

Розв’язання.
1. Вибираємо токарно-гвинторізний верстат моделі 16К20, [6] ст.279, або по даним додатку.
Паспортні дані верстата
Частоти обертання шпинделя (об/хв.): n — 80, 100, 125, 160, 200, 250, 315, 400, 500, 650, 800, 1000, 1250, 1600
Значення повздовжніх подач S – (мм/об): 0,05; 0,06; 0,075; 0,09; 0,1; 0,125; 0,15; 0,175; 0,2; 0,25; 0,3; 0,35; 0,4; 0,5; 0,6; 0,7; 0,8; 1; 1,2;1,4; 1,6; 2; 2,4; 2,8.
Максимальна осьова сила різання , яка допускається механізмом подачі Рм.п = 6000 Н.
Потужність двигуна N = 10 кВт.
2.Вибираємо інструмент і встановлюємо геометричні параметри його ріжучої частини і конструктивні розміри :
а) для чорнової і напівчистової обробки обираємо токарний прохідний різець прямий правий. Матеріал пластинки – твердий сплав Т15К6. Матеріал державки — сталь 45, згідно[7], додатку 1, ст. 352 або [10] ст.14, табл.1,7. Ширина державки В = 16 мм, висота Н =25 мм, довжина різця Lр = 200мм. Геометричні параметри різця вибираємо згідно [7] додатку 2, ст.355-356 або [11] ст.210 табл. 14, або [13] ст..191 табл.29., φ = 60º, φ1 = 15 º, λ=5º, α=10º, γ=10º, r = 1,0мм.
Форма передньої поверхні: плоска з фаскою [11], ст. 210, табл. 14 або [13], ст.191, табл.20: f=0,6 мм, γф= - 5º.
б) Для чистової обробки вибираємо різець користуючись рекомендаціями [7], с.256, форма передньої поверхні радіусна з фаскою: φ = 60º, fф=0,6 мм, h=0,15 мм – глибина лунки;
γf = -5º , R=6мм, В=2,5мм, φ1=15º, α=8º, γ=12º, λ=5º, r=1мм.

3.Загальний припуск на обробку.
Обробку проведемо за три проходи: чорновий, напівчистовий і чистовий. Встановлюємо , згідно рекомендаціям [15] глибини різання для переходів :
tчс=0,4мм – для чистової обробки; tнп= 1,6мм – для напівчистової обробки;
tчр = 5мм для чорнової обробки.
4.Розраховуємо значення подач.
Знаходимо максимальне значення подачі з умови допустимого прогину деталі , використавши формулу.
![]()
де,
Е – модуль пружності (для сталі 2*105 н/мм2)
fдоп. – допустима величина прогину деталі;
При чорновій обробці приймаємо fдоп=0,4мм, а при напівчистовій fдоп=0,1мм і чистовій fдоп =0,2*Δ [15].
Тут Δ — допуск на розмір оброблюваної поверхні.
При Ra=1,6мкм (табл.2, додатки) знаходимо відповідні квалітети (7, 9), а Δ визначимо за [4, 10] або табл.1 додатку; Δ = 0,115 мм, для чистової обробки по 9 квалітету.
d0 – діаметр оброблюваної поверхні
Cpz – постійна величина , яка залежить від фізико - механічних
властивостей оброблюваного матеріалу і матеріалу інструменту.
Cpz = 279, табл.4 додатку або [ 11, 13 ].
l0 – довжина оброблюваної поверхні.
Кзак – коефіцієнт, який залежить від способу закріплення , в нашому
випадку Кзак = 100.
Кпр - приведений коефіцієнт , який залежить від конкретних умов обробки.
Кпр= Кφ*Кγ*Кλ*Кмр*Кr*Кh3
де,
Кφ =0,98 – враховує вплив головного кута в плані φ=60º [11],
с.218 (табл.5 , додаток).
Кγ = 1,0 - враховує вплив переднього кута γ = 10º(табл.5,
додаток) або [11].
Кλ = 1,0 - враховує вплив кута нахилу головного ріжучого леза
λ = 5º (табл.5 , додаток).
Кмр =1,0 - враховує вплив властивостей оброблюваного матеріалу
[11] ст.217, (табл.6, додаток).
![]() -
враховуємо вплив радіуса при вершині
-
враховуємо вплив радіуса при вершині
різця [11] ст.218, (табл.7, додатки).
Кh3 = 0,98 – враховує вплив величини зносу різців [11] ст.218 (табл. 5, додатки)
Кпр = 0,98*1,0*1,0*1,0*0,87*0,98 = 0,83
npz =0,85; Хpz =1; Уpz=0,75; - показники степенем [11] ст.217 (табл.5, додатки).
Використовуючи дані, що є визначимо значення подач при чорновому проході із умов:
а) допустимого прогину заготовки, формула (1)
![]()
б) міцність державки різця

де, [ σu ] – допустиме напруження на згин матеріалу державки різця.
Для сталі 45 з НВ = 170 Н/мм2, [ σu ] = 700МПа
l1 — виліт різця, l1 = Н =25мм.
в) жорсткості державки стержня.

де:
f ’доп – допустима стріла прогину різця в мм.
f ’доп = 0,1 мм [12], методичні вказівки .
г) міцність твердосплавної пластинки , використавши формулу

де, С =( …)*В, В = 5 - товщина пластинки
д) допустимої міцності механізму подач, використовуємо формулу

Cpx = коефіцієнт, що враховує фізико механічні властивості оброблюваного матеріалу, в Xpx , Ypx , npx - показники степенів , які показують вплив відповідних елементів на осьову складову силу — Px.
Xpx =1,2 ; Ypx = 0,65; npx = 1,5; Cpx = 0,21 [11] ст.217 або (табл. 4, додаток)
Кпр = Кφх*Кγх*Кλх*Кh3х*Кrх*Кмх
В останньому рівнянні приведені коефіцієнти показують вплив геометричних параметрів вибраного різця (φ,γ,λ), величини допустимого зносу по задній поверхні - h3 і радіуса при вершині - r на осьову складову — Px.
По даним табл. 5,6,7 додатку, а також [11] будемо мати:
Кφх =1,27; Кγх = 1,0;Кλх = 0,85; Кh3х= 0,88; Кrх = 1.0; Кмх = 1,0.
Тоді величина приведеного коефіцієнта :
Кпр =1,27*1,0*0,85*0,88*1,0*1,0 = 0,91;
![]()
е) забезпечення шорсткості обробленої поверхні, використавши залежність.
 мм/об.
мм/об.
де,
Сs – коефіцієнт, який враховує фізико-механічні властивості матеріалу оброблюваної заготовки;
Rz – висота мікронерівностей ;
К0 – поправочний коефіцієнт;
Величину Rz , як середнє значення інтервалу висот мікронерівностей , отримуваних при чорновій обробці знайдемо по табл.2 додатку.
![]()
Значення Сs , К0 і показників степенів XRz ,YRz ,z , u – знайдемо в табл.8 додатку.
Сs = 0,17; К0 = 0,75; XRz = 0,12; YRz =0,6; z = 0,15; u = 0,3.
Тоді розрахункове значення подачі
![]()
Зі всіх значень подач , які знайдені з умов різних обмежень при чорновому проході вибираємо найменшу подачу, визначувану шорсткістю обробки.
Проаналізувавши значення глибини різання при різних проходах , і враховуючи, що tчс < tнп < tчр, можна з великою вірогідністю допустити, що при напівчистовій і тим більше чистовій обробках значення подач буде лімітуватися тільки шорсткістю обробки .
Визначаємо розрахункові значення подач з умови забезпечення шорсткості при:
напівчистовій обробці (Rz = 40мкм)
![]()
чистовій обробці (Rz =6,4 мкм)
![]()
Отримані розрахункові найменші значення подач коректуємо по паспортним даним верстату; вибираючи найближче менше:
на
чорновому проході
![]() ,
,
напівчистовому
проході
![]() ,
,
на
чистовому проході
![]() .
.
5. Визначимо значення швидкостей різання.
При чорновій обробці швидкість різання визначимо з умов забезпечення 2х обмежень:
По-перше, з умов повного використання ріжучих властивостей різця , по формулі

По друге, з умов повного використання потужності електродвигуна головного руху верстата по залежності
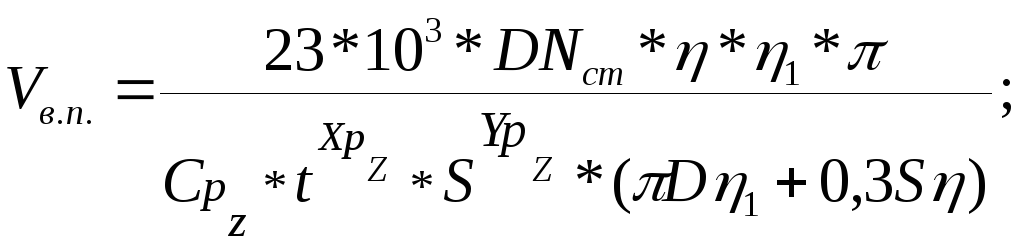
В приведених формулах швидкості різання прийняті наступні позначення:
СV — Коефіцієнт , який враховує вплив фізико – механічних властивостей оброблюваного матеріалу;
Кпрv – приведений коефіцієнт , який враховує вплив конкретних умов обробки на швидкість різання ;
Т – стійкість інструменту;
m, XV ,YV , n – показники степенів , які визначають вплив визначених параметрів режиму різання на швидкість різання;
Ncm - потужність електродвигуна головного руху;
η – к.к.д. коробки швидкостей з врахуванням клиноремінної передачі; η = 0,85
η1 – к.к.д. коробки подач и механізму фартуха; η = 0,75;
Кп - коефіцієнт запасу; Кп = 1,2;
Приведений коефіцієнт дорівнює:
Кпрv= КмV *KпV *KuV*KφV*Kφ1v*KrV*Kh3V ;
де, КмV – коефіцієнт, який враховує фізико – механічні властивості оброблюваного матеріалу;
KпV - коефіцієнт, який враховує стан поверхневого шару заготовки;
KuV - коефіцієнт, який залежить від матеріалу ріжучої частині різця;
Kφ і Kφ1 –коефіцієнти , що враховують вплив відповідних кутів в плані на швидкість різання;
KrV – коефіцієнт, що враховує вплив величини радіуса при вершині різця;
Kh3V – коефіцієнт, що враховує вплив зносу різця по задній поверхні на швидкість різання.
Значення вище приведених даних вибираємо з таблиць 10…15 додатку, або у відповідних довідниках , наприклад [11,13].
Для заданих умов значення коефіцієнтів і показників степенів будуть:
СV = 340; КмV = = 1,07; KпV = 0,8; KuV= 1,0; Kφ = 0,92; Kφ1= 0,91;
KrV = ( )0,2 =0,87; Kh3V= 1,1;
Кпрv = 1,07*0,8*1,0*0,92*0,91*0,87*1,1= 0,69
Т = 40 хв. [11]; табл.10 додатку.
m= 0,2; XV = 0,15; УV = 0,45; n =1,75 , для сталі з НВ > 130, [11] ст.213.
Підставивши отримане значення в формули швидкості різання отримаємо:

![]()
З двох отриманих значень швидкостей в якості оптимальної вибираємо швидкість різання, що допускається ріжучою властивістю інструмента, так як
Vр.в =Vв.п
Таким чином вважаємо, що для чорнової обробки
32
Визначимо розрахункове значення частоти обертання шпинделя на чорновому проході
![]()
Проводимо коректування значення nр.шп по паспортним даним верстата . Враховуємо те, що n4 = 160 об/хв., а n5 = 200 об/хв. і
n5 <1,1nр.шп. приймаємо за дійсне значення - частоту обертання шпинделя n∂чр = 200 об/хв.
Дійсна швидкість різання буде
![]()
Так як при напівчистовому і чистовому проходах величини
t і S значно менші , ніж на чорновому проході, то можливо передбачити , що швидкість різання при цих проходах буде обмежуватися тільки ріжучими властивостями інструментів .
Тоді швидкість різання при напівчистовій обробці

де, CV =350; m = 0,2; XV = 0,15; YV = 0,35, табл.10 (додаток)
Розрахункова частота обертання шпинделя
![]()
Дійсне значення nнп.д. після коректування n∂нп =315 об/хв.
Дійсна швидкість різання при напівчистовій обробці
![]()
Знайдемо швидкість різання Vчс і частоту обертання шпинделя nчс на чистовому проході.

де, Cv = 420; m=0,2; XV =0,15; YV =0,2, табл.10 (додаток).

Коректуємо
отримане значення nчсрозр
по паспортним
даним верстата дотримуючись умов
![]()
![]()
Дійсна швидкість різання при чистовій обробці
![]()
Визначимо значення потужності , яка затрачається на відповідну обробку , використавши формулу

На чорновий прохід
![]()
На напівчистовий прохід
![]()
На чистовий прохід
![]()
Визначаємо коефіцієнт використання верстата і інструмента
по потужності верстата:
а) на чорновому проході
![]()
б) на напівчистовому проході
![]()
в) на чистовому проході
![]()
по швидкості:
а) на чорновому проході
![]()
б) на напівчистовому проході
![]()
в) на чистовому проході
![]()
Визначимо значення основного часу на:
а) чорновий прохід
![]()
Тут і далі: l0 – довжина обробки - l0 =540мм;
ln – шлях перебігу, ln = 3…5мм; lвр –шлях врізання, lвр = ;
б) на напівчистовий прохід

в) на чистовому проході

Розраховані елементи режиму різання записати в таблицю.
Таблиця 4.Зведена таблиця результатів.
|
№ п/п |
Вид обробки |
Обладнання |
Різальний інструмент |
Припуск |
Елементи режиму різання |
Коеф. завантаження | |||||
|
t, мм |
S, мм/об |
V, м/хв |
n, об/хв |
Основний час (хв.) |
N % |
V % | |||||
|
1 |
Чорнове точіння від 184 до174 |
Верстат токарно-гвинторізний 16К20
|
Різець прохідний прямий φ= 45º, φ1=15º, Т15К6 |
7 |
5 |
0,8 |
115,6 |
200 |
3,42 |
65 |
101,4 |
|
2 |
Напівчистове точіння від 174 до 170,8 |
Різець прохідний прямий φ= 45º, φ1=15º, Т15К6 |
1,6 |
1,6 |
0,4 |
172 |
315 |
4,32 |
18,5 |
87
| |
|
3 |
Чистове точіння від 170,8 до 170
|
Різець прохідний прямий φ= 60º, φ1=15º, Т15К6 |
0,4 |
0,4 |
0,15 |
272 |
500 |
7,25 |
4 |
88 | |