

Лекція 9 Технологія виготовлення конічних зубчастих коліс.
Службове призначення і типові конструкції конічних ЗК.
Технічні вимоги на виготовлення конічних ЗК.
Матеріали і способи отримання заготовок.
Вибір технологічних баз.
Типові технологічні маршрути оброблення конічних ЗК.
Основні способи оброблення зубців конічних ЗК.
Контроль конічних ЗК.
1. Службове призначення і типові конструкції конічних зк.
Конічні ЗК служать для передавання обертового руху між валами з перехресними осями. Розрізняють силові і кінематичні зубчасті передачі (як для циліндричних ЗП). Конічні ЗК виготовляють з прямими, косими і круговими зубцями.
ГОСТ 1758-81 встановлює 12 ступенів точності конічних ЗК передач (аналог до циліндричних ЗП). Для конічних ЗК, які застосовують у силових ЗП ступінь точності залежить від колової швидкості і навантаження:
|
Колова швидкість (м/с) коліс з зубцями: |
Ступінь точності при навантаженнях | ||
|
прямими |
косими і криволінійними |
малих |
великих |
|
до 1,6 1,6 … 4 4 … 10 |
до 4 4 … 10 10 … 25 |
9 8 7 |
8 7 6 |
За конструкцією конічні ЗК поділяються на три основні типи (рис. 9.1): колеса з маточиною, у яких співвідношення l/d>1 (рис. 9.1, а) колеса вінцевого типу (рис. 9.1, б), діаметр котрих може досягати 800 мм; колеса-вали (рис. 9.1, в).
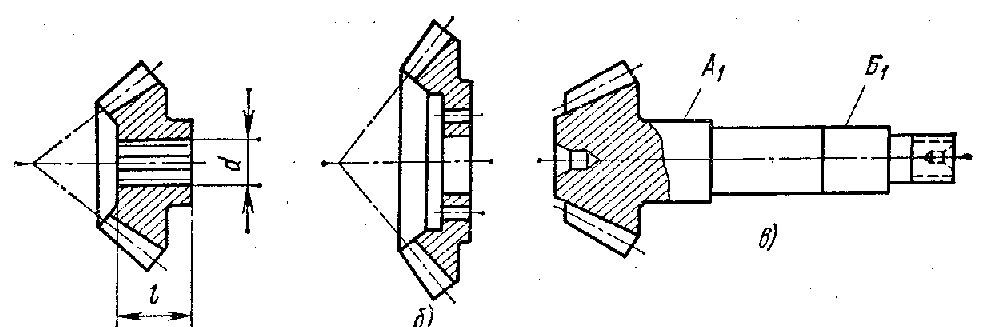
Рис. 9.1. Конструктивне виконання конічних зубчастих коліс.
Ширина зубчастого вінця у конічних ЗК не повинна перевищувати третини довжини твірної ділильного конуса. У цьому випадку мала ймовірність поломки зубця через концентрацію внутрішніх напружень у його вузькій частині.
ЗК з круговими зубцями забезпечують плавну і безшумну роботу при передачі великих навантажень на високих колових швидкостях. В основному використовуються колеса з круговими зубцями трьох типів (рис. 9.2):
У коліс типу Зерол (т.зв. „нульові колеса”) кут нахилу спіралі у середині вінця рівний 0 (рис. 9.2, а). Їх можна використовувати замість звичайних конічних ЗК з прямими зубцями без зміни монтажних розмірів передачі.
У спірально-конічних коліс кут спіралі у середині вінця не рівний 0 (рис. 9.2, б). Забезпечуючи неперервний контакт зачеплення, такі колеса завжди мають у зачепленні не менш як два зубці, що дозволяє передавати потужність на 30 % більшу (порівняно з колесом Зерол).Використання: авіація, верстатобудування, автотракторна промисловість).
У гіпоїдних колесах вісь ведучої шестерні зміщена відносні осі веденого колеса (рис. 9.2, в). Висока міцність. Плавність і безшумність роботи – кращі за інші ЗК. Автомобілебудування. Для забезпечення точного встановлення вузлів – гіпоїдні пари з великим передавальним відношенням (1:100) (ділильні ланцюги зубонарізувальних верстатів).
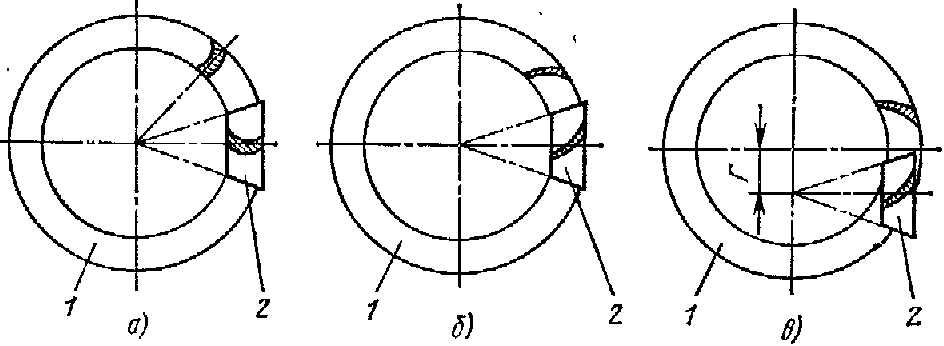
Рис. 9.2. Конічні ЗК з круговими зубцями.
Норми контакту зубців ц передачі характеризуються відносними розмірами сумарної плями контакту по довжині і висоті:
|
Відносні розміри |
Ступінь точності | |||
|
4-5 |
6-7 |
8-9 |
10-12 | |
|
у % від довжини зубця у % від середньої глибини заходу |
70 75 |
60 65 |
50 55 |
40 45 |
Граничні відхилення відносних розмірів плями контакту по довжині і висоті зубця складають (у відсотках): для 4-7 ступенів точності 10%, для 8-12 ступенів точності 15%.
Зі збільшенням ступеня точності вимоги до точності оброблення базових отворів і опорних шийок зростають (у мкм):
|
Номінальний діаметр базових поверхонь, мм |
Ступінь точності | ||
|
5-6 |
7-8 |
9 і вище | |
|
25 ... 100 100 ... 250 150 ... 500 більше 500 |
5 7,5 7,5 10 |
15 25 25 50 |
25 50 75 100 |
Для прецизійних ЗК (5 ст. точності і точніше) точність спряження по базових поверхнях забезпечується методом пригонки (притирання по місцю). Точність кута зовнішнього конуса для коліс різних модулів:
|
Модуль колеса, мм |
0,75 і менше |
0,75 ... 1,5 |
1,5 і більше |
|
Допуск кута зовнішнього конуса, хв. |
30 |
15 |
8 |
При використанні зовнішнього конуса як базуючої поверхні допуск кута роблять більш жорстким.