

- •Передмова
- •1.1. Породи великої рогатої худоби
- •1.2. Породи свиней
- •1.3. Породи овець
- •1.4. Породи коней
- •1.5. Породи і кроси птиці
- •1.5.1. Породи курей
- •1.5.2. Породи качок
- •1.5.3. Породи гусей
- •1.5.4. Породи індиків
- •1.6. Породи кролів
- •1.7. Основні вимоги щодо сировини м’ясної промисловості
- •Контрольні запитання і завдання
- •2.1. Перевезення тварин автотранспортом
- •2.2. Транспортування тварин залізничним транспортом
- •2.3. Перевезення тварин водним шляхом
- •2.4. Транспортування гоном
- •2.5. Центровивіз
- •2.6. Приймання та утримання тварин і птиці на м’ясопереробних підприємствах
- •2.6.1. Приймання і ветеринарний огляд тварин
- •2.6.2. Приймання тварин за живою масою і вгодованістю
- •2.6.4. Надходження худоби на скотобазу
- •2.6.5. Передзабійне утримання худоби на скотобазах
- •Контрольні запитання і завдання
- •3.1. Оглушення тварин
- •3.1.1. Оглушення великої рогатої худоби електричним струмом
- •3.1.2. Механічне оглушення тварин
- •3.1.3. Оглушення свиней електричним струмом
- •3.1.4. Оглушення свиней газовою сумішшю
- •3.2. Забій і знекровлення тварин
- •3.3. Знімання шкури
- •3.3.1. Піддування стисненим повітрям
- •3.3.2. Механічне знімання шкури
- •3.4. Оброблення свинячих туш у шкурі
- •3.5. Оброблення свинячих туш методом крупонування
- •3.6. Видалення внутрішніх органів
- •3.7. Розпилювання, зачищення і оцінювання якості туш
- •3.8. Гнучка автоматизована система переробки худоби
- •3.9. Переробка птиці
- •3.9.1. Оглушення птиці
- •3.9.2. Забій птиці
- •3.9.3. Обшпарювання тушок і видалення оперення
- •3.9.4. Патрання і напівпатрання тушок птиці
- •3.10. Організація технологічного процесу переробки птиці
- •3.11. Оброблення перо-пухової сировини
- •3.12. Переробка кролів
- •Контрольні запитання і завдання
- •4.1. М’язова тканина
- •4.2. Сполучна тканина
- •4.3. Жирова тканина
- •4.4. Кісткова і хрящова тканини
- •4.5. Водозв’язувальна здатність м’яса
- •4.6. Фізичні властивості м’яса
- •4.7. Електрофізичні властивості м’яса
- •4.8. Зміни властивостей м’яса під час автолізу
- •4.9. Поживна цінність м’яса
- •4.10. Склад і поживна цінність субпродуктів
- •4.11. Характеристика, хімічний склад і біологічна цінність харчових субпродуктів
- •4.12. Кров
- •4.12.1. Хімічний склад, властивості і фізичні константи крові
- •4.12.2. Хімічний склад і властивості плазми крові
- •4.12.3. Хімічний склад і властивості формених елементів крові
- •Контрольні запитання і завдання
- •5.1. Оброблення м’ясо-кісткових субпродуктів
- •5.2. Оброблення свинячих голів
- •5.3. Оброблення м’якушевих субпродуктів
- •5.4. Оброблення слизових субпродуктів
- •5.5. Оброблення шерстних субпродуктів
- •Контрольні запитання і завдання
- •6.1. Технологія оброблення кишок
- •6.2. Оброблення кишок на потоково-механізованих лініях
- •6.3. Вади кишкової сировини і фабрикату
- •Контрольні запитання і завдання
- •7.1. Склад і властивості жирів
- •7.2. Характеристика жиросировини
- •7.3. Технологія харчових тваринних жирів
- •7.4. Витоплювання жиру
- •7.5. Витоплювання жиру із м’якої сировини в установках періодичної дії
- •7.6. Витоплювання жиру із м’якої сировини під надмірним тиском
- •7.7. Витоплювання жиру із м’якої сировини в установках безперервної дії
- •7.8. Витоплювання жиру із твердої сировини в установках періодичної дії
- •7.9. Виробництво жиробілкової емульсії
- •7.10. Витоплювання кісткового жиру в установках безперервної дії
- •Контрольні запитання і завдання
- •8.1. Основні види продукції з крові та вимоги до якості сировини
- •8.2. Консервування крові
- •8.3. Стабілізація крові
- •8.4. Дефібринування крові
- •8.5. Сепарування крові
- •8.6. Технологія отримання просвітленої крові
- •8.7. Сушіння крові і плазми (сироватки)
- •8.8. Способи розпилення крові
- •8.9. Вибір режиму сушіння
- •8.10. Сушарки для крові і плазми (сироватки)
- •8.11. Виробництво кров’яного борошна
- •Контрольні запитання і завдання
- •9.1. Загальна характеристика сировини для виробництва органопрепаратів
- •Контрольні запитання і завдання
- •10.1. Причини псування м’яса та м’ясних продуктів
- •10.2. Вплив температури на якість м’яса та м’ясних продуктів при зберіганні
- •10.3. Технологія консервування м’яса та м’ясних продуктів
- •10.4. Заморожування та зберігання замороженого м’яса та м’ясних продуктів
- •Контрольні запитання і завдання
- •11.1. Технологія підготовки шкур до консервування
- •11.2.1. Сухосольовий спосіб консервування
- •11.2.2. Консервування шкур тузлукуванням
- •11.3. Сортування, маркування і пакування шкур
- •11.4. Технологія оброблення щетини-шпарки
- •11.5. Технологія оброблення волосу худоби
- •Контрольні запитання і завдання
- •12.1. Асортимент ковбасних виробів
- •12.2. Вимоги до готової продукції
- •12.3. Вимоги до сировини і допоміжних матеріалів
- •12.3.1. Основна сировина
- •12.3.2. Допоміжна сировина і матеріали
- •12.4. Технологічний процес
- •12.4.1. Приймання сировини
- •12.4.3. Розбирання сировини
- •12.5. Виробництво варених ковбасних виробів
- •12.5.1. Вторинне подрібнення і приготування фаршу
- •12.5.2. Наповнення оболонок фаршем і формування ковбасних виробів
- •12.5.3. Термічне оброблення варених ковбасних виробів
- •12.6. Фаршировані ковбаси
- •12.7. Виробництво напівкопчених ковбас
- •12.7.1. Перший спосіб виробництва напівкопчених ковбас
- •12.7.2. Другий спосіб виробництва напівкопчених ковбас
- •12.8. Виробництво ковбасних виробів із м’яса птиці
- •12.9. Виробництво варено-копчених ковбас
- •12.9.1. Перший спосіб виробництва варено-копчених ковбас
- •12.9.2. Другий спосіб виробництва варено-копчених ковбас
- •12.10. Виробництво сирокопчених ковбас
- •12.10.1. Перший спосіб виробництва сирокопчених ковбас
- •12.10.2. Другий спосіб виробництва сирокопчених ковбас
- •12.10.3. Особливості виробництва напівсухих сирокопчених ковбас
- •12.11. Виробництво сиров’ялених ковбас
- •12.12. Особливості виробництва деяких видів ковбасних виробів
- •12.12.2. Виробництво ліверних ковбасних виробів
- •12.12.4. Виробництво холодців
- •12.12.5. Виробництво сальтисонів
- •12.13. Виробництво продуктів із свинини, яловичини і баранини
- •12.13.1. Асортимент виробів
- •12.13.2. Технологія виробів із свинини, яловичини і баранини
- •12.13.3. Продукти зі свинячого шпику
- •12.14. Контроль якості ковбасних виробів
- •Контрольні запитання і завдання
- •13.1. Асортимент м’ясних консервів
- •13.2. Вимоги до готової продукції
- •13.3. Характеристика сировини м’ясних консервів
- •13.3.1. Основна сировина
- •13.3.2. Харчові добавки і прянощі
- •13.4. Консервна тара і вимоги до неї
- •13.5. Виготовлення тари
- •13.6. Маркування консервів
- •13.7. Основні технологічні процеси виробництва м’ясних консервів
- •13.8. Підготовка сировини для виготовлення консервів
- •13.9. Подрібнення м’ясної сировини
- •13.10. Перемішування сировини
- •13.11. Підготовка допоміжних компонентів
- •13.12. Підготовка і санітарне оброблення консервної тари
- •13.13. Фасування сировини в банки
- •13.14. Герметизація банок
- •13.15. Перевірка герметичності закупорених банок
- •13.16. Стерилізація консервів
- •13.17. Теоретичні основи теплового оброблення консервів
- •13.18. Визначення формули стерилізації
- •13.19. Способи розрахунку змін поживної цінності продуктів при стерилізації
- •13.20. Техніка стерилізації консервів
- •13.21. Особливості виготовлення пастеризованих консервів
- •13.23. Сортування, пакування і зберігання консервів
- •13.23.1. Сортування консервів
- •13.23.2. Пакування консервів
- •13.23.3. Зберігання консервів
- •13.24. Реалізація консервів
- •Контрольні запитання і завдання
- •14.1. Виробництво напівфабрикатів
- •14.1.1. Натуральні напівфабрикати
- •14.1.2. Паніровані напівфабрикати
- •14.1.3. Мариновані напівфабрикати
- •14.1.4. Січені напівфабрикати
- •14.2. Продукти швидкого приготування
- •Контрольні запитання і завдання
- •15.1. Теоретичні основи створення комбінованих м’ясних продуктів
- •15.2. Фізіологічна роль білків
- •15.3. Фізіологічна роль жирів і вуглеводів
- •15.4. Фізіологічна роль харчових волокон
- •15.6. Сучасна система асиміляції їжі
- •15.7. Шляхи поліпшення використання вторинної сировини тваринного походження
- •15.8. Поживна цінність і технологічні властивості сировини рослинного походження
- •15.9. Класифікація сировини і харчових добавок для виробництва комбінованих м’ясних продуктів
- •15.10. Технологічні процеси виробництва комбінованих м’ясних продуктів
- •15.10.2. Виробництво комбінованих ковбасних виробів
- •15.11. Підходи до аналізу вхідних характеристик сировини і технологічних процесів виробництва комбінованих м’ясних продуктів
- •15.12. Рангове оцінювання якості комбінованих м’ясних продуктів
- •Контрольні запитання і завдання
- •16.1. Будова і фізичні властивості яєць
- •16.2. Фізико-хімічні властивості яєчного білка
- •16.3. Фізико-хімічні властивості яєчного жовтка
- •16.4. Хімічний склад шкаралупи яєць
- •16.5. Первинне оброблення і зберігання яєць
- •16.6. Дефекти і мікробне псування яєць
- •16.7. Виробництво яйцепродуктів
- •16.7.1. Виробництво яєчного меланжу
- •16.7.2. Виробництво сухих яєчних продуктів
- •16.8. ПАКУВАННЯ І ЗБЕРІГАННЯ СУХИХ ЯЄЧНИХ ПРОДУКТІВ
- •Контрольні запитання і завдання
- •17.1. Характеристика і призначення клею
- •17.2. Характеристика і призначення желатину
- •17.3. Сировина для виробництва клею і желатину
- •17.4. Технологічний процес виробництва клею і желатину
- •17.5. Технологічна підготовка м’якушевої сировини
- •17.6. Технологічна підготовка твердої сировини
- •17.7. Лужне та кислотне оброблення сировини
- •17.8. Видалення желеутворювальних речовин
- •17.9. Оброблення бульйону
- •Контрольні запитання і завдання
- •18.1. Асортимент тваринних кормів
- •18.2. Кормовий і технічний жири
- •18.3. Сировина для виробництва сухих тваринних кормів та жирів для кормових і технічних потреб
- •18.4. Технологічні схеми переробки нехарчової сировини
- •18.4.1. Приймання та підготовка нехарчової сировини до переробки
- •18.4.2. Сортування, промивання і подрібнення нехарчової сировини
- •18.4.3. Теплове оброблення нехарчової сировини
- •18.4.4. Оброблення шквари
- •18.4.5. Коагуляція крові, формених елементів і шляму
- •18.5.1. Переробка технічної сировини в горизонтальних вакуумних котлах з відбиранням жиру на пресах
- •18.5.2. Переробка технічної сировини у вакуумних котлах з проміжним відбиранням жиру на центрифузі
- •18.5.3. Виробництво сухих тваринних кормів на лінії К7-ФКЕ
- •18.5.6. Переробка технічної сировини у горизонтальних вакуумних котлах з проміжним відбиранням жиру, суміщеним із сушінням і тонким подрібненням
- •18.6. Вимоги до якості сухих тваринних кормів
- •18.7. Оброблення жирів для кормових і технічних потреб
- •18.8. Пакування, зберігання та транспортування технічного і кормового жирів
- •Контрольні запитання і завдання
- •Список рекомендованої літератури

Частина ІІІ. Переробêа м’яса та м’ясної сировини
ступами на вінчику і кришка притискує (рис. 13.19, г) кільцеву ущільнювальну прокладку до горловини банки.
Для герметизації консервних банок з вінчиками горловини ІІІ
типу з попереднім заповненням підкришкового простору сухою парою використовують закупорювальні паровакуумні автомати типу Б4-КУТ-2А та закупорювальні машини Ж4-УМТ-8 продукти- вністю 100 – 130 банок за хвилину.
Герметизація ламістерної тари. Тара із ламістеру після на-
повнення накривається кришкою і за допомогою напівавтомата Б4-УТУ-1 відбувається її герметизація методом термозварювання.
Автомат Б4-КУТ-3 призначений для герметизації методом по- двійного термошва банок із ламістеру типу 2Л, 3Л, 21Л (цилінд- ричних) та 1Л, 4Л, 9Л (прямокутних). Продуктивність автомата до 80 банок за хвилину.
13.15. ПЕРЕВІРКА ГЕРМЕТИЧНОСТІ ЗАКУПОРЕНИХ БАНОК
Після герметизації банок у технологічних лініях для фасуван- ня консервів передбачено перевірку герметичності наповнених і закупорених банок для того, щоб негерметичні банки не надійшли в автоклав.
Після герметизації банки оглядають візуально і виявляють бан- ки з явними ознаками негерметичності.
На м’ясоконсервних заводах широко застосовують спосіб пере- вірки банок на герметичність, використовуючи водяну ванну, яка пофарбована всередині білою фарбою і має добре освітлення. Ван- ну заповнюють гарячою водою (80 – 90 °С). По спусках протягом 1 – 2 хв закатані банки переміщуються у воді. Внаслідок нагрі- вання і розширення в середині банок за наявності порушень їх герметичності повітря витискується з банок і підіймається через воду у вигляді бульбашок. Негерметичні банки видаляють, роз- кривають і вміст перекладають у чисті банки.
АТ «Полтавамаш» виготовляє пристрій для перевірки банок на герметичність К7-ФКЦ/2-12.
Під час виробництва консервів на підприємствах великої потуж- ності якість роботи машин при герметизації банок перевіряють введенням у порожні банки 5 – 6 крапель етилового ефіру, зака- тують їх і опускають у ванну з гарячою водою температурою 80 – 85 °С. Герметичність банок перевіряють за відсутністю або виді- ленням бульбашок пари ефіру чи повітря.
На підприємствах великої потужності використовують також вакуумні або повітряно-водяні тестери, які мають камери контро- лю герметичності банок, застосовують вакуум або стиснене по- вітря.
Іноді використовують метод перерізання швів на металевих банках і контролюють якість закатування за допомогою фальце- проекторів типу ДР-1.
416

Розділ 13. Виробництво м’ясних банêових êонсервів
Якість роботи закатних (закупорювальних) машин перевіряють не менше ніж тричі за зміну для кожної пари роликів.
Якщо впродовж години перевірки кількість негерметичних ба- нок перевищує 0,1 %, то закатну (закупорювальну) машину зупи- няють і переналагоджують закатний механізм.
Загальні втрати банок і кришок при виготовленні консервів під час регулювання обладнання, перевірки на герметичність, тепло- вого оброблення та інших операцій не повинні перевищувати 0,25 % від загального обсягу продукції, що виготовляється.
Після закатування і перевірки на герметичність банки за по- треби миють у щіткових машинах за температури води 40 – 45 °С для очищення їхьої поверхні від забруднень (залишків продукції та ін.) і направляють на стерилізацію.
Для запобігання інтенсивному розвитку мікрофлори і фізико- хімічних процесів у вмісті банок проміжок часу після герметизації банок до початку стерилізації не повинен перевищувати 30 хв. Порушення цієї умови призводить до виникнення дефектів готової продукції.
13.16. СТЕРИЛІЗАЦІЯ КОНСЕРВІВ
Стерилізація консервів є найважливішою технологічною опе- рацією, яка здійснюється для знищення мікроорганізмів у вмісті банок і забезпечення потрібного терміну зберігання без псування.
Стерилізацію сировини у герметичній тарі можна проводити з використанням електромагнітного поля струму високих (СВЧ) та надвисоких (СНВЧ) частот, іонізуючим випромінюванням і тепло- вим обробленням.
В електромагнітному полі СВЧ і СНВЧ продукт нагрівається в результаті утворення теплоти в клітинах під впливом змінного струму. Висока проникність у м’ясні продукти електромагнітних полів СВЧ і СНВЧ сприяє нагріванню сировини одночасно по всьому об’єму банок. Завдяки цьому м’ясопродукти можна швидко нагрівати до температури 140 – 145 °С і значно швидше (за 2 – 3 хв) знищити мікрофлору, ніж при нагріванні парою або водою.
Зменшення часу нагрівання м’ясних продуктів під час стерилі- зації дає змогу краще зберегти поживну цінність і органолептичні властивості продукту.
Дослідження показали, що стерилізаційний ефект при викори- станні СНВЧ-енергії зумовлюється не тільки тепловим ефектом.
Стерилізацію з використанням СВЧ- та СНВЧ-енергій можна використовувати для продуктів, упакованих у скляну або полімер- ну тару.
Стерилізація консервів у електромагнітному полі СВЧ і СНВЧ є перспективним напрямом розвитку технології консервування м’ясних продуктів.
Стерилізація іонізуючим випромінюванням здійснюється рент- генівськими променями в діапазоні хвиль (0,2…20)10–6 м та
417

Частина ІІІ. Переробêа м’яса та м’ясної сировини
γ-променями. Проникність γ-променів Рентгена достатня для практичного використання, якщо інтенсивність випромінювання висока. Недоліком використання цього способу є складність апа- ратурного оформлення.
З великого діапазону радіоактивних променів практичне зна- чення мають γ-промені зі значною проникною здатністю. Характер дії іонізуючого випромінювання на м’ясні продукти залежить від енергії та дози опромінювання, тобто кількості опромінення, яке поглинуте продуктом. Для оцінювання дози відносно певної опро- міненої сировини застосовують одиниці, еквівалентні рентгену або безвідносні — ради (1 рад = 1 ерг/г).
Однакової дози опромінювання можна досягти при великій енергії опромінювання і малому часі впливу, або при малій енер- гії, але тривалому часі. Проте ефект дії цієї дози не буде рівноз- начним, що пов’язано з характером змін речовин, який залежить від енергії опромінювання. За енергій до 10 000 еВ відбуваються збудження молекул, утворення активних радикалів, відрив елект- ронів і утворення іонів, а також радіоліз речовин і насамперед во- ди. Електрони (іони) приєднуються до інших атомів або молекул і впливають на хімічний склад продукту. Вільні радикали мають високу хімічну активність. За їх участю утворюються сильні окис- ники, які впливають на речовини, що опромінюються.
Дуже чутливі до прямого впливу іонізуючого випромінювання жири. Вільні радикали жирних кислот спричинюють реакцію ти- пу автоокиснення, внаслідок чого виникають ознаки псування жирів.
Багато тваринних білків зазнають структурних змін, характер- них для денутараційних процесів, а також відбувається деполіме- ризація білкових молекул. У результаті розпаду цистину і глюта- тіону утворюються сірководень, меркаптани та інші сірковмісні сполуки, які беруть участь у розвитку «запаху опромінення». При
опроміненні середніми дозами (приблизно 106 рад) міоглобін пе- ретворюється на оксиміоглобін. Зазнають змін і вільні амінокис- лоти, вітаміни та інші водорозчинні компоненти.
Смертельна доза для мікроорганізмів вегетативних форм не перевищує 0,5 млн рад, для плісені — 1 млн рад. Спори мають у 4 – 5 разів вищу стійкість, ніж вегетативні мікроби. Помірні дози (до 0,5 млн рад) мають стерилізаційний ефект, аналогічний теп- ловій пастеризації. Промислової стерилізації досягають опроміню- ванням м’ясопродуктів у межах 1,5 – 2,0 млн рад. Для знищення Сl. botulіnum (збудника ботулізму) потрібна доза 4 – 5 млн рад.
Ферменти мають значну стійкість до опромінення і для їх раді-
аційної інактивації потрібні ще більші дози — до 107 рад. Однак такі великі дози спричинюють розпад білків, жирів, вуглеводів та вітамінів, особливо аскорбінової кислоти, утворення токсичних речовин, сторонніх запахів та присмаків у продуктах. Тому для оброблення консервів, як й інших харчових продуктів, стериліза-
418

Розділ 13. Виробництво м’ясних банêових êонсервів
ція з використанням радіоактивних променів не придатна. До то- го ж білки м’яса залишаються неденатурованими і для доведення їх до готовності (до споживання) потрібне додаткове теплове обро- блення консервів.
Перспектива широкого впровадження в консервну промисло- вість іонізуючого випромінювання для знищення мікроорганізмів
увмісті банок є незначною.
Усвітовій практиці консерви стерилізують тепловим способом. Найпоширенішими способами теплового оброблення є стериліза- ція і пастеризація.
Стерилізацію консервів проводять за температури 100 °С і ви- ще, пастеризацію — 75 – 100 °С.
13.17.ТЕОРЕТИЧНІ ОСНОВИ ТЕПЛОВОГО ОБРОБЛЕННЯ КОНСЕРВІВ
Для виробництва консервів використовують м’ясо і субпродук- ти, отримані від здорових тварин, птиці та кролів.
Водночас м’ясо обсіменяється мікробами як під час первинної переробки туш, так і в процесі їх зберігання, підготовки, розби- рання, обвалювання, сортування та подрібнення м’яса.
Мікрофлора, яка є в м’ясі, різноманітна і її кількість в 1 см3 м’ясопродуктів може досягти значних рівнів при допустимому рів- ні від 103 до 2 105 клітин.
На санітарний стан м’яса впливають такі види мікрофлори:
патогенні (сальмонели, стафілококи, стрептококи);
токсикогенні спороутворювальні анаероби Сl. botulіnum;
гнильні анаероби Сl. sрorogеnеs, Сl. рutrіfісum, Сl. реrfrіngеns;
умовно патогенні Е. сolі, S. аurеus, B. сеrеus, бактерії роду Рrotеus і сульфітредукуючі клостридії;
дріжджі та плісеневі гриби;
санітарно-показові: бактерії групи кишкової палички БГКП (коліформи); мезофільні анаеробні і факультативно анаеробні мік- роорганізми (МАФАнМ); бактерії роду Еntеrobасtеrісеае і ентеро- коки.
Для цих груп мікроорганізмів існують гігієнічні нормативи щодо мікробіологічних показників безпеки консервів.
Консерви стерилізують з метою знищення мікрофлори, яка здат-
на розвиватися в консервах за звичайних умов зберігання і спри- чинювати псування консервів, а також утворювати продукти жит- тєдіяльності (токсини), небезпечні для життя людини. До таких мікроорганізмів належать токсикогенні спороутворювальні анае- роби Сl. botulіnum і гнильні анаероби Сl. sрorogеnеs, Сl. рutrі- fісum, Сl. реrfrіngеns.
Найнебезпечніші бактерії Сl. botulіnum— збудники ботулізму. Сl. botulіnum має шість типів — А, В, С, D, Е і F. Найбільш термо- стійкі типи А і В, тому вони особливо небезпечні. Спори цих клос-
419
Частина ІІІ. Переробêа м’яса та м’ясної сировини
тридій не гинуть при багатогодинному кип’ятінні. Сl. botulіnum є сапрофітами і розвиваються лише на неживих тканинах, але в процесі життєдіяльності вони продукують токсин — надзвичайно небезпечну нервово-паралітичну отруту. Небезпечність токсину зумовлена не тільки отруйною дією мізерних доз токсину, а й тим, що дія його виявляється лише через 8 – 12 год після потрапляння отрути в організм людини, коли врятувати життя людини можна лише введенням на початку захворювання антиботулінової сиро- ватки. Тому в консервному виробництві практично всі режими залежать від умов інактивації бактерій Сl. botulіnum.
У разі порушення режимів стерилізації в консервах можуть розвиватися гнильні анаероби Сl. sрorogеnеs, Сl. рutrіfісum, Сl. реrfrіngеns. У процесі їх життєдіяльності утворюються протео- літичні ферменти, які швидко гідролізують білкові системи з утворенням пептидів — первинних продуктів гнильного розпаду білків, а потім і кінцевих продуктів розпаду — пептонів, окремих амінокислот, газоподібних речовин з неприємним запахом (сірко- водень, аміак та ін.), а також отруйних речовин — індолу, скатолу та ін. Структура м’яса розпушується, воно набуває неприємного смаку і запаху. Консервні банки з ознаками мікробного псування здуваються й утворюється бомбаж банок.
М’ясні продукти з бомбажних банок мікробного псування не можна вживати. Тому після аналізу і виявлення причин бомбажу консерви з ознаками мікробного псування знищують.
Після стерилізації в консервах не виключається наявність пооди-
ноких (не більше ніж 1 клітина в 1 г (см3) продукту) спороутворюва- льних мезофільних анаеробних і факультативно-анаеробних мікро- організмів типу сінної палички (B. subtіlіs) і картопляної палички (B. mеsеntеrісus), які під час зберігання консервів не розмножуються і не утворюють шкідливих для організму людини речовин.
Щоб забезпечити належний санітарно-гігієнічний рівень консе- рвів, ступінь обсіменіння сировини спорами цих мікроорганізмів до
стерилізації не повинен перевищувати 103 клітин в 1 г (см3). Чим вища температура стерилізації, тим кращий стерилізаційний ефект.
Повне знищення спор мікроорганізмів відбувається вже за те- мператури 135 °С протягом 5 хв. При цьому відбувається повна стерилізація консервів. Однак високі температури впродовж пев- ного часу негативно впливають на фізико-хімічні та органолеп- тичні властивості вмісту консервів.
У промисловості консерви, призначені для тривалого зберіган- ня, стерилізують за температури 115 – 120 °С. Таке температурне оброблення забезпечує мікробіологічну стабільність і санітарно- гігієнічну безпеку консервів під час зберігання і реалізації за но- рмальних умов без використання холодильників. Ці консерви на-
зивають повними консервами.
Режими стерилізації, які не виключають наявності у консервах нешкідливих типів мікроорганізмів, але забезпечують мікробіоло-
420

Розділ 13. Виробництво м’ясних банêових êонсервів
гічну стабільність і безпеку продукту при зберіганні, називають
промисловою стерилізацією.
Під час виробництва консервів закусочного типу з ніжною кон- систенцією та високими органолептичними властивостями вико- ристовують температуру стерилізації 105 – 112 °С. Проте такі кон- серви зберігають за температури 10 – 15 °С протягом року. Вони мають назву «3/4» консервів.
Консерви, які зазнали термічного оброблення за температури 100 °С і нижче, що забезпечує загибель нестійкої неспороутворю- вальної мікрофлори, зменшує кількість спороутворювальної мік- рофлори і забезпечує мікробіологічну стабільність та безпеку про- дукту впродовж обмеженого терміну зберігання за температури 6 °С і нижче, називають напівконсервами (пастеризовані шинки, бекон та ін.).
Отже, для забезпечення якості й органолептичних показників (смак, аромат, консистенція) режими термічного оброблення, які використовують у промисловості при стерилізації консервів, не завжди забезпечують абсолютну стерилізацію консервів, але про- тягом певного часу сприяють їх доброякісності й здатності до збе- рігання. Вибір режимів термічного оброблення зумовлюється та- кож змінами фізико-хімічних та органолептичних властивостей вмісту консервів, вітамінів та ін.
Вплив нагрівання на мікрофлору. Мікроорганізми можна знищувати за температури близько 60 °С і вище. Не існує конкре- тної температури, яка спричинює загибель мікроорганізмів, оскі- льки крім температури на мікроорганізми впливає також час тер- мооброблення.
Щоб визначити час загибелі мікроорганізмів за певної темпе- ратури, їх завись розміщують у скляні капіляри і запаюють з обох боків. Для миттєвого прогрівання капіляри занурюють у нагріте до певної температури рідке середовище. Капіляри виймають че- рез певний час (наприклад, через 5 хв) по кілька штук, миттєво охолоджують їх у крижаній воді й визначають наявність живих мікроорганізмів (спор). Час, за який усі мікроби будуть знищені, називають смертельним (летальним) часом для певного виду мік- рофлори за цієї температури. Поняття смертельного часу є умов- ним, бо на нього впливають фізико-хімічні властивості реальних продуктів, температура стерилізації, вид і кількість мікроорганіз- мів.
Мікроорганізми здатні витримувати значні коливання темпе- ратури зовнішнього середовища. Залежно від діапазонів темпера- тури, за яких мікроорганізми зберігають життєздатність, їх поді- ляють на три категорії: мінімальний, оптимальний та максима- льний (табл. 13.11). Оптимальною вважають температуру, за якої найповніше виявляються всі життєві функції мікроорганізмів. За межами максимальної температури мікроорганізми не розмножу- ються і гинуть.
421

Частина ІІІ. Переробêа м’яса та м’ясної сировини
Таблиця 13.11. Кардинальні температурні точки мікроорганізмів
Вид мікроорганізмів |
Діапазон температур, °С |
||
за термостійкістю |
|
|
|
Мінімальний |
Оптимальний |
Максимальний |
|
Психрофіти |
–10 – 0 |
15 – 20 |
30 – 35 |
Мезофіли |
0 – 10 |
25 – 37 |
40 – 45 |
Термофіли |
35 |
50 – 60 |
75 – 85 |
Загибель мікроорганізмів при нагріванні до температур, ви- щих від максимального діапазону, зумовлюється зміною колоїдно- го стану протоплазми мікробних клітин, денатурацією білків і зміною ферментативної системи клітин.
У вологому середовищі більшість безспорових мікроорганізмів (тобто вегетативних клітин) гине за температури від 60 до 80 °С усього за кілька хвилин. Найбільший летальний час виявлено для Bас. сolі — 15 хв при 80 °С. Летальний час для спорових форм мікроорганізмів значно перевищує ці рівні. Так, смертельний час за температури 100 °С становить для B. subtіlіs 120 хв, для B. mе- sеntеrісus — 110, для Сl. botulіnum (штам В) — 150, Сl. botulіnum (штам А) — 330 хв.
Відмінність у впливі високих температур на вегетативні й спо- рові мікроорганізми пояснюється тим, що за приблизно однаково- го вмісту вологи кількість вільної вологи у клітинах мікроорганіз- мів вегетативних форм становить 75 – 80 %, а в клітинах бацил (спороутворювальні мікроби) — лише до 40 %. Більша частина во- логи в спорах перебуває у зв’язаному стані й не здатна створювати умови для коагуляції білків. Крім того, термостійкість спорових форм мікроорганізмів зумовлюється наявністю щільної поверхне- вої оболонки, що не пропускає зовнішню вологу в середину клітин.
Серед мікроорганізмів навіть одного виду через коливання вмі- сту вологи існують відхилення показників за термостійкістю, що зумовлює неодночасну загибель усіх мікроорганізмів за однакових умов стерилізації.
Різні види мікроорганізмів мають різну стійкість до нагріван- ня. Нагрівання за температури 100 °С і вище спричинює знищен- ня вегетативних форм мікроорганізмів і більшої частини споро- вих. Під впливом температури інактивуються (перероджуються) спори, що не загинули, і їх здатність до пророщення значно ослаб- лена.
За даними Ч. Болла, для кожного виду мікроорганізмів існує зворотна залежність між часом відмирання і температурою нагрі- вання при однаковому стерилізаційному ефекті. Якщо температу- ру стерилізації підвищувати в арифметичній прогресії, то смерте- льний час зменшуватиметься у геометричній прогресії.
Залежність між температурою стерилізації і часом відмирання в напівлогарифмічних координатах має вигляд прямої (рис. 13.20).
Рівняння, що описує цю пряму, можна подати так:
422

Розділ 13. Виробництво м’ясних банêових êонсервів
|
lg |
y |
= |
x |
, |
(13.5) |
|
|
|
|
|
|
|||||
|
|
τ |
|
Z |
|
|
||
де у — летальний час за |
|
|||||||
температури |
стериліза- |
|
||||||
ції, хв; τ — летальний |
|
|||||||
час |
за |
температури |
|
|||||
121,1 °С, хв; х — різниця |
|
|||||||
між |
температурою |
ета- |
|
|||||
лону |
(121,1 °С) і |
тем- |
|
|||||
пературою |
стерилізації, |
|
||||||
°С; Z — константа, що |
|
|||||||
позначає різницю |
тем- |
|
||||||
ператури у градусах Це- |
|
|||||||
льсія, на яку потрібно |
|
|||||||
підвищити |
температуру |
|
||||||
стерилізації |
|
для |
зни- |
Рис. 13.20. Залежність летального часу для |
||||
ження летального часу в |
Сl. botulіnum від температури у напівлога- |
|||||||
рифмічних координатах |
||||||||
10 разів (константа тер- |
|
|||||||
мостійкості).
Експериментально визначено значення Z для: Сl. botulіnum, Сl. sрorogеnеs — 9,5 °С, термофільних мікроорганізмів — 10 °С.
Рівняння (13.5) має важливе практичне значення. Якщо певну температуру взяти за еталон і знайти для неї значення смертель- ного часу, то можна розрахувати час стерилізації за будь-якої тем- ператури (понад 100 °С) при такому самому стерилізаційному ефек- ті, як і під впливом еталонної температури.
Термомікробіологи всього світу прийняли запропоновану аме- риканським вченим Ч. Боллом еталонну температуру 250 °F. У перерахунку зі шкали Фаренгейта на стоградусну шкалу С = (F – 32)·5/9 = (250 – 32)·5/9 = 121,1 °С.
Температуру 250 °F обрано тому, що в той час це була найвища температура, за якої стерилізували консерви. Для більшості мік- роорганізмів було визначено стерилізаційний ефект від 90 до
121,1 °С.
Вплив кількості мікробних тіл у сировині на процес сте-
рилізації. Кількість і вид мікроорганізмів істотно впливають на час стерилізації консервів. За однакових умов стерилізації різні види і кількість мікроорганізмів потребують для знищення різно- го часу (табл. 13.12).
При зменшенні початкового вмісту мікроорганізмів культури 26 з 46 000 до 40 спор летальний час зменшується втричі. Анало- гічна тенденція впливу початкової кількості мікроорганізмів на летальний час спостерігається й для інших культур за різних тем- ператур.
З фізико-хімічного погляду процеси, що спричинюють загибель мікроорганізмів, відбуваються за типом мономолекулярних реак-
423

Частина ІІІ. Переробêа м’яса та м’ясної сировини
цій, тобто реакцій першого порядку. Виходячи з цих міркувань, залежність швидкості відмирання мікроорганізмів від їх кількості можна визначити за формулою
−dN |
= k N, |
(13.6) |
dτ |
0 |
|
де N — кількість мікроорганізмів на початку стерилізації; k0 — коефіцієнт швидкості відмирання мікроорганізмів, хв–1; τ — час
стерилізації, хв; −dNdτ — швидкість знищення мікроорганізмів.
Таблиця 13.12. Вплив виду і кількості мікроорганізмів на летальний
час
Номер культури |
Кількість спор в 1 г, см3 |
Летальний час для зни- |
щення спор при 115 °С |
||
26 |
46 000 |
65 |
|
4300 |
35 |
|
400 |
28 |
|
40 |
22 |
4010 |
35 000 |
42 |
|
2550 |
26 |
|
273 |
21 |
|
58 |
10 |
4112 |
35 000 |
50 |
|
1000 |
28 |
|
100 |
18 |
|
13 |
10 |
Після ділення змінних у рівнянні (13.6) воно набирає вигляду
dN |
= −k dτ. |
(13.7) |
||
|
N |
0 |
|
|
Після інтегрування рівняння (13.7) має вигляд |
|
|||
ln |
N0 |
= k τ +C. |
(13.8) |
|
N |
||||
|
0 |
|
||
Сталу інтегрування С можна визначити, виходячи з того, що при τ = 0 кількість мікроорганізмів у сировині до початку стерилі-
зації дорівнює N0. Тоді С = lnN0 |
і рівняння (13.8) набере вигляду |
|||
lnN = −k0τ+ lnN0 |
|
|||
або |
|
|
||
ln |
N0 |
= k τ. |
(13.9) |
|
N |
||||
|
0 |
|
||
Після переведення натурального логарифма в десятковий і по- значення k = k0/2,303 матимемо
424

Розділ 13. Виробництво м’ясних банêових êонсервів
lg |
N0 |
= kτ. |
(13.10) |
|
N |
||||
|
|
|
Якщо позначити кількість мікроорганізмів N наприкінці сте- рилізації через Nк, то коефіцієнт k можна визначити за формулою
k = 1lgN0.
τ Nк
Рівняння (13.9) можна подати у такому вигляді:
Nк = N0τ. 10k
(13.11)
(13.12)
Час, який потрібний для знищення початкової кількості N0 мік- рофлори до кінцевої, заздалегідь визначеної кількості Nк, розра- ховують за формулою
τ = |
1lgN0 . |
(13.13) |
|
k Nк |
|
Позначимо фактор 1/k = D, тоді рівняння (13.13) набере вигляду
τ = DlgN0
Nк
або |
lgN0 |
= |
τ |
. |
|
||||
|
Nк |
|
D |
|
(13.14)
(13.15)
Величина D є константою для кожного виду мікроорганізмів, яка характеризує швидкість відмирання (інактивації) спор за пев- них умов стерилізації (температура, вид мікроорганізмів, умови середовища).
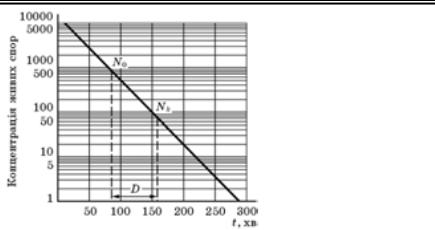
Константа D характеризує час (у хвилинах), за який при зада- ній температурі стерилізації (у градусах Цельсія) кількість живої мікрофлори (спор) у продукті зменшується в 10 разів. Залежність логарифма кількості живих спор від тривалості нагрівання має вигляд прямої (рис. 13.21).
За температури стерилізації 121,1 °С у буферному розчині зна-
чення D для Сl. botulіnum становить 0,27 хв, Сl. sрorogеnеs — D = 1
хв, для термофільних — D = 2…4 хв. Як видно з рівняння (13.14), тривалість стерилізації τ має логарифмічну залежність від кілько- сті мікрофлори у сировині, тому повністю знищити мікрофлору (тобто здійснити абсолютну стерилізацію) при існуючому рівні техніки неможливо.
Під час стерилізації кількість живих спор у сировині можна
зменшити до мінімального значення, наприклад у 105 – 107 разів. Чим менше мікроорганізмів у сировині, тим менше їх буде в кон- сервах за однакових умов стерилізації.
425
Частина ІІІ. Переробêа м’яса та м’ясної сировини
Отже, при термічно- му обробленні консервів не досягають абсолют- ної стерилізації, а лише отримують певний сту- пінь стерилізації n:
n = lgN0 |
(13.16) |
Nк |
|
або
−n = lgNк. (13.17)
N0
Ступінь стерилізації є логарифмом частки мікроорганізмів, що ви- жили під час нагріван- ня, взятий із протилеж- ним знаком.
Летальний (смертельний) час позначають символом F у хвили- нах. Для позначення летального часу за певної температури t, °С, до символу F додають значення температури Ft, наприклад
F110 °С.
Летальний час залежить від температури стерилізації (див. табл. 13.12), тому для порівняння дії різних режимів стерилізації його виражають в умовних хвилинах. За умовну хвилину леталь- ного часу взято нагрівання протягом 1 хв за температури 121,1 °С.
Таким чином, летальний час не слід розуміти як час, потрібний для повного знищення мікрофлори. Летальним часом можна на- звати той проміжок часу, який необхідний для досягнення певної стерильності, тобто це час доведення нагріванням кількості мікро- організмів до заздалегідь визначеного числа, наприклад 1 живої спори у 10 тис. або 100 тис. банок.
Летальний час, як було показано раніше, залежить від початко- вої кількості мікрофлори N0, температури стерилізації, виду мікро-
флори, а також від рН середовища і хімічного складу консервів.
Вплив значення рН середовища на термостійкість мік-
роорганізмів. Залежно від значення активної кислотності рН консерви поділяють на дві групи. Консерви, вміст яких має зна- чення рН менше ніж 4,2, належать до кислих. Якщо значення рН більше за 4,2, то такі консерви вважають слабокислими. Слабокис- лими вважають м’ясні, м’ясо-рослинні та інші консерви на м’ясній основі. Розподіл консервів на кислі та слабокислі зумовлений на- самперед тим, що в кислих консервах не розвивається Сl. botu- lіnum.
426

Розділ 13. Виробництво м’ясних банêових êонсервів
Для інших гнильних анаеробів найсприятливішим є середо- вище з рН 6,0 і вище. Проте вони здатні розвиватися і в консервах з рН 4,5 – 5,0, але газоутворення при цьому не відбувається. За таких значень кислотної активності можуть розвиватися також термофільні анаероби типу Сl. tеrmosассhаrolіtісum, які здатні розкладати вуглеводи з утворенням газів. У слабокислих консер- вах, які містять цукор і крохмаль, часто розвиваються термофільні анаероби типу Bас. stеаrotеrmoрhіlus. Ці анаероби спричинюють скисання консервів. При цьому не утворюються газоподібні речо- вини і, отже, цей вид псування не супроводжується здуттям кри- шок, що ускладнює виявлення зіпсованих консервів.
Від значення рН залежить також тривалість стерилізації (табл. 13.13). У кислому середовищі термостійкі анаероби практично не розмножуються, а ті, що розвиваються, не є термостійкими. Таким чином, зі зниженням кислотності тривалість стерилізації (термо- стійкість мікрофлори) знижується, що підтверджується експери- ментальними даними, наведеними в табл. 13.13.
Таблиця 13.13. Вплив рН середовища на тривалість стерилізації
Температура, °С |
Тривалість стерилізації, хв, залежно від значення рН |
|||||
6,0 |
5,3 |
5,0 |
4,7 |
4,5 |
||
|
||||||
110 |
190 |
160 |
40 |
35 |
40 |
|
115 |
63 |
48 |
15 |
10 |
10,5 |
|
117 |
18 |
13 |
7 |
7 |
5 |
|
Активна кислотність істотно впливає на швидкість інактивації (константу D). В.В. Рогачова, Н.Н. Мазохіна та ін. запропонували емпіричну залежність значення D від рН середовища:
D121,1°C =1,7 рН−7,5. |
(13.18) |
Для Bас. Stеаrotеrmoрhіlus при 121,1 °С значення D для се- редовища з рН 7,1 – 7,2 становить 4,2; для рН 6,0 — D = 2,6; для рН 5,2 — D = 2,0.
Вважають, що основною причиною зменшення летального часу мікроорганізмів при підвищенні кислотності середовища є те, що кисла реакція прискорює денатураційні та коагуляційні процеси і знижує термостійкість мікроорганізмів.
Аналіз даних табл. 13.13 показує, що чим нижча кислотність і вища температура, тим швидше гинуть мікроорганізми й спори і тим менше часу потрібно для досягнення промислової стерильнос- ті консервів.
Вплив фізико-хімічних властивостей м’ясних продуктів на тривалість стерилізації. М’ясні консерви мають неоднорідну за складом структуру, тобто містять тверду і рідку фази. У рідкій фа- зі теплота передається конвективним шляхом. Передача теплоти в
427

Частина ІІІ. Переробêа м’яса та м’ясної сировини
твердих продуктах здійснюється переважно кондуктивним спосо- бом, тобто теплопередаванням. У консервах, що містять дві фази, теплота передається двома способами: конвекцією і теплопровід- ністю.
При значному вмісті рідкої фракції (бульйонів) консерви про- гріваються швидше за рахунок кондуктивних потоків. Проте в гу- стих консервах, які мають несуцільну рідку фракцію, конвектив- них потоків практично немає і нагрівання відбувається переважно кондуктивним способом, тобто теплопровідністю. Внаслідок не- значної теплопровідності м’ясних продуктів, вони прогріваються значно повільніше, ніж консерви з рідким вмістом.
Вміст води в консервах також значною мірою впливає на дена- тураційні процеси як глобулярних, так і фібрилярних білків. При тепловій денатурації глобулярних білків складені у глобули мо- лекули білка розгортаються лише у водному середовищі. Глобуля- рні білки, проходячи через фібрилярний стан, за рахунок міжмо- лекулярних сил утворюють агреговані білкові часточки, тобто пе- реходять у коагульований стан.
Під час нагрівання фібрилярних білків денатураційні процеси завершуються переходом зігнутої складчастої α-конфігурації по- ліпептидних ланцюгів у більш розтягнуту β-конфігурацію.
Якщо води (вільної вологи) немає, то денатурації білків не відбу- вається навіть при нагріванні до 100 °С. Сухий яєчний альбумін витримує п’ятигодинне нагрівання за температури 120 °С, не втра- чаючи своєї розчинності. Тому мікроорганізми, які перебувають у зневодненому середовищі або при недостатній кількості вологи, ги- нуть за значно вищих температур, ніж у рідинних консервах.
Причиною загибелі мікробів у зневодненому середовищі мо- жуть бути не тільки денатураційні зміни білків протоплазми клі- тини, а й зміни пірогенетичного характеру.
Крім вмісту вологи на вибір режимів стерилізації впливає наяв- ність у консервах жиру. Сухий залишок вмісту мікробних клітин є переважно білковими сполуками. Жир за рахунок адсорбційних сил утворює жирову оболонку навколо клітин. При цьому вони ізо- люються від зовнішньої вологи і теплота повільніше надходить до клітин. Нагрівання мікробних клітин у жирових капсулах нагадує «сухе» нагрівання мікроорганізмів. Отже, мікробні клітини в жиро- вому середовищі більш термостійкі і для досягнення ефекту проми- слової стерилізації потрібно більше часу нагрівання.
Кухонна сіль у концентраціях до 2,0 – 2,5 % (що характерно для м’ясних консервів) також істотно підвищує термостійкість мі- кробних клітин. Це пов’язано із зневодненням клітин унаслідок створення осмотичного тиску в системі навколишній розчин со- лі — протоплазма клітини.
Під час стерилізації консервів крім досягнення ефекту промис- лової стерилізації значну увагу приділяють також органолептич- ним показникам і збереженню поживної цінності продукту.
428

Розділ 13. Виробництво м’ясних банêових êонсервів
Під впливом високих температур у вологому середовищі крім денатураційних процесів відбувається гідроліз (розпад) білків до поліпептидів і поліпептидів до низькомолекулярних сполук.
Гідроліз колагену під час стерилізації має позитивне значення. Продукти розпаду колагену розчинні у воді і добре засвоюються організмом людини. Розчинені у воді продукти розпаду колагену з іншими розчинними речовинами утворюють бульйони, які у про- цесі охолодження застигають до стану желе. При застиганні буль- йони зв’язують значну кількість вологи.
Частковий розпад колагену сполучної тканини сприяє поліп- шенню структури м’яса. Тому в консервному виробництві широко використовують яловичину другої категорії або знежиловане м’ясо І і ІІ сортів (при ковбасному жилуванні). При використанні м’яса з незначним вмістом сполучної тканини для утворення желе в кон- сервах до м’яса додають ковбасну жилку, наприклад під час виго- товлення консервів «Сніданок туриста».
Швидкість і ступінь гідролізу колагену значно підвищуються при попередньому подрібненні м’яса (жилок). Під час нагрівання триголового м’яза великої рогатої худоби за температури 100 °С про- тягом 60 хв гідролізується приблизно 23 % колагену, а при 120 °С — до 46 %.
Якщо сировина під час підготовки перед стерилізацією зазнала попереднього термічного оброблення (бланшування, варіння, сма- ження та ін.), то ступінь гідролізу колагену становить 40 – 60 %. Проте надмірний гідроліз колагену при тривалій стерилізації за підвищених температур призводить до послаблення структури м’яса аж до розволокнення. При цьому відбувається гідроліз глю- тину до глютоз і більш низькомолекулярних сполук, що послаблює здатність бульйону до застигання.
Підвищення температури і тривалості стерилізації особливо не- гативно впливає на розчинні білки.
Ступінь гідролізу білків і поліпептидів залежить від температу- ри і тривалості стерилізації (табл. 13.14).
Таблиця 13.14. Вплив температури і тривалості стерилізації
на гідроліз білків і поліпептидів
Зміна форми азоту |
Темпе- |
Зміни, % до загального азоту, за три- |
|||||
ратура, |
|
валості нагрівання, хв |
|
||||
|
°С |
|
|
80 |
|
|
|
|
40 |
60 |
100 |
120 |
|||
Розпад білкового азо- |
110 |
2,4 |
3,2 |
3,5 |
5,1 |
7,3 |
|
ту до поліпептидного |
115 |
3,5 |
3,7 |
5,6 |
5,8 |
9,2 |
|
|
120 |
5,6 |
5,6 |
6,0 |
9,4 |
— |
|
|
125 |
— |
6,2 |
6,3 |
9,7 |
— |
|
Розпад білкового і |
110 |
1,0 |
1,5 |
1,7 |
3,1 |
5,2 |
|
поліпептидного азоту |
115 |
2,5 |
— |
4,0 |
4,4 |
7,2 |
|
до низькомолекуляр- |
120 |
3,7 |
4,1 |
— |
7,5 |
— |
|
них сполук |
|||||||
125 |
— |
4,3 |
4,4 |
8,0 |
— |
||
|
|||||||
|
|
|
|
|
|
|
|
429
Частина ІІІ. Переробêа м’яса та м’ясної сировини
Аналіз даних, наведених у табл. 13.14, свідчить про те, що за пев- них температур перетримування м’ясопродуктів під час стериліза- ції спричинює різке прискорення гідролітичних процесів. Так, за температури 115 °С в інтервалі від 100 до 120 хв витримування ступінь гідролізу білків збільшується на 3,4 % і поліпептидів на 2,1 %, за температури 120 °С — від 80 до 100 хв. Тобто перетриму- вання консервів під час стерилізації призводить до значних втрат білкових сполук та амінокислот.
Під час стерилізації відбувається термогідролітичний розпад амінокислот, що перебувають не тільки у вільному стані, а й у скла- ді білків. Під час нагрівання яловичини за температури 120 °С протягом 30 хв втрати валіну, метіоніну, треоніну, лейцину, фені- лаланіну становлять 10 – 15 %, а такі амінокислоти, як триптофан, лізин, гістидин, цистин гідролізуються на 20 % і більше.
Істотних змін при нагріванні за температури 65 °С і вище за- знають сірковмісні амінокислоти. У разі підвищення температури відбувається розпад дисульфідних містків у білкових молекулах і звільнення сульфгідрильних груп, які здатні вступати в численні хімічні реакції. За підвищення температури і часу оброблення цис- тин розпадається і поновлюються дві молекули цистеїну, при по- дальшому розпаді якого утворюється сірководень. У жерстяних бан- ках сірководень взаємодіє з полудою банок і зумовлює сульфітну мінливість. Під час контакту сірководню із залізом утворюється чо- рний сульфіт заліза. Сульфітна мінливість збільшується зі збіль- шенням у сировині сірковмісних амінокислот, стерилізації соленого м’яса із вмістом поліфосфатів та нітриту натрію. Утворення сульфі- тної мінливості на внутрішній поверхні банок, а особливо сульфіту заліза, впливають на колір бульйону і поверхні продукту. Для зме- ншення негативного впливу мінливості на денця і верх продукту кладуть кружки із жиростійкого паперу або пергаменту.
Отже, під час стерилізації помітно знижується поживна і біоло- гічна цінність м’ясних продуктів унаслідок гідролізу білків і неза- мінних амінокислот. Утворення вторинних структурних зв’язків під час коагуляції білкових молекул зумовлює підвищення їх стійкості до дії протеолітичних ферментів. Перетравність білків консервова- них м’ясних продуктів зменшується приблизно на 20 % порівняно з білками сировини.
В умовах стерилізації також підвищується гідроліз тригліцери- дів, насичення подвійних зв’язків поліненасичених жирних кислот гідроксильними групами та окиснення жирів. Насамперед окисню- ються і полімеризуються есенціальні жирні кислоти — лінолева, ліноленова та ін. При цьому можуть утворюватися шестичленні циклічні сполуки та інші речовини. У вмісті консервів збільшується кількість вільних жирних кислот.
Гідроліз жирів і можлива термічна полімеризація жирів сприя- ють утворенню карбонільних сполук із довгими молекулярними ланцюгами, що мають токсичні властивості.
430

Розділ 13. Виробництво м’ясних банêових êонсервів
Зміни жирів під час стерилізації спричинюють зниження біоло- гічної і поживної цінності жирів і, отже, консервів.
Зміни екстрактивних речовин. Під час стерилізації зміни ек-
страктивних речовин зумовлені двома протилежними процесами: накопиченням у результаті розпаду високомолекулярних сполук і гідролізом речовин під впливом високих температур та часу їх дії.
Вміст летких сполук у м’ясі консервів зумовлює специфічний за- пах — «аромат автоклава».
Аромат і смак пастеризованих консервів утворюють переважно глютамін, глютатіон, глютамінова та аденілова кислоти та продук- ти їх розпаду. Глютамін під час розпаду утворює аміак, глютаті- он — сірководень, вуглекислота виділяється при змінах бікарбо- натної буферної системи і частково вуглеводної системи м’яса.
Інтенсивність розпаду певних речовин залежить від режиму стерилізації (табл. 13.15) та активної кислотності вмісту консервів. Так, кількість сірководню збільшується з підвищенням температу- ри і при рН середовища понад 6,0.
Таблиця 13.15. Вплив температури протягом 30 хв на утворення
аміаку і сірководню
Продукти розпаду |
Вміст продуктів розпаду, мг/100 г, за температури, °С |
||||||
азотистих екстрак- |
|
|
|
|
|
|
|
До досліду |
108 |
113 |
120 |
130 |
150 |
||
тивних речовин |
|||||||
Аміак |
12,8 |
28,8 |
33,4 |
40,5 |
60,5 |
115,4 |
|
Сірководень |
0 |
0,26 |
0,40 |
0,37 |
2,16 |
10,1 |
|
Накопичення газоподібних речовин свідчить про руйнування амінокислот. Отже, чим менше в консервах аміаку, сірководню, ву- глекислоти, тим краща якість консервів. Крім того, за певної кіль- кості газів у консервах виникає бомбаж.
Зміни вмісту вітамінів. Нагрівання за температури понад 100 °С негативно впливає на вміст вітамінів, що містяться в м’ясі. Вітаміни — низькомолекулярні органічні сполуки, які за структу- рою і розчинністю належать до різних груп, тому і ступінь гідролізу окремих вітамінів під час стерилізації різний. Швидкість руйну- вання вітамінів залежить від активної кислотності м’яса, темпера- тури і тривалості стерилізації та наявності кисню.
Найменшу термостійкість мають водорозчинні вітаміни: аскор- бінова кислота (С), тіамін (В1), нікотинова кислота (РР), пантотено-
ва кислота (В3) та жиророзчинний вітамін D (кальциферол). Їхні
втрати є особливо значними при нагріванні понад 115 °С, а також при витримуванні більше ніж 50 хв за температури понад 110 °С.
Залежно від режиму стерилізації втрати цих вітамінів станов- лять 40 %, а інколи і до 90 %.
Найбільш термостійкі вітаміни А, Е, К. Так, вітамін А за відсут- ності кисню практично не змінюється при нагріванні до 130 °С.
431