

7. Чистове оброблення заготовок станин.
Основна мета чистового оброблення – забезпечення необхідної розмірної точності станини (точність віддалей, поворотів, форми і шорсткість поверхонь), видалення дефектного шару після чорнового оброблення. Чистове оброблення основи і напрямних за методами є аналогічним чорновому обробленню.
Оброблення основи та інших базових поверхонь.
Тонке стругання і фрезерування забезпечує параметр шорсткості до 1,25 мкм, відхилення від площинності – не більше за 0,02 мм на 1000 мм довжини. Допускається лише увігнутість обробленої поверхні. Використовується також фрезерування ельборовими фрезами, шліфування (аналогічно обробленню напрямних та баз станини).
Фрезерування здійснюють торцевими фрезами, оснащеними пластинами з твердого сплаву чи надтвердого матеріалу за один робочий хід. Діаметр фрези – не менше 1,25 ширини фрезерування. При торцевому фрезеруванні оброблена поверхня має риски, які перетинаються – сліди зубців фрези (рис. 14). Внаслідок цього погіршується точність форми і шорсткість обробленої поверхні, зменшується стійкість фрези. Для усунення цього недоліку застосовують такі способи:
|
б) – з нахилом шпинделя. |
1. Зубці фрези встановлюють ступінчасто, щоб тільки один зачисний зубець контактував з обробленою поверхнею. Ширина леза виступаючого зубця – не менша за подвоєну подачу на оберт фрези. Цей спосіб не дає збільшення не площинності – годиться для оброблення основи і напрямних. 2. Застосовують однозубцеву фрезу з різальною пластиною з надтвердого матеріалу. Використовується для чистового оброблення загартованих напрямних замість шліфування. 3. Нахиляють шпиндель на кут близько 20”, що відповідає відхиленню 0,1/1000 мм по нормалі до оброблюваної поверхні в напрямі поздовжньої подачі; при цьому утворюється увігнутість поверхні. |
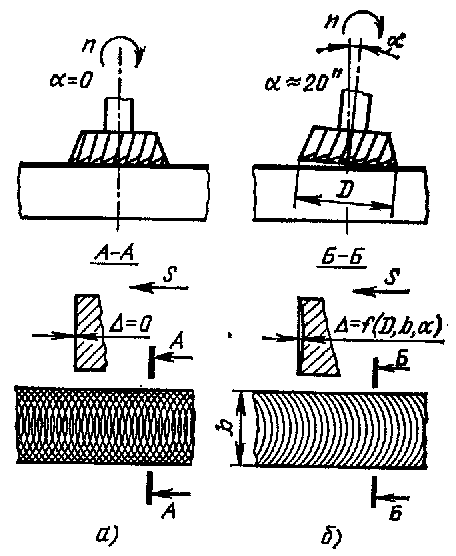 Рис.
14. Торцеве фрезерування: а) – звичайне;
Рис.
14. Торцеве фрезерування: а) – звичайне;Кінцеве стругання здійснюється з поздовжньою подачею не менше, ніж за два робочі ходи широкими різцями, оснащеними твердосплавними пластинами. Останній робочий хід: глибина різання – до 0,05 мм; швидкість – до 15 м/хв.; поздовжня подача – до 0,6 ширини різання. МОР – емульсія.
Чистове оброблення напрямних та інших високоточних поверхонь станини здійснюється фрезеруванням, струганням, шліфуванням. Для компенсації похибок, викликаних термічним обробленням у ряді випадків необхідно забезпечити випуклість напрямних після фрезерування. Задану випуклість забезпечують на верстатах, оснащених копірами чи системами ЧПК. Також використовується метод штучних похибок – попередня пружна деформація заготовки станини (рис. 2.15).
|
|
|
|
|
Рис. 15. Схема забезпечення необхідної випуклості шляхом пружної деформації заготовки.
На цьому ж етапі проводиться оброблення різного роду канавок, уступів, фасок, пазів. Залежно від вимог точності – оброблення може проводитися на поздовжньо-фрезерних чи поздовжньо-стругальних верстатах підвищеної точності, залишаючи припуск 0,1 ... 0,2 мм на сторону під шабрування чи шліфування. Положення заготовки вивіряють у поздовжньому напрямі з похибкою , яка не перевищує 0,2 припуску на оброблення.