

6. Способи оброблення зовнішніх поверхонь на верстатах токарної групи.
Зовнішні поверхні валів обточують на токарних, токарно-копіювальних, горизонтальних багаторізцевих верстатах, на вертикальних та горизонтальних одно- та багатошпиндельних верстатах, токарних верстатах з ЧПК.
Розрізняють точіння чорнове (11-12 кв), чистове (8-9 кв.), тонке (алмазне) (7 кв.). На верстатах токарної групи виконують:
проточування зовнішніх поверхонь (циліндричних; фасонних; конічних);
розточування отворів (циліндричних; фасонних, конічних);
підрізування торців;
проточування канавок і знаття фасок;
свердління, зенкерування, розвертання осьового отвору;
нарізання зовнішньої і внутрішньої різі;
накатування рифлень.
//На кожний метод оброблення навести схеми оброблення, недоліки, переваги//.
Одиничне і дрібносерійне виробництво – токарно-гвинторізні операції, групове оброблення (//див. курс „Основи ТМБ”//).
|
|
|
|
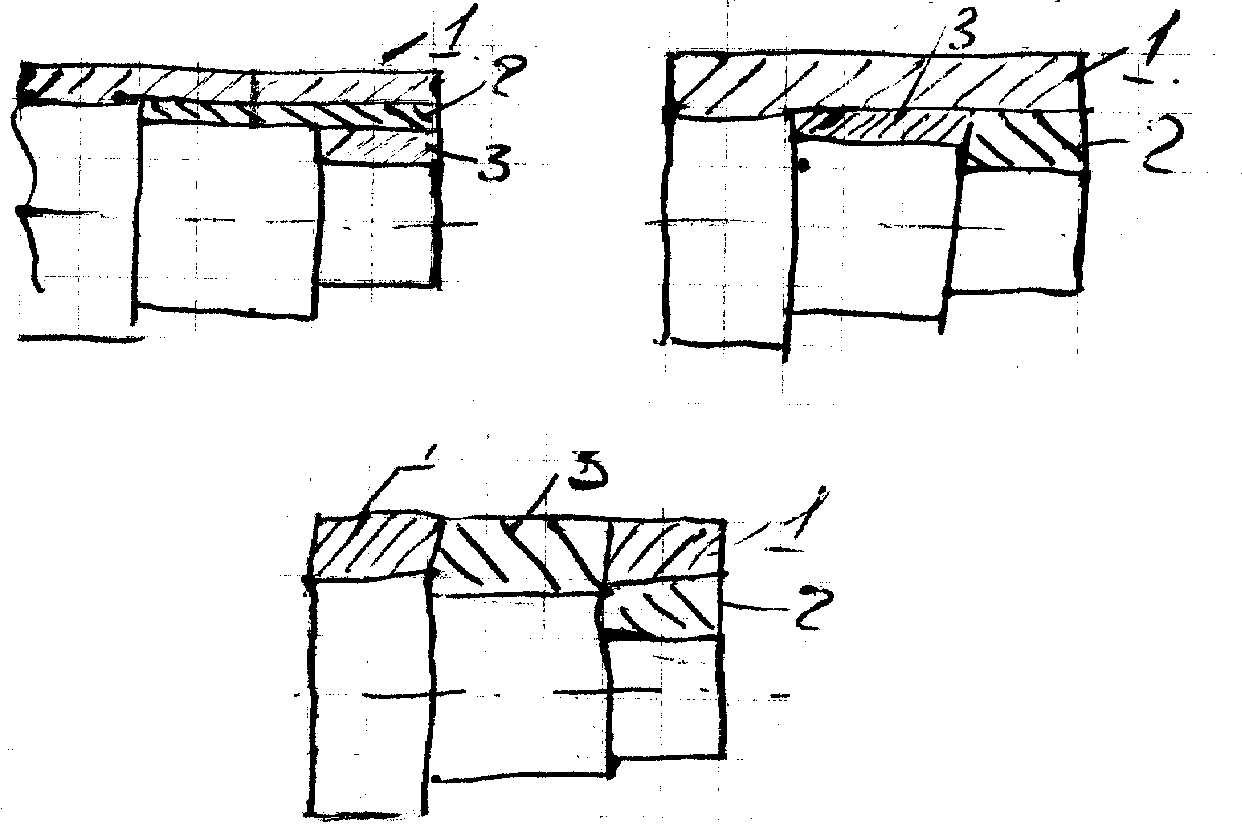
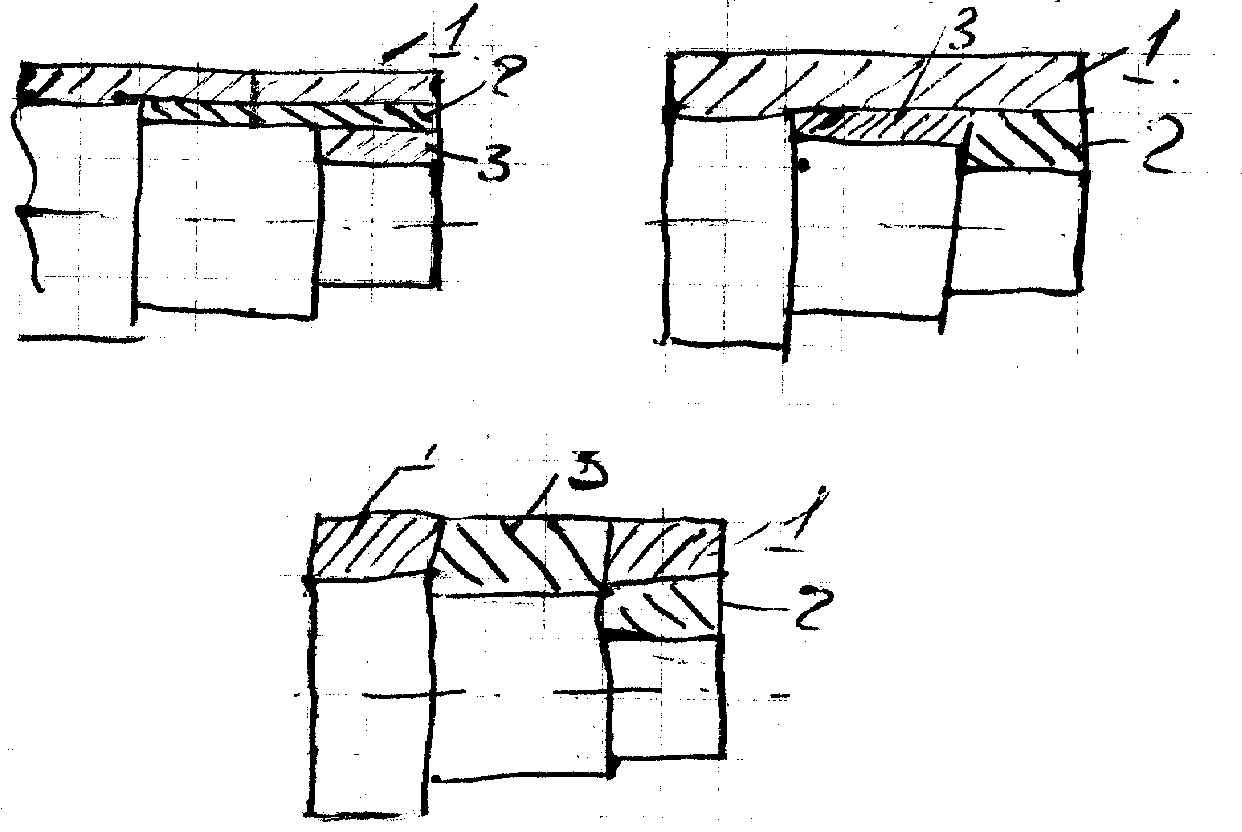
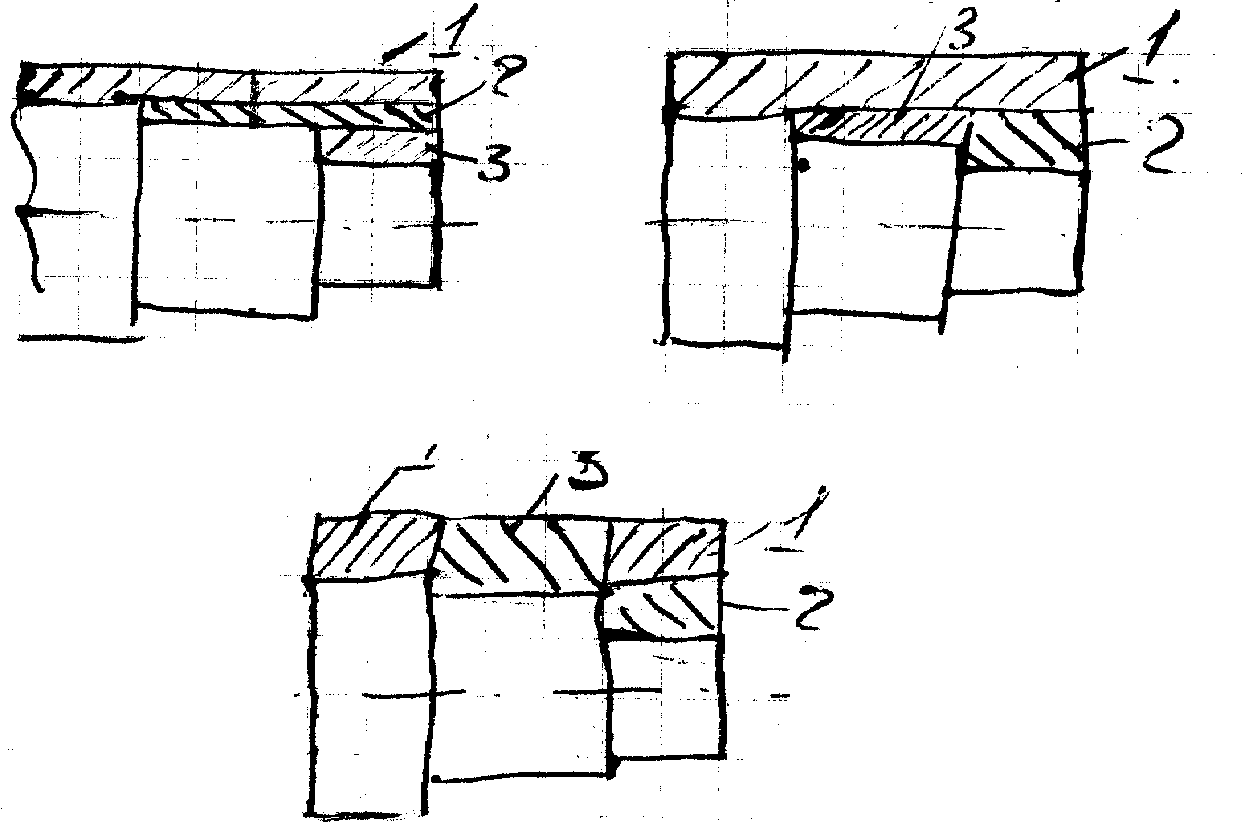
Рис. 6. Схеми чорнового точіння валу: послідовне, паралельне і комбіноване оброблення..
Середньосерійне виробництво (частково, великосерійне) – токарні верстати з ЧПК (напр., 16К20Ф3С5). За своєю суттю є універсальними верстатами – оброблення за автоматичним циклом (полегшення багатоверстатного обслуговування, можливість швидкого і відносно простого переналагодження валів різних конфігурацій і типорозмірів по наперед розробленій керуючій програмі).
Великосерійне і масове виробництво – багаторізцеві і токарно-копіювальні (зокрема, гідрокопіювальні) верстати, напівавтомати та автомати.
|
|
|
|
|
а) |
б) |
в) |


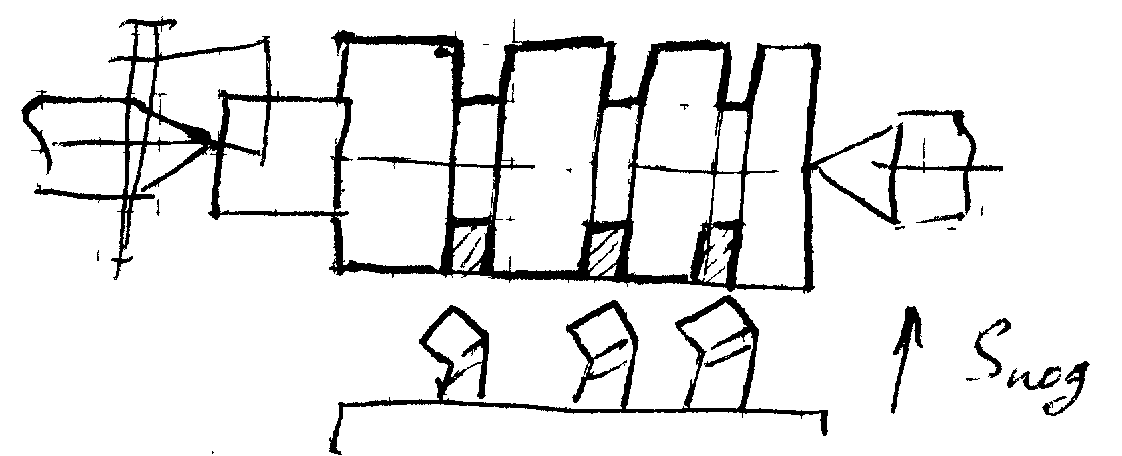
Рис. 7. Схеми багаторізцевого оброблення: а) – оброблення з поздовжньою подачею; б) – з врізанням і поздовжньою подачею; в) з поперечною подачею. Можливе використання комбінованого (а) і б), а також а), б) і в)) методів.
Сучасні токарно-копіювальні верстати на 50-100% продуктивніші за токарні; точність – 0,05-0,06 мм (8-9 кв. точності); налагодження потребує в 2-3 рази менше часу за багаторізцеві; велика жорсткість, достатньо широкий діапазон типорозмірів. Оброблення зовнішніх, внутрішніх, торцьових поверхонь, відкрита робоча зона, що дозволяє наскрізне транспортування деталі при вбудові верстата в автоматичну лінію. Можливість чорнового оброблення багаторізцевим супортом (//див. „Багаторізцеве оброблення”//). Окремі моделі мають до п’яти копіювальних супортів, які переміщуються незалежно. Це дозволяє вести паралельне оброблення кожним супортом на своїй власній ділянці, що значно підвищує продуктивність верстата (особлива доцільність – на деяких ступенях вала є великий припуск, який неможливо зняти за один робочий хід). При встановленні спеціальних копірних барабанів (мод. 1722 і 1712) можна вести багатопрохідне оброблення. У порівнянні з багаторізцевим обробленням – оброблення не таке ефективне для заготовок валів з великими довжинами, діаметрами і перепадами діаметрів ступенів (у поздовжньому супорті при багаторізцевому обробленні можна встановити велику кількість різців, що в свою чергу є поганим, оскільки збільшення сил різання у цьому випадку може призвести до деформування заготовки, що заставляє знижувати подачу (падає точність і продуктивність)).
Точіння з люнетом – для довгих нежорстких деталей. Одночасне використання до 12 люнетів.
Безцентрове точіння – для заготовок, які не мають центрових отворів (деталі малого діаметру, нежорсткі деталі) (рис. 3.8).
|
Рис. 8. Схема роботи безцентрово-токарного верстату. |
Зубчасте колесо 3, яке приводиться у рух коробкою швидкостей, обертає дві різцеві головки: ліву з різцем 2, яка виконує чорнове точіння, і праву з різцем 4 (чистове (напівчистове) точіння). Роликами 1 виконується подача прутка. Параметри заготовки: 15 ... 80 мм при довжині до 7 м. |
