

4. Вибір технологічних баз при обробленні корпусних деталей.
//Згадати про етапи вибору ТБ – аналіз функціонального призначення різних поверхонь деталі, вибір чистових баз, вибір чорнових баз//
На практиці при виборі чистових баз для базування КД використовують:
три площини, що утворюють координатний кут;
площину і два протилежно розташовані отвори, осі яких є перпендикулярними до цієї площини і які оброблені за 6-7 квалітетом точності (//невідповідність до показників точності СП деталі//).
1. Розв’язання задачі забезпечення необхідної точності відносного положення оброблених поверхонь відносно необроблених.
Для наведеної на рисунку 1.2 деталі необхідно забезпечити необхідну точність розташування осі отвору відносно нижньої основи (отримання розміру Б2 = 120 0,05 мм).
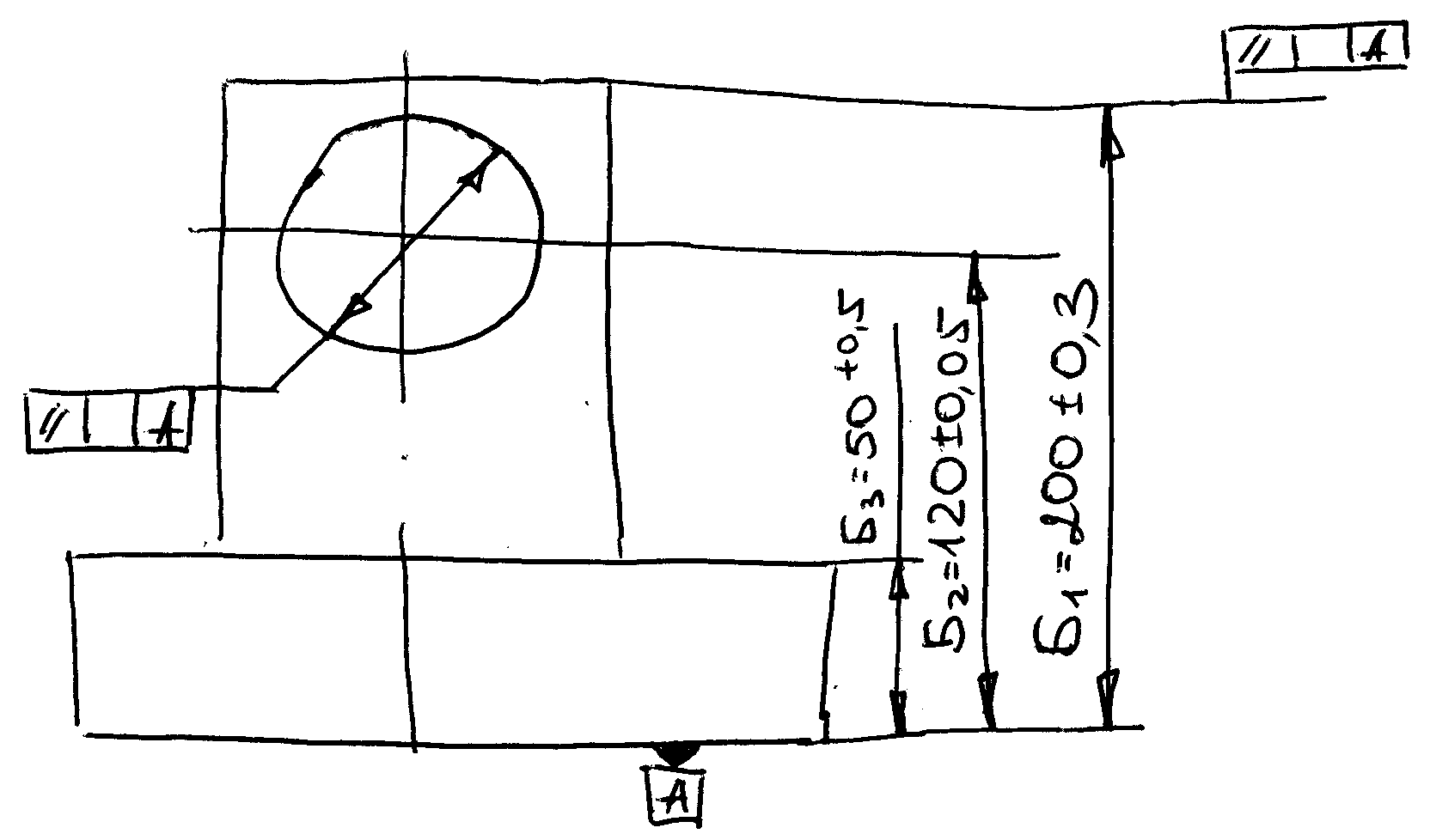
Рис. 1.2. Ескіз деталі для ілюстрування прикладів вибору технологічних баз.
|
|
Варіант 1. Розміри Б і отримуються безпосередньо від бази А. Їх точність буде залежати від точності налагодження верстату. | ||
|
|
Варіант 2.
Аналогічний розрахунок можна виконати для розміру . |
| |
 Значення
розміру Б
буде
залежати від попередньо досягнутого
значення розміру Б1
і допуску
на конструкторський розмір Б2,
де Б1 –
розмір, на який настроєний; Б2,
- розмір, отриманий на попередній
операції.
Значення
розміру Б
буде
залежати від попередньо досягнутого
значення розміру Б1
і допуску
на конструкторський розмір Б2,
де Б1 –
розмір, на який настроєний; Б2,
- розмір, отриманий на попередній
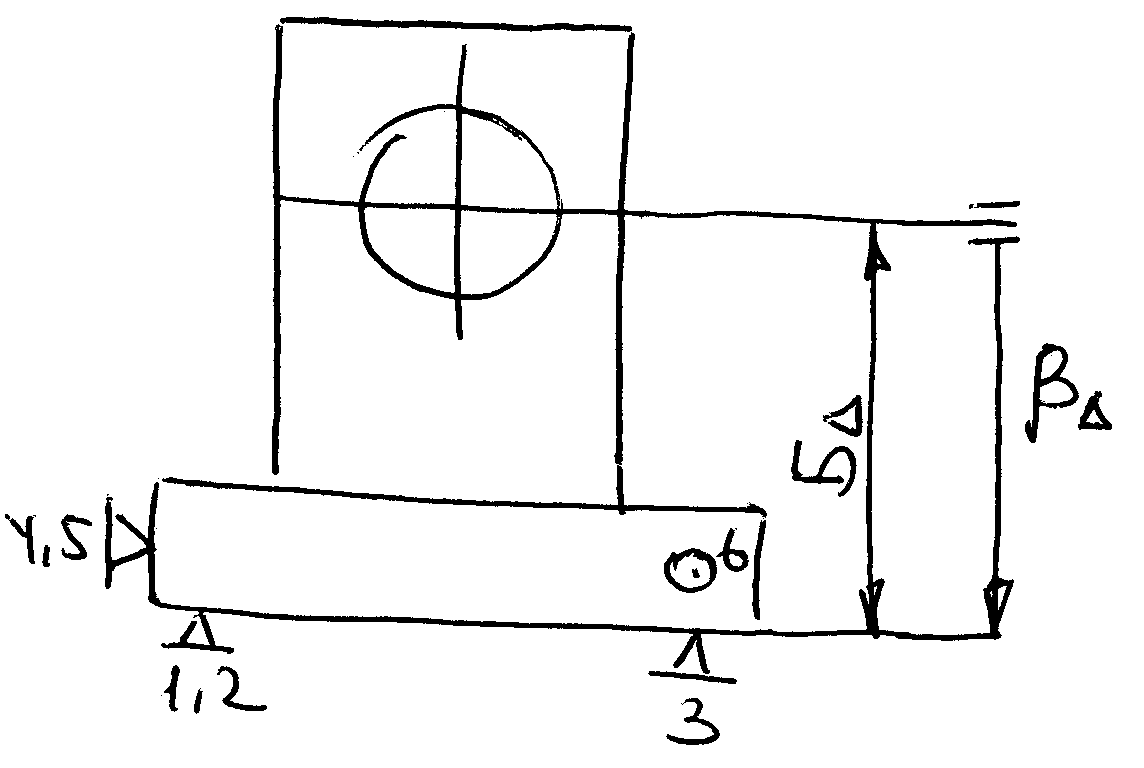
операції.Рис. 1.3. Приклад вибору технологічних баз для забезпечення необхідної точності розташування осі отвору відносно нижньої основи.
2. Розв’язання задачі забезпечення рівномірності розподілу припуску на поверхнях, що будуть оброблюватися на подальших операціях.
Для наведеної на рис 1.2 деталі необхідно забезпечити рівномірність припуску при обробленні (розточуванні) центрального отвору.
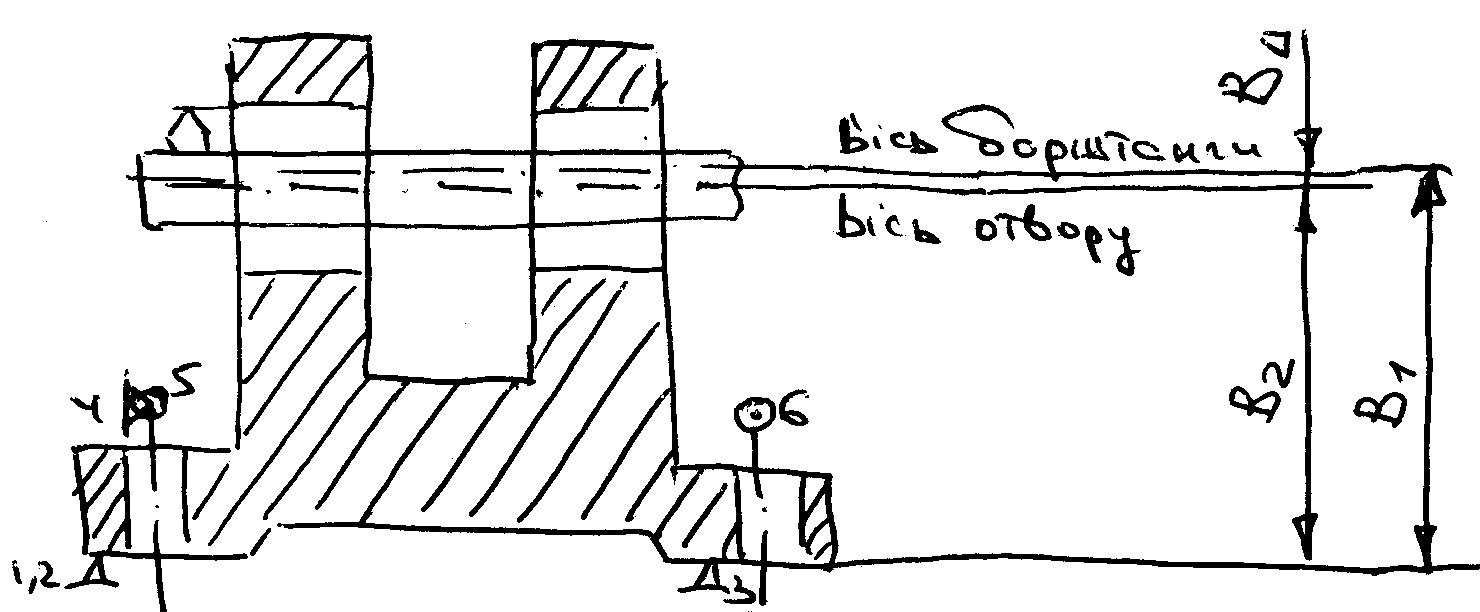
Рис. 1.4. Приклад вибору технологічних баз для забезпечення рівномірності припуску при обробленні центрального отвору.
Ця задача вирішується за допомогою розмірного ланцюга В, де
В - замикаюча ланка (неспівпадіння осей борштанги й отвору);
В1 – розмір настроювання борштанги на оброблюваний розмір відносно установчої бази (площини) заготовки;
В2, - розмір положення осі отвору заготовки відносно обробленої на першій операції площини основи.
![]()
![]() ,
,
де В1 – похибка настроювання інструменту на розмір (фіксована величина, залежить від різних методів настроювання і точності верстата – береться з довідника);ї
В2 – похибка базування на першій операції.
Розглянемо варіанти базування на першій операції.
|
|
Варіант 1.
де Г1 – розмір, який проставлений на кресленні заготовки; Г2, - положення інструменту відносно базової поверхні
де Г1 – відхилення розміру (допуск), який проставлений на кресленні заготовки; Г2, - похибка положення інструменту відносно базової поверхні. Для ланцюга В:
|
|
|
Заготовка
Таким чином (див. ланцюг В):
|
|
|
Варіант 2. Відхилення розміру В2 (похибка базування) буде залежати лише від точності, з якою виставлено на розмір різальний інструмент (похибка системи ВПІД – довідникові дані):
При цьому варіанті базування похибка при будь яких значеннях ланок ланцюгів В, Г, Д, Е буде меншою, ніж при варіанті 1. |



Рис. 1.5. Приклад вибору чорнових технологічних баз.