

6. Основні способи оброблення зубців циліндричних зк.
Зубофрезерування – основний метод. Шнекова фреза. Одно- і двошпиндельні зубофрезерні верстати. Зубофрезерування при m<3 мм – один робочий хід; m>3 мм – два. При двох (чорновий + чистовий) робочих ходах і шліфованій фрезі – 7 ст. точності. Також дискові і пальцеві фрези (метод копіювання) і спеціальні гребінчасті фрези.
Зубодовбання – для багатовінцевих ЗК (нема виходу для фрези) і рейок. 7 ст. точності.
За умови наявності шевінгування – краще зубофрезерування (похибка оброблення по кроку і профілю розподіляється рівномірніше).
Гаряче і холодне накатування – 8 і бл. 7 ст. точності. Холодне накатування після чорнового зубофрезерування – 7 ст. точності (m=3мм). Холодне накатування в кілька разів продуктивніше за шевінгування. Можна виконувати після оброблення заготовки по контуру для ХК з m<1,5 мм (приладобудування).
Шевінгування для ЗК m<6 мм і діаметром до 320 мм проводять круглим шевером на шевінгувальному верстаті. Шевінгування підвищує точність прибл. на один ст. точності. Припуск – 0,1 ... 0,25 мм. Час оброблення – 1,5 ... 2,5 с/зубець.
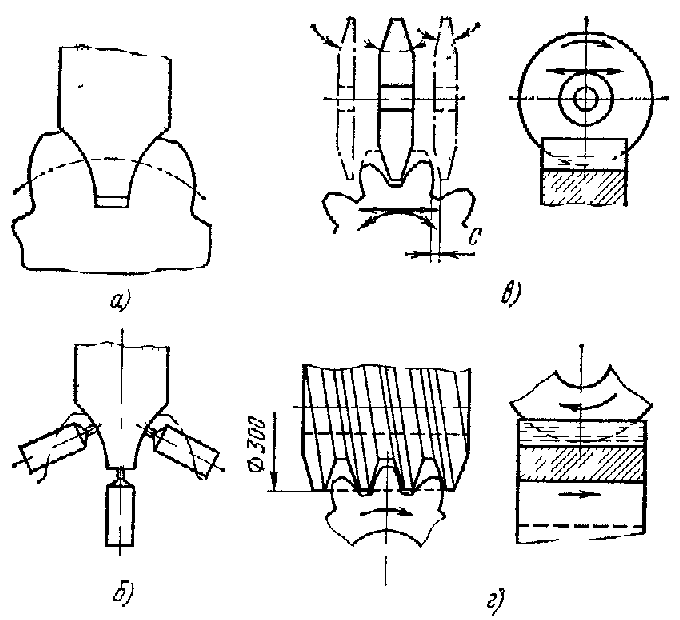
Шліфування – для досягнення точності 5 і 6 ст., а також викінчувального оброблення відносно неточних (7 – 8 ст.) гартованих ЗК. Три способи шліфування (рис. 2):
|
Рис. 8.2. Схеми зубошліфування. |
|
Хонінгування. Хон – як зубчасте колесо. Процес: зачеплення ЗК з хоном з пригальмовуванням хона чи ЗК на верстаті типу шевінгувального без радіальної подачі, але з обертовим примусовим реверсивним рухом і поздовжньо-поступовим рухом вздовж осі. Для m=1,6 ... 6 мм. Припуск – до 0,05 мм. Практично не виправляє відхилення форми. Зменшує параметр шорсткості і знімає задири. Використовується як викінчувальне операція для ЗК 7 ст. точності після ТО і шевінгування.
Протягування – в основному для оброблення зубчастих секторів.
7. Контроль циліндричних зк.
Конструктивні та геометричні параметри ЗК, які підлягають контролю:
Після токарного оброблення (шліфування) – биття торців, биття по зовнішніх циліндричних поверхнях.
Після оброблення центрального шліцьового отвору – малий і великий діаметри шліців, ширина шліцьового паза, відносне розташування шліців.
Після оброблення зубців – коливання вимірювальної міжцентрової віддалі за один оберт колеса та одному зубці, довжина загальної нормалі, коливання довжини загальної нормалі, похибка напрямку зубця, радіальне биття зубчастого вінця, накопичена похибка колового кроку, крок зачеплення.