допомогою нормативних таблиць;
4. Визначте основний технологічний час;
5. Співставити ефективність застосування вказаних процесів.
Призначення режимів різання заданих процесів обробки може приводитись за режимами різання, нормативи передових машинобудівних заводів, з обв’язковим вказанням використаних джерел. Вибраний режим різання повинен відповідати найбільш повному використанню верстатів по потужності і різальних інструментів по швидкості різання. При виборі режимів різання необхідно мати на увазі, що:
1. Точність обробки вибирається студентами у відповідності з довідниковими даними;
2. Паспортні дані верстатів;
3. При призначенні режимів різання там, де це необхідно, потрібно застосувати мастильно – охолоджуючі рідини.
Співставлення ефективності застосування вказаних процесів обробки необхідно проводити за основним технологічним часом і за якістю обробки (можливі відхилення осі при обробці отворів, похибки за профілем, кроком і т.д.).
Співставлення процесів обробки можливо тільки для марок інструментальних матеріалів, що відносяться до однієї групи.
Таблиця
21.
Варіанти і дані до задачі 2.1
Номер
варіанту Діаметр
отвору MM Глибина
свердління мм Матеріал
заготовки Фізико-механічні
властивості Вид
і умови свердління
σ , МПа
НВ
1
2
3
4
5
6
7
01
5
75
Сталь 20 гарячекатана
410
150
Наскрізний по
5 кл. точності
02
15
50
Сталь А20
500
165
Глухий, під
зенкер
03
10
150
Сталь 45 відпалена
550
200
Наскрізний
04
20
55
Сталь 40Х
1000
217
Глухий під
зенкер, розвертку
05
15
45
У10А
-
197
Наскрізний по
5 кл. точності
06
20
50
9ХС відпалена
-
200
Глухий під
зенкер, розвертку
07
25
70
9ХВГ відпалена
-
240
Наскрізний
08
17
100
СЧ15-32
-
165
Наскрізний під
зенкер
09
18
75
КЧ37-12
370
149
Глухий під зенкер
10
8
15
34ХНЗМ
600
-
Глухий по 5 кл.
точності
11
5
75
12Х18Н10Т
600
-
Наскрізний
12
10
30
12X13
650
-
Глухий під зенкер
13
30
15
36НХТЮ
1200
-
Наскрізний
14
20
40
ВТ-1
500
-
Наскрізний
(обробка твердосплавними
свердлами)
15
18
60
ВТ-3
1000
- Глухий
по 3 кл. точності (обробка
тверд.свердлами)
16
10
20
У8А
-
187
Наскрізний
17
20
35
Сталь 40
580
187
Глухий по 2 кл.
точності
18
5
80
Сталь А3О
550
185
Наскрізний
Продовження
таблиці 21
1
2
3
4
5
6
7
19
3
60
Сталь 45Х
1050
229
Наскрізний
20
5
75
У12 відпалена
-
207
Глухий під зенкер
21
10
30
Р18 відпалена
-
269
Під отв. 2 кл.
22
10
30
Р18 відпалена
-
269
Під отв. 2 кл.
23
5
70
ХГС відпалена
-
240
Наскрізний по5
кл. точності
24
16
50
ХБСМ
700
-
Наскрізний
25
15
45
30Х13
900
-
Наскрізний
26
9
30
Х15Н9Ю
1000
-
Наскрізний
27
12
40
ХН60В
800
-
Глухий під зенкер
28
30
120
Сталь 20
800
-
Наскрізний
29
15
30
ВТЗ-1
1200
-
Наскрізний
30
20
40
ХН77ТЮ
1000
-
Глухий під
різь(обробка твердосплавними свердлами)
31
5
80
КЧ30-6
-
163
Наскрізний
32
35
110
СЧ18-36
-
220
Наскрізний по5
кл. точності
33
25
75
СЧ38-60
-
250
Глухий під зенкер
34
15
65
ХВГ
900
-
Глухий в нежорсткій
деталі
35
16
95
Сталь 20
410
150
Глухий в нежорсткій
деталі
36
18
45
Сталь А40Г
700
207
Наскрізний по3
кл. точності
37
6
110
Сталь 40Х
1000
217
Глухий під отвір
3 кл. точ.
38
30
70
У8А
-
187
Наскрізний
39
15
60
9ХГС
-
200
Наскрізний
40
20
35
Р910К
-
277
Наскрізний
Продовження
таблиці 21
1
2
3
4
5
6
7
41
35
120
Р18К5Ф2
-
293
Глухий під 2 кл.
точ.
42
30
120
СЧ15-32
-
165
Глухий під зенкер
43
10
15
КЧ37-12
370
149
Наскрізний
44
20
60
34ХН3М
600
-
Наскрізний(обр.
твердоспл.сверд)
45
18
55
12Х18Н10Т
600
-
Наскрізний (обр.
тв.сверд)
46
15
65
12Х13
650
-
Глухий під отвір
47
18
45
36НХТЮ
1200
-
Глухий
48
30
20
ВТ1
500
-
Глухий під зенкер
(обробка свердл із швид. різ. сталі)
49
22
45
ВТ3
1000
-
Глухий (обробка
свердл із швид. різ. сталі)
50
14
60
43ХСНМВФА
2000
-
Наскрізний
51
18
45
Сталь 40
580
187
Глухий під різь
52
5
80
Сталь А30
550
185
Наскрізний
53
8
140
Сталь 45Х
1050
229
Наскрізний
54
12
10
У12
-
207
Наскрізний (в
недостатньо жорстких деталях)
55
25
40
Р18
-
269
Глухий під зенкер
56
30
15
ХГС
-
240
Глухий під отвір
2 кл. точ.
57
25
100
Х6СМ
700
-
Наскрізний
58
8
15
30Х13
900
-
Наскрізний
59
15
45
Х15Н9Ю
1000
-
Глухий , свердла
з ВК8
Продовження
таблиці 21.
1
2
3
4
5
6
7
60
8
35
ХН60В
800
-
Наскрізний
61
15
65
ВЖ36-Л2
800
-
Наскрізний
62
14
65
ВТ3-1
1200
-
Наскрізний(обробка
свердл із швид. різ. сталі)
63
18
35
ХН77ТЮ
1000
-
Наскрізний
64
25
110
КЧ30-6
-
163
Глухий під отвір
3 кл. точ.
65
5
125
СЧ18-36
-
220
Наскрізний
66
18
95
СЧ38-60
-
250
Глухий під отвір
3 кл. точ.
67
30
85
ХВГ
900
-
Наскрізний
68
25
8
Сталь 20
410
150
Глухий під різь
69
6
120
Сталь А40Г
700
207
Наскрізний по3
кл. точності
70
16
50
Сталь 40Х
1000
217
Глухий
71
15
20
У8А
-
187
Наскрізний по3
кл. точності
72
5
80
ГС
-
200
Наскрізний
73
20
80
Р910К
-
277
Глухий під отвір
3 кл. точ.
74
2
10
Р18К5Ф2
-
193
Наскрізний
75
25
40
СЧ15-32
-
165
Глухий в нежорсткій
деталі
76
10
35
КЧ37-12
-
149
Наскрізний
77
12
45
34ХН3М
600
-
Наскрізний
в
нежорсткій деталі
78
15
75
12Х18Н10Т
600
-
Глухий під отвір
3 кл. точ.
79
18
35
12Х13
650
-
Наскрізний
80
10
70
36НХТЮ
1200
-
Глухий
81
12
45
ВТ1
500
-
Наскрізний
82
12
50
ВТ2
100
-
Наскрізний
Продовження
таблиці 21.
1
2
3
4
5
6
7
83
10
60
43ХСНМВФА
2000
-
Глухий
84
5
60
Сталь 40
580
187
Наскрізний
85
15
65
Сталь А40
550
185
Наскрізний
86
30
110
Сталь 45Х
1050
229
Глухий під зенкер
87
10
20
У12А
-
207
Глухий під зенкер
88
5
75
Р18
-
269
Наскрізний
89
10
150
9ГС
-
240
Наскрізний
90
5
75
Х60М
700
-
Наскрізний по
5 кл. точності
91
15
50
30Х13
900
-
Глухий під зенкер
92
15
65
Х15Н9Ю
1000
-
Наскрізний
93
10
35
ХН60В
800
-
Наскрізний
94
12
55
ВЖ36-Л2
800
-
Наскрізний
95
10
55
ВТ3
1200
-
Глухий в нежорсткій
деталі
96
25
40
Сталь 40Х
1000
217
Наскрізний
97
30
75
Сталь 20
500
165
Глухий під зенкер
98
12
60
Сталь 45
550
200
Наскрізний під
зенкер
99
26
110
СЧ15-32
-
165
Наскрізний під
зенкер
100
15
60
КЧ37-12
370
149
Наскрізний
Таблиця 22. Середні значення стійкості свердл . Т , хв.
|
Матеріал |
Стійкість Т при діаметрі свердла | ||||||
|
Різальної частини свердла |
Оброблюваної заготовки |
5 |
5 - 10 |
10 - 15 |
15-20 |
20 - 25 |
25 - 30 |
|
Швидкорізальна сталь |
Сталь |
7 |
12 |
14-20 |
18-22 |
20-25 |
25-30 |
|
Чавун |
12 |
21 |
25-30 |
32-40 |
40-50 |
50-55 | |
|
Твердий сплав |
Чавун |
12 |
21 |
25-30 |
32-40 |
40-50 |
50-55 |
|
Кольорові метали |
- |
6 |
7 |
7-8 |
10-12 |
12-17 | |
Таблиця 23.Середні значення стійкості Т, хв. свердл. При обробці важкооброблюваних матеріалів.
|
Матеріал ріжучої частини свердла |
Діаметр свердла | ||||||||||
|
1-2 |
3-5 |
8-10 |
12-15 |
18-20 |
24 |
30 | |||||
|
Швидкорізальна сталь |
4 |
6 |
10 |
12 |
15 |
20 |
25 | ||||
|
Матеріал ріжучої частини свердла |
Діаметр свердла | ||||||||||
|
1-2 |
3-5 |
6-8 |
10-12 |
15-20 | |||||||
|
Твердий сплав |
5 |
6 |
15 |
20 |
| ||||||
Таблиця 24. Величина коефіцієнту Cs при свердлінні матеріалів нормальної оброблюваності .
|
Оброблюваний матеріал |
Група подач | |||
|
І |
ІІ |
ІІІ | ||
|
Сталь НВ ≤ 160 |
0,085 |
0,063 |
0,042 | |
|
Сталь НВ = 160-240 |
0,063 |
0,047 |
0,031 | |
|
Сталь НВ = 240-300 |
0,046 |
0,038 |
0,23 | |
|
Сталь НВ > 300 |
0,0038 |
0,028 |
0,019 | |
|
Чавун НВ ≤ 170 |
0,13 |
0,097 |
0,035 | |
|
Чавун НВ > 170 |
0,78 |
0,58 |
0,039 | |
|
Кольорові метали |
М’які |
0,170 |
0,1130 |
0,085 |
|
Тверді |
0,130 |
0,097 |
0,65 | |
Таблиця 25. Значення коефіцієнту К1
|
Оброблюваний матеріал |
Відношення довжини отвору до діаметру l/D | |||
|
3 |
5 |
7 |
10 | |
|
Сталь, чавун, кольорові сплави нормальної оброблюваності |
1 |
0,9 |
0,8 |
0,75 |
|
Важкооброблювані сплави |
- |
1 |
0,9 |
0,83 |
Таблиця 26. Коефіцієнт, який враховує фізико – механічні властивості важкооброблюваних матеріалів КМ.
|
Марка сталі чи сплаву
|
Δв МПа |
Середнє значення KMV
|
|
12Х18Н9Т |
550 |
1 |
|
13Х11Н2В2МФ
|
1100 - 1460 |
0,8 – 0,3 |
|
14Х17Н2 |
800 - 1300 |
1,0 – 0,75 |
|
13Х14Н3В2ФР |
700 - 1200 |
0,5 – 0,4 |
|
37Х12Н8Г8МФБ |
- |
0,95 – 0,72 |
|
45Х14Н14В2М |
700 |
1,06 |
|
10Х11Н20Т3Р |
720 - 800 |
0,85 |
|
12Х21Н5Т |
820 - 10000 |
0,65 |
|
20Х23Н18 |
600 - 620
|
0,8 |
|
31Х19Н9МВБТ |
0,4 | |
|
15Х18Н12СТЮ |
730 |
0,5 |
|
ХН78Т |
780 |
0,75 |
|
ХН75МБТЮ |
- |
0,53 |
|
ХН60ВТ |
750 |
0,48 |
|
ХН77ТЮ |
850 - 1000 |
0,4 |
|
ХН77ТЮР |
0,26 | |
|
ХН38ВТ |
950 |
0,5 |
|
ХН70ВМТЮ |
1000 - 1250 |
0,25 |
|
ХН55ВМТКЮ |
1000 - 1250 |
0,25 |
|
ХН65ВМТЮ |
900 - 1000 |
0,2 |
|
ХН35ВТЮ |
900 - 950 |
0,22 |
|
ВТ3-1; ВТ3 |
950 - 1200 |
0,4 |
|
ВТ5; ВТ4 |
750 - 950 |
0,7 |
|
ВТ6 ;ВТ8 |
900 - 1200 |
0,35 |
|
ВТ14 |
900 - 1400 |
0,53 – 0,43 |
|
12Х13 |
600 - 1100 |
1,5 – 1,2 |
|
30Х13; 40Х13 |
850 - 1100 |
1,3 – 0,9 |
Таблиця 27. Уточнюючі коефіцієнти на швидкість різання для змінених умов роботи
|
В залежності від оброблюваного матеріалу | |||||||
|
Оброблюваний матеріал |
КмV |
Стан сталі |
КсV | ||||
|
Сталь |
Прокат холоднотянутий |
1,1 | |||||
|
автоматна |
93/σв0,9 | ||||||
|
вуглецева: |
0,2∙σв0,9 |
Прокат гарячекатаний |
1,0 | ||||
|
менше 550 Н/мм2 | |||||||
|
більше 550 Н/мм2 |
48,7/σв0,9 |
Нормалізація |
0,95 | ||||
|
легована |
48,7/σв0,9 | ||||||
|
Чавун |
Відпал |
0,9 | |||||
|
Сірий і ковкий |
917/НВ1,3 |
Покращення |
0,8 | ||||
|
В залежності від форми заточки і глибини свердління | |||||||
|
Форма заточки |
Оброблюваний матеріал |
КфV |
Відношення глибини свердління до діаметру |
КlV | |||
|
Подвійна ДП |
Сталь |
1 |
3 |
1,00 | |||
|
|
4 |
0,85 | |||||
|
Чавун |
1 |
5 |
0,75 | ||||
|
Нормальна Н |
Сталь |
0,87 |
6 |
0,70 | |||
|
8 |
0,60 | ||||||
|
Чавун |
0,84 |
10 |
0,50 | ||||
Таблиця 28. Значення коефіцієнту СV і показників степені XV , YV , ZV , m при свердлінні.
|
Оброблюваний матеріал |
Матеріал різальної частини інструменту |
Подача |
Коефіцієнти і показники степеней | |||
|
СV |
XV |
YV |
m | |||
|
Сталь конструктивна вуглецева σd =750 МПа |
Р6М5 |
<0,2 >0,2 |
7,0 9,8
|
0,40 |
0,70 0,50 |
0,20 |
|
Сталь жаростійка 12Х18Н9Т, НВ 141 |
- |
3,5 |
0,50 |
0,45 |
0,12 | |
|
Чавун сірий НВ 190 |
<0,3 >0,3 |
14,7 17,1 |
0,25 |
0,55 0,40 |
0,125 | |
|
ВК8 |
- |
34,3 |
0,45 |
0,30 |
0,20 | |
|
Чавун ковкий НВ 150 |
Р6М5 |
<0,3 >0,3 |
21,8 25,3 |
0,25 |
0,55 0,40 |
0,125 |
|
ВК8 |
- |
40,4 |
0,45 |
0,30 |
0,20 | |
|
Мідні сплави середньої твердості (НВ 100 – 140) |
Р6М5 |
<0,3 >0,3 |
28,1 |
0,25 |
0,55 0,40 |
0,125 |
|
32,6 | ||||||
Таблиця 29.Значення коефіцієнту СV і показників степеня при
розсвердлюванні
|
Оброблюваний матеріал |
Матеріал різальної частини інструменту |
Коефіцієнт і показники степеней | ||||
|
СV |
XV |
ZV |
YV |
m | ||
|
Сталь конструктивна вуглецева σd =750 МПа |
Р6М5 ВК8 |
16,2 10,8 |
0,4 0,6 |
0.2 |
0,5 0,3 |
0,2 0,25 |
|
Чавун сірий НВ 190 |
Р6М5 ВК8 |
23,4 56.9 |
0,25 0,5 |
0,1 0,15 |
0,4 0,45 |
0,125 0,4 |
|
Чавун ковкий НВ 150 |
Р6М5 ВК8 |
34,7 77,4 |
0,25 0,5 |
0,1 0,15 |
0,4 0,45 |
0,125 0,4 |
Таблиця 30. Величини коефіцієнтів СV , СР , СМ при свердлінні.
|
Оброблюваний матеріал
|
СV |
СР |
СМ | ||||
|
Свердлами із швидкорізаль-ної сталі |
Твердосплав- ними свердлами |
Свердлами із швидкорізаль-ної сталі |
Твердосплав- ними свердлами |
Свердлами із швидкорізаль-ної сталі |
Твердосплав- ними свердлами | ||
|
d<10 |
d>10 | ||||||
|
Вуглецева сталь НВ 155 |
0,041 |
0,10 |
- |
1,5 |
- |
0,8 |
- |
|
Автоматна сталь НВ 140-230 |
540 |
1310 |
- |
1,35 |
- |
0,72 |
- |
|
Вуглецева сталь НВ 155-265 |
360 |
874 |
- |
1,5 |
- |
0,8 |
- |
|
Легована сталь (хромонікелева, хромиста, хромована дієва, хромо- молібденова ) НВ 155-340 |
306 |
743 |
- |
1,8 |
- |
0,96 |
- |
|
Легована сталь (марганцевиста, Ромалюмі- нієва, кремнемаргенцевиста, хромнікельвольфрамова) НВ 155 - 340 |
252 |
612 |
- |
1,8 |
- |
0,96 |
- |
|
Інструментальна вуглецева НВ 155 - 340 |
270 |
655 |
- |
1,65 |
- |
0,87 |
- |
|
Вольфрамова сталь НВ 210-240 |
1,43 |
3,5 |
- |
100 |
- |
40 |
- |
|
Інструментальна вуглецева сталь і сталь аустенітного класу |
1,15 |
2,8 |
- |
100 |
- |
40 |
- |
|
Чавун НВ 140 – 240 |
4000 |
11,4 |
33400 |
2,60 |
7,1 |
1,0 |
0,263 |
|
Ковкий чавун НВ 120-200 |
5000 |
14200 |
41700 |
2,60 |
7,1 |
1,0 |
0,263 |
Таблиця 31. Коефіцієнти СV , СР , СМ при свердлінні деталей із сталей і сплавів І – VI груп

|
Марка |
σв , кгс/мм2 |
СV |
СР |
СМ |
|
34ХН3М,34ХН3МФ,20Х3МФ |
90 |
1,07 |
110 |
8 |
|
20Х13, 2Х13, 1Х12Н2ВМФ |
85-90 |
1,04 |
110 |
8 |
|
23Х13НВМФА |
85-90 |
1,04 |
110 |
8 |
|
30Х13, 3Х13, 09Х16НЧБ |
90-100 |
0,95 |
140 |
10 |
|
40Х13, 4Х13, 14Х17Н2 |
100-110 |
0,80 |
140 |
10 |
|
09Х16НЧБА |
130 |
0,48 |
200 |
13 |
|
23Х13НВМФА |
150 |
0,40 |
200 |
13 |
|
12Х18Н10Т |
60 |
0,80 |
110 |
9 |
|
12Х21Н5Т |
70 |
0,65 |
- |
- |
|
45Х14Н14В2М |
70 |
0,67 |
- |
- |
|
Х15Н24ВЧТ |
80-100 |
0,48 |
140 |
10 |
|
07Х21Т7АН5 |
80-100 |
0,48 |
140 |
10 |
|
12Х25Н16Г7АР |
80-100 |
0,48 |
140 |
10 |
|
37Х12Н8Г8МФВ |
70-90 |
0,38 |
120 |
9 |
|
10Х11Н23Т3МР |
70-90 |
0,38 |
120 |
9 |
|
15Х18Н12СЧТЮ |
70-90 |
0,38 |
120 |
9 |
|
36НХТЮ |
80-120 |
0,28 |
160 |
14 |
|
ХН77ТЮ |
100 |
0,28 |
160 |
14 |
|
ХН35ВТЮ |
115-130 |
0,21 |
160 |
14 |
|
ХН67ВМТЮ, ХН56ВМТЮ |
90-100 |
0,18 |
160 |
14 |
|
ХН75МВЮ |
90-100 |
0,18 |
160 |
14 |
|
ХН62МВКЮ, ХН60МВТЮ |
100-110 |
0,18 |
160 |
14 |
Продовження таблиці 31.
|
ХН82ТЮМБ |
120-140 |
0,13 |
180 |
15,5 |
|
ВЖ36-12, АНВ-300,ЖС6К, ЖС3ДК |
80-100 |
0,09 |
145 |
12.5 |
|
ХН67МТЮЛ |
75 |
0.09 |
145 |
12.5 |
Таблиця 32. Коефіцієнти СV , СР , СМ при свердлінні деталей із титанових сплавів

|
Марка |
σв , кгс/мм2 |
СV |
СР |
СМ |
|
ВТ1, ВТ1-1, ВТ1-2 |
45-70 |
4,2 |
- |
- |
|
ВТ3, ВТ3-1 |
95-120 |
2,1 |
- |
- |
|
ОТ4, ОТ4-1, ВТ5, ВТ5-1 |
75-95 |
2,8 |
8,5 |
6 |
|
ВТ6, ВТ6С |
90-100 |
2,3 |
- |
- |
|
ВТ14, ВТ15 |
100 |
2,1 |
- |
- |
Таблиця 33. Коефіцієнт СV при свердлінні деталей із нержавіючих сталей ІІ групи σв = 120 кгс/мм2 і високоміцних сталей свердлами із твердого сплаву.
|
σв , кгс/мм2 |
СV |
σв , кгс/мм2 |
СV |
|
120 |
0,091 |
170 |
0,048 |
|
130 |
0,032 |
180 |
0,043 |
|
140 |
0,07 |
200 |
0,035 |
|
150 |
0,062 |
220 |
0,032 |
Таблиця 34.Коефіцієнт СV при свердлінні деталей із жароміцних сплавів V I VI груп
|
Марка |
σв , кгс/мм2 |
СV |
|
36НХТЮ |
18-20 |
0,64 |
|
ХН77ТЮ, ХН77ТЮР |
100 |
0,64 |
|
ХН3БВТЮ |
115-130 |
0,48 |
|
ХН75МВЮ, ХН67МВТЮ |
90-100 |
0,40 |
|
ХН62МВКЮ, ХН60МВТЮ |
100-110 |
0,40 |
|
ХН62МВКЮ, ХН60МВТЮ, ХН82ТЮМБ |
120-140 |
0,30 |
|
ВЖ36-Л2, ЖСВК, ЖС3ДК, ХН67ВМТЮЛ |
75-100 |
0,20 |
Таблиця 35.Коефіцієнт СV при свердлінні деталей із титанових сплавів
|
Марка |
σв , кгс/мм2 |
СV |
|
ВТ1, ВТ1-2 |
45-70 |
6,3 |
|
ВТ3, ВТ3-1 |
95-120 |
3,1 |
|
СТ4, СТ4-1, ВТ5, ВТ5-1 |
75-95 |
4,2 |
|
ВТ6, ВТ6С |
90-100 |
3.4 |
|
ВТ14, ВТ15 |
100 |
3,1 |
|
ВТ14, ВТ15 |
130-140 |
2,5 |
Таблиця 35. Класифікація важкооброблюваних сталей та сплавів по їх оброблюваності різанням
|
№ п/п |
Марка |
Термічна обробка |
σв , кгс/мм2 |
Орієнтована швидкість різання м/хв. | |||||||
|
При обробці інструментом |
Порівняно зі сталлю | ||||||||||
|
Із твердого сплаву |
Із швидко- ріжучої сталі |
45 |
12Х18Н10Т | ||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 | ||||
|
Теплостійкі , хромічні, хромнікелеві і хроммолібденові сталі перлітного і мартенситного класів | |||||||||||
|
І |
34ХН3М |
Відпал |
60 |
200-250 |
60-70 |
0,9 |
1,8 | ||||
|
34ХН3МФ 20Х3МВФ |
Гартування і відпуск |
90 |
150-180 |
30-40 |
0,6 |
1,2 | |||||
|
Х6СМ |
Відпал |
65 |
200-250 |
60-70 |
0,9 |
1,8 | |||||
|
| |||||||||||
|
ІІ |
12Х13 (1Х13) |
Гартування і відпуск |
60 |
170-220 |
35-50 |
0,7 |
1,4 | ||||
|
25Х13Н2 |
Відпал |
70-100 | |||||||||
|
1Х12Н2ВМФ 20Х13 (2Х13) |
Гартування і відпуск |
90 |
180-210 |
30-45 |
0,65 |
1,3 | |||||
|
70 | |||||||||||
|
30Х13 (3Х13) |
Гартування і відпуск |
85 |
140-180 |
28-42 |
0,6 |
1,2 | |||||
|
40Х13 (4Х13) |
Нормалізація і відпуск |
95 |
120-150 |
25-35 |
0.5 |
1,0 | |||||
|
14Х17Н2 (1Х17Н2) 09Н16НЧБ |
Гартування і відпуск |
100
|
130-160 |
28-38 |
0,55 |
1,1 | |||||
|
130 |
70-90 |
15-20 |
0.3 |
0,6 | |||||||
|
07Х16Н6 (Х16Н6) |
Нормалізація і відпуск |
100 |
120-150 |
25-35 |
0,5 |
1,0 | |||||
Продовження таблиці 35.
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 | |||||||||
|
ІІ |
23Х13НВМФЛ ВНС6
|
Відпал гартування і відпуск |
85 |
140-180 |
28-42 |
0,6 |
1,2 | |||||||||
|
155 |
60-75 |
13-18 |
0,25 |
0,5 | ||||||||||||
|
175 |
35-45 |
7-10 |
0,15 |
0,3 | ||||||||||||
|
Корозійностійкі , кислостійкі, жаростійкі сталі аустенітного і перехідного аустенітно-мартенситного класів | ||||||||||||||||
|
ІІІ |
12Х18Н10Т (Х18Н10Т) 20Х23Н18 Н15Н5Д2Т, ВНС-2 |
Гартування |
55 |
120-150 |
25-35 |
0,5 |
1,0 | |||||||||
|
100 | ||||||||||||||||
|
12Х21Н5Т |
Гартування |
70 |
100-130 |
20-30 |
0,42 |
0,85 | ||||||||||
|
Х15Н9Ю |
Гартування |
85-100 |
100-130 |
20-30 |
0,45 |
0,9 | ||||||||||
|
Н17Н5М3 |
Нормалізація |
100 |
100-130 |
22-32 |
0,45 |
0,9 | ||||||||||
|
Жароміцні, жаростійкі , кислостійкі, хромонікелеві, хромонікелемарганцевисті складно-леговані сталі | ||||||||||||||||
|
IV |
45Х14Н14В2М 08Х15Н24ВЧТР |
Гартування і старіння |
70 |
100-120 |
20-28 |
0,4 |
0,8 | |||||||||
|
70 |
70-90 | |||||||||||||||
|
О7Х21Г7АН5 |
Гартування |
100 |
80-100 |
15-20 |
0,3 |
0,6 | ||||||||||
|
12Х25Н16Г7АР |
Гартування і старіння | |||||||||||||||
|
37Н12Н8Г8НМФБ 10Х11Н20Т3Р |
Гартування і старіння |
>90 |
50-60 |
12-20 |
0,23 |
0,45 | ||||||||||
|
>90 | ||||||||||||||||
|
10Х11Н23Т3МР |
|
>90 | ||||||||||||||
|
15Н18Н12СЧТЮ |
Гартування |
70-75 | ||||||||||||||
|
Жаростійкі деформовані сплави на залізонікелевій і нікелевій основах | ||||||||||||||||
|
V |
36ХНТЮ |
Гартування і старіння |
120 |
45-50 |
8-12 |
0,16 |
0,32 | |||||||||
|
ХН60В |
Гартування |
80 | ||||||||||||||
Продовження таблиці 35.
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 | |||||||||||||
|
V |
ХН77ТЮ ХН77ЮР |
Гартування і старіння |
100 |
45-50 |
8-12 |
0,16 |
0,32 | |||||||||||||
|
ХН35ВТЮ |
Гартування і старіння |
>95 |
22-28 |
8-12 |
0,12 |
0,24 | ||||||||||||||
|
ХН56ВМТЮ |
Гартування |
90 |
20-25 |
6-10 |
0,1 |
0,2 | ||||||||||||||
|
ХН67ВМТЮ ХН75В1ВЮ |
Гартування і старіння |
100 | ||||||||||||||||||
|
ХН72МВКЮ |
Гартування і старіння |
125 |
18-20 |
5-10 |
0,8 |
0,15 | ||||||||||||||
|
ХН60МВТЮ |
115 | |||||||||||||||||||
|
ХН82ТЮМБ |
135 | |||||||||||||||||||
|
Окалиностійкі і жароміцні ливарні сплави на нікелевій основі | ||||||||||||||||||||
|
VІ |
ВЖ36-Л2 АНВ-300 |
Гартування і старіння |
80 |
18-20 |
- |
0,05 |
0,1 | |||||||||||||
|
85 | ||||||||||||||||||||
|
ЖС6К ЖС3ДК |
|
10 | ||||||||||||||||||
|
ХН67ВМТЮЛ |
|
75 | ||||||||||||||||||
|
Сплави на титановій основі | ||||||||||||||||||||
|
VІІ |
ВТ1, ВТ1-1,ВТ1-2 |
Відпал |
45-70 |
100-150 |
30-40 |
0,6 |
1,2 | |||||||||||||
|
ВТ3 |
Відпал |
95-115 |
50-70 |
18-25 |
0,28 |
0,56 | ||||||||||||||
|
ВТ3-1 |
95-120 | |||||||||||||||||||
|
ОТ4 |
відпал |
70-90 |
70-100 |
25-35 |
0,4 |
0,8 | ||||||||||||||
|
ОТ4-1 |
60-75 | |||||||||||||||||||
|
ВТ5 |
70-95 | |||||||||||||||||||
|
ВТ5-1 |
70-95 | |||||||||||||||||||
Продовження таблиці 35.
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 | |||||||
|
VІІ |
ВТ6, ВТ6С |
Відпал |
90-100 |
60-80 |
20-30 |
0,32 |
0,65 | |||||||
|
ВТ14 |
100 |
50-75 |
20-28 |
0,3 |
0,6 | |||||||||
|
ВТ15 |
100 | |||||||||||||
|
ВТ14 |
Гартування і старіння |
115-130 |
45-60 |
15-20 |
0,24 |
0,48 | ||||||||
|
ВТ15 |
130-150 | |||||||||||||
|
Високоміцні сталі | ||||||||||||||
|
VІІІ |
28Х3СНМВФА |
Гартування і відпуск |
160 |
45-65 |
5-10 |
0,22 |
0,44 | |||||||
|
30Х2ГСН2ВМ | ||||||||||||||
|
33Х3СНМФА |
Гартування і відпуск |
170 |
40-50 |
4-5 |
0,18 |
0,36 | ||||||||
|
38Х3СНМФА | ||||||||||||||
|
42Х2ГСИМ |
Гартування і відпуск |
190 |
28-38 |
2-3 |
0,14 |
0,28 | ||||||||
|
38Х5МСФА |
195 |
25-35 |
1-2 |
0,13 |
0,25 | |||||||||
|
43ХСНМФА |
210 |
20-30 |
- |
0,12 |
0,24 | |||||||||
Варіанти
1-10
Провести
шліфування зовнішньо циліндричної
поверхні діаметром D,
мм.
і довжиною Lj,
при
довжині заготовки L,
припуск
2h,
mm.
Співставити
ефективність обробки на круглошліфувальних
і безцентровошліфувальних
верстатах. Спосіб кріплення заготовки
на круглошліфувальному верстаті — в
центрах.
Таблиця
36.
№ вар.
Матеріал заготовки HRC
Характер обробки
Шорсткість
D,
мм
L,
мм
L1,
мм
2h,
мм
Моделі верстатів
на яких проводиться обробка
Кругошлі-
фувальний
Безцентровошлі-
фувальни
1
Сталь 40 загартована
40
Чистова
Ra=1,25
80k6 150 100
0,4
3А151
3Г185
2
Сталь 35
незагартована
40
Чистова
Ra=0,8 35h6 100 70
0,3
3Б12
3184
3
Сталь 45Х
загартована
35
Чистова
Ra=0,8 30f7 80 65
0,35
3Б12
3184
4
Сталь 45Н
загартована
42
Чистова
Ra=1,0 40h6 110 85
0,3
3Б12
3Г184
5
Сталь 5 незагартована
-
Чистова
- 20 80 60
0,5
3Б12
3Г182
6
Сталь 40
незагартована
-
Чистова
Ra=0,8 50k6 100 75
0,4
3Б12
3Г185
7
Сталь 40ХНМА
загартована
55
Чистова
Ra=0,5 60h6 150 100
0,4
3А151
3Г185
8
Сталь 35
незагартована
-
Чистова
- 25 95 75
0,5
3Б12
3184
9
Сталь 45
незагартована
-
Чистова
Ra=0,63 22f2 70 55
0,45
3Б12
3Г182
10
Сталь 40Х
загартована
52
Чистова
Ra=0,5 45h6 115 80
0,3
3Б12
3Г182
Варіант
11-20, 21-30.
Обробити отвір з діаметром d
до діаметра d1
на довжину l,
мм. Співставити ефективність обробки
при різних процесах різання :
зенкерування і розточування різцем
( варіанти 11 - 20) , зенкерування і
протягування ( варіанти 21 - 30). Модель
верстата: при розточуванні – 16К20,
при протягуванні – горизонтально –
протяжний моделі 7Б520 , при
зенкеруванні – вертикально –
свердлильний моделі 2Н118; 2Н125; 2Н135. Продовження
таблиці 36.
№ вар.
d,
мм
d1,
мм
l,
мм
Шорсткість
поверхні
Матеріал
Марка
σв
МПа
НВ
11
24
25,3
50
Rz=15
Чавун
СЧ18-36
-
229
21
24
25,3
50
Ra=2,0
Чавун
СЧ18-36
-
229
12
10
10,5
40
Rz=15
Сталь
12ХН3А
75
-
22
10
10,5
40
Ra=1,5
Сталь
12ХН3А
75
-
13
12
13
25
Rz=10
Сталь
50
65
-
23
12
13
25
Ra=2,5
Сталь
50
65
-
14
20
20,9
25
Rz=15
Сталь
50Г
75
-
24
20
20,9
25
Ra=1,5
Сталь
50Г
75
-
15
12
13,5
30
Rz=10
Чавун
СЧ18-36
-
207
25
12
13,5
30
Ra=1,5
Чавун
СЧ18-36
-
207
16
18
18,8
25
Rz=15
Сталь
40ХН
70
-
26
18
18,8
25
Ra=2,2
Сталь
40ХН
70
-
17
15
16
35
Rz=12
Сталь
20
40
-
27
15
16
35
Ra=1,5
Сталь
20
40
-
18
14
14,8
30
Rz=18
Сталь
65
65
-
28
14
14,8
30
Ra=2,2
Сталь
65
65
-
19
22
23
70
Rz=15
Чавун
СЧ24-44
-
229
29
22
23
70
Ra=2,2
Чавун
СЧ24-44
-
229
20
16
17
40
Rz=10
Чавун
СЧ15-32
-
187
30
16
17
40
Ra=1,5
Чавун
СЧ15-32
-
187
Варіанти
31-40,
41-50
Обробити
площину АхВ
заготовки
товщиною С,
припуск
на обробку А.. Співставити ефективність
обробки при різних процесах різання:
стругання і фрезерування циліндричною
фрезою (варіанти 31-40),
стругання (твердосплавним різцем при
обробці чавуну) і фрезерування торцевою
фрезою(варіанти 41-50).
Модель
верстата: при струганні - поперечно-стругальний
моделі 7М36,
при
фрезеруванні циліндричною фрезою
-горизонтально-фрезерний моделі 6Р82Г,
при
фрезеруванні - вертикально-фрезерний
моделі 6Р12Б.
Продовження
таблиці 36.
№
Вар.
Розміри заготовки
Припуск
h,
мм
Шорсткість
поверхні
Матеріал
Марка
σв
МПа
НВ
А, мм
В, мм
С, мм
41,31
510
200
70
3,5
Rz=20
Чавун
СЧ15-32 -
197
42,32
580
100
80
2,5
Rz=30
Сталь
40ХН 700 -
43,33
345
125
100
1,5
Ra=2,5
Сталь
50Г
750
-
44,34
560
150
110
2,0
Rz=30
Чавун
СЧ13-36
-
207
45,35
650
150
60
3,0
Ra=2,5
Сталь 50
650 -
46,36
350
145
80
2,8
Ra=2,2
Сталь
60
650
-
47,37
400
165
90
3,0
Ra=15
Чавун
СЧ18-36
-
170
48,38
375
140
80
2,0
Rz=30
Чавун
СЧ18-36 -
229
49,39
600
80
60
2,5
Rz=18
Сталь
12ХН3А
750 -
50,40
480
115
100
1,5
Rz=15
Сталь
20
400 -
Варіанти
51-60
Обробити
площину АхВ
заготовки
товщиною С,
припуск
на обробку А.. Співставити ефективність
обробки при різних процесах різання:
чистове стругання
(твердосплавним різцем при обробці
чавуну) і протягування.
Модель
верстата: при струганні - поперечно-стругальний
моделі 7М36,
при
протягуванні - вертикально-протяжний
моделі 6Р12Б.
Продовження
таблиці 36.
№
Вар.
Розміри заготовки
Припуск
h,
мм
Шорсткість
поверхні
Матеріал
Марка
σв
МПа НВ
А, мм
В, мм
С, мм
51
55
95
24
2+0,25
Ra=1,5
Чавун
СЧ18-36 - 207
52
92
65
30
1,2+0,2
Ra=1,5
Сталь
40ХН 700 -
53
75
60
40
4+0,3
Ra=2,0
Чавун
СЧ15-32 - 197
54
75
125
22
1,0+0,15
Ra=1,3
Сталь
35 500 -
55
65
80
35
1,2+0,2
Ra=2,2
Сталь
20Х 550 -
56
43
82
50
2,5+0,5
Ra=2,0
Чавун
СЧ24-44 - 229
57
68
92
20
2+0,25
Ra=2,5
Сталь
30 500 -
58
70
100
44
3+0,3
Ra=2,2
Чавун
СЧ15-35 - 197
59
105
75
25
1,0+0,15
Ra=1,3
Сталь
45 650 -
60
100
85
38
1,5+0,2
Ra=2,2
Сталь
20ХН 650 -
Варіанти
61-70.
71-80
нарізати
різьбу М
на
довжині l.
Співставити ефективність
обробки при роботі різними різенарізними
інструментами: мітчик
і різевий різець (варіанти 61-70),
дискова
і групова фреза (варіанти 71-80).
Модель
верстата: при роботі мітчиками -
вертикально-свердлильні моделі
2Н135,
при
роботі різцями - токарно-гвинторізний
моделі 16К20,
при
роботі груповою фрезою - різевий моделі
5К63.
Продовження
таблиці 36.
№ вар.
Різьба,
М
l,
мм
Матеріал
Марка
σв
МПа
НВ
61
М28х1,5
50
Чавун
СЧ24-44
-
207
71
М85х6
50
Чавун
СЧ24-44
-
207
62
М22х2,5
ЗО
Чавун
С415-32
-
167
72
М5бх4,5
ЗО
Чавун
СЧ15-32
-
167
63
М32х2
25
Чавун
КЧ28-48
241
73
М64х5
25
Чавун
КЧ28-48
-
241
64
М32хЗ
80
Сталь
50
650
-
74
М75х6
80
Сталь
50
650
-
65
М24хЗ
25
Сталь
16ХГТ
700
-
75
М42х4,5
25
Сталь
16ХГТ
700
-
66
М25х2
65
Сталь
40Х
700
-
76
М55х6
65
Сталь
40Х
700
-
67
М35х1,5
48
Сталь
40ХН
750
-
77
М45х5
48
Сталь
40ХН
750
-
68
М30хЗ,5
55
Чавун
СЧ18-36
-
229
78
М64х6
55
Чавун
СЧ18-6
-
229
69
М27х2
40
Чавун
СЧ15-32
-
197
79
М56х5,5
40
Чавун
СЧ15-32
-
197
70
М25х1
20
Сталь
45
650
-
80
М65х5,5
20
Сталь
45
650
-
Примітка
Конструктивні розміри інструментів
вибирають згідно нарізуваним
різем за нормалями на різенарізні
інструменти та довідниками.
Варіанти
81-90, 91-100
Нарізати зубчасте колесо модулем т,
числом
зубів z,
кутом
нахилу зубів β0
і
шириною вінця b.
Співставити
ефективність обробки
при роботі різними зубонарізними
інструментами: чорнова обробка дисковою
і черв'ячною модульними фрезами (варіанти
81-90), чистова обробка
довб'яком і модульною фрезою (варіанти
91-100). Модель верстата: при
роботі черв'ячною фрезою - зубофрезерний
моделі 5М324А, при роботі
довб'яком - зубодовбальний моделі 5Б150.
Продовження
таблиці 36
№ вар
т,
мм
z
βº
b,
мм
Матеріал
Марка
σв
МПа
нв
Припуск
на
обробку за
між центровою
відстанню,
мм
81
2
40
0
35
Сталь
40Х
700
-
1,2
91
2
40
0
35
Сталь
40Х
700
-
1,2
82
2,5
50
0
25
Сталь
45
600
-
1,0
92
2,5
50
0
25
Сталь
45
600
-
1,0
83
3
45
15
20
Сталь
20Х
550
-
1,15
93
3
45
15
20
Сталь
20Х
550
-
1,15
84
1,75
75
15
25
Сталь
12ХНЗА
750
-
1,4
94
1,75
75
15
25
Сталь
12ХНЗА
750
-
1,4
85
3,5
35
0
ЗО
Сталь
45
600
215
1,3
95
3,5
35
0
30
Сталь
45
600
215
1,3
86
2,0
42
15
35
Сталь
20ХН
600
-
1,25
96
2,0
42
15
35
Сталь
20ХН
600
-
1,25
87
4,0
40
23
40
Сталь
45
650
220
1,1
97
4,0
40
23
40
Сталь
45
650
220
1,1
88
4,0
45
0
35
Сталь
20Х
600
170
1,2
98
4,0
45
0
35
Сталь
20Х
600
170
1,2
89
5,0
56
15
50
Сталь
45
650
215
1,35
99
5,0
56
15
50
Сталь
45
650
215
1,35
90
6,0
60
0
55
Чавун
СЧ15-32
-
187
1,0
100
6,0
60
0
55
Чавун
СЧ15-32
-
187
1,0
Примітка.
Конструктивні розміри інструментів
вибрано згідно нарізу вальних
коліс за нормалями та довідниками.