

Лекція 2 Технологія виготовлення станин і рам.
Службове призначення станин. Класифікація базових поверхонь.
Технічні вимоги на виготовлення станин.
Матеріали і способи отримання заготовок.
Вибір технологічних баз при обробленні станин.
Типовий технологічний маршрут оброблення станин.
Чорнове оброблення заготовок станин.
Чистове оброблення заготовок станин.
Викінчувальне оброблення напрямних.
Оброблення торцевих площин і кріпильних отворів.
Зміцнення станин.
Контроль станин.
1. Службове призначення станин.
Станини і рами є основою для компоновки різних машин. Станини служать для координування вузлів і механізмів машини, а в деяких випадках і для направлення їхнього руху. СП станин повинно включати вимоги щодо відносних положень складальних одиниць, їх відносного руху, допустимих статичних і динамічних навантажень, допустимих змін теплових дій, параметрів оточуючого середовища, періоду експлуатації, регламенту обслуговування, значення маси, габаритів, ергономічних та інших показників. У перелічених характеристиках повинні бути задані номінали та допуски (наприклад, ...). СП станини безпосередньо залежить від СП верстату, яке в свою чергу випливає з необхідної точності оброблення.
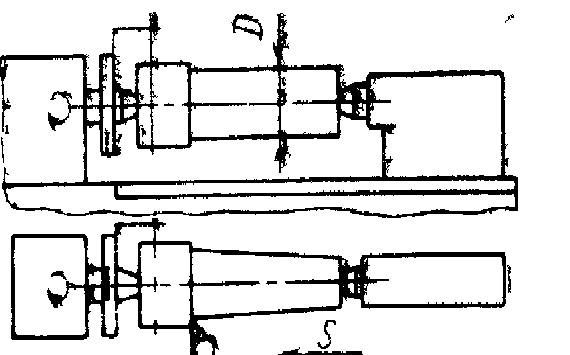
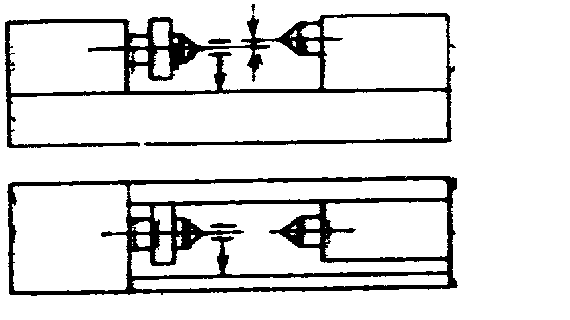
//На прикладі токарного верстату (рис. 1) продемонструвати зв’язок параметрів СП станини з параметрами СП верстату. У першій графі показано, що СП залежить від точності виготовлення деталі у вертикальній та горизонтальній площинах. У наступній графі схематично показано технічні вимоги щодо положення осей шпинделя та задньої бабки в обох площинах. В останній частині наведено СП станини, де шпиндель розглядається в площині X1Y1Z1, а задня бабка – в X2Y2Z2. Коротко охарактеризувати перелічені вище показники.//
-

СП верстату
Необхідна
точність
оброблення
деталі
на верстаті
-
ТВ до верстата
Необхідна
точність
відносного
положення
і руху виконавчих
поверхонь
верстата





|
СП станини |
Необхідна точність положення і руху приєднуваних до станини складальних одиниць
|
|
СП приєднуваних складальних одиниць |
Необхідна точність положення і руху виконавчих поверхонь відносно основних баз
| |
|
|
|
|
|
| |
|
ТВ до станини |
Точність баз і їх відносного положення
|
| |||

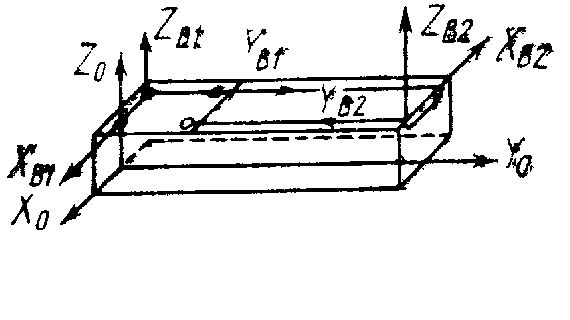
Рис. 2.1. Зв’язок параметрів СП станини з параметрами СП верстату.
Необхідні параметри СП станини забезпечуються сукупністю певних властивостей станини, до яких відносяться:
геометрична точність поверхонь основних і допоміжних баз і точність їх відносного положення;
статична і динамічна жорсткість станини;
зносостійкість напрямних;
теплова стабільність;
відсутність жолоблення;
малий і стабільний коефіцієнт тертя по напрямних.
Класифікація базових поверхонь. Незважаючи на велику кількість видів станин, їх можна розділити на два основні класи:
1. Станини без напрямних, які призначені тільки для забезпечення необхідного відносного положення приєднуваних складальних одиниць та деталей.
2. Станини з напрямними, які призначені також для забезпечення необхідних взаємних рухів вузлів: кареток, супортів, столів тощо (основний вид станин для металорізальних верстатів).
У
Б
Г
Б
А![]()








Рис. 2.2. Основні поверхні деталей типу станин.
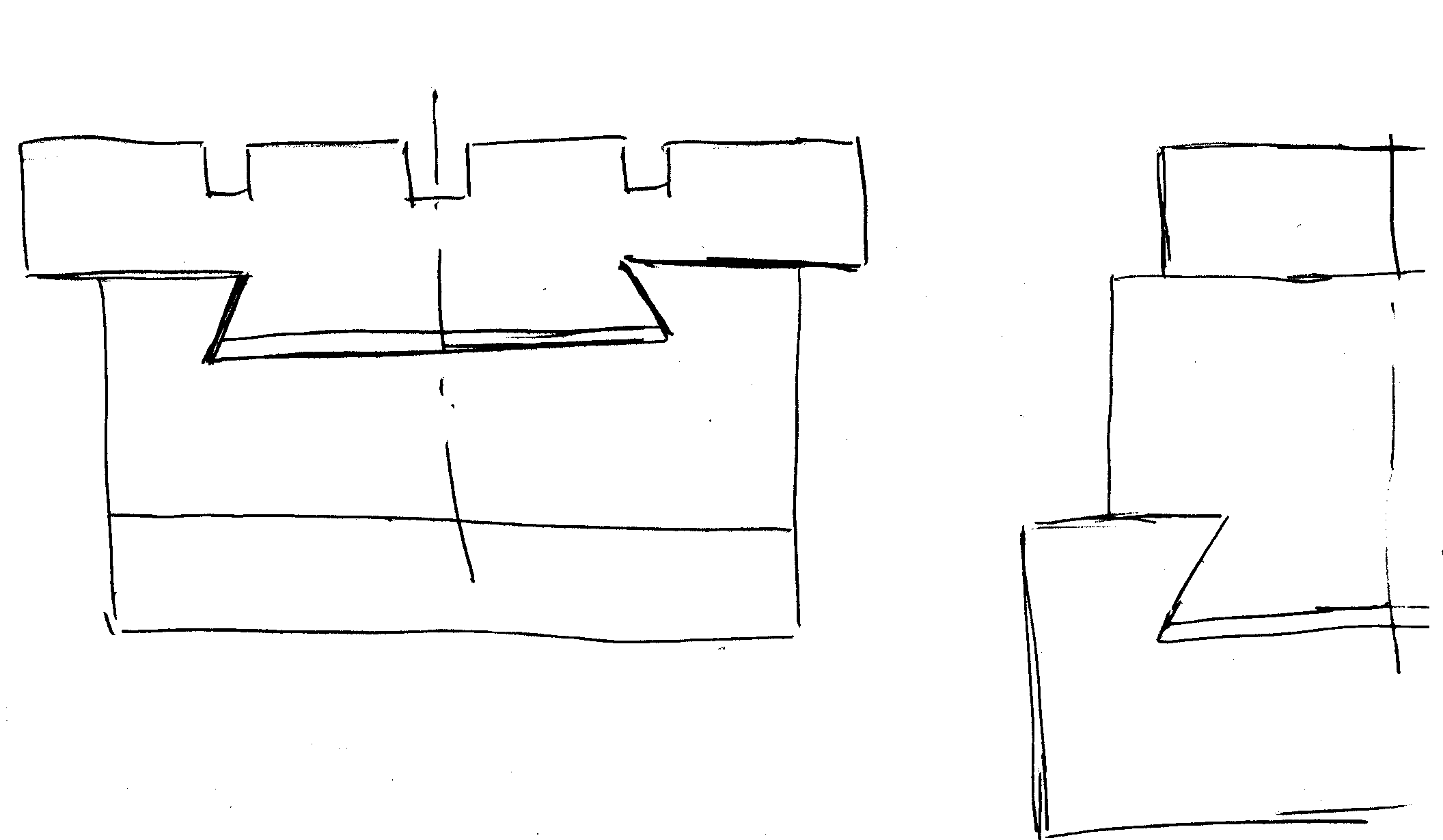
Рис. 2.3. Поперечний перетин станини з напрямними.