

- •Передмова
- •1.1. Породи великої рогатої худоби
- •1.2. Породи свиней
- •1.3. Породи овець
- •1.4. Породи коней
- •1.5. Породи і кроси птиці
- •1.5.1. Породи курей
- •1.5.2. Породи качок
- •1.5.3. Породи гусей
- •1.5.4. Породи індиків
- •1.6. Породи кролів
- •1.7. Основні вимоги щодо сировини м’ясної промисловості
- •Контрольні запитання і завдання
- •2.1. Перевезення тварин автотранспортом
- •2.2. Транспортування тварин залізничним транспортом
- •2.3. Перевезення тварин водним шляхом
- •2.4. Транспортування гоном
- •2.5. Центровивіз
- •2.6. Приймання та утримання тварин і птиці на м’ясопереробних підприємствах
- •2.6.1. Приймання і ветеринарний огляд тварин
- •2.6.2. Приймання тварин за живою масою і вгодованістю
- •2.6.4. Надходження худоби на скотобазу
- •2.6.5. Передзабійне утримання худоби на скотобазах
- •Контрольні запитання і завдання
- •3.1. Оглушення тварин
- •3.1.1. Оглушення великої рогатої худоби електричним струмом
- •3.1.2. Механічне оглушення тварин
- •3.1.3. Оглушення свиней електричним струмом
- •3.1.4. Оглушення свиней газовою сумішшю
- •3.2. Забій і знекровлення тварин
- •3.3. Знімання шкури
- •3.3.1. Піддування стисненим повітрям
- •3.3.2. Механічне знімання шкури
- •3.4. Оброблення свинячих туш у шкурі
- •3.5. Оброблення свинячих туш методом крупонування
- •3.6. Видалення внутрішніх органів
- •3.7. Розпилювання, зачищення і оцінювання якості туш
- •3.8. Гнучка автоматизована система переробки худоби
- •3.9. Переробка птиці
- •3.9.1. Оглушення птиці
- •3.9.2. Забій птиці
- •3.9.3. Обшпарювання тушок і видалення оперення
- •3.9.4. Патрання і напівпатрання тушок птиці
- •3.10. Організація технологічного процесу переробки птиці
- •3.11. Оброблення перо-пухової сировини
- •3.12. Переробка кролів
- •Контрольні запитання і завдання
- •4.1. М’язова тканина
- •4.2. Сполучна тканина
- •4.3. Жирова тканина
- •4.4. Кісткова і хрящова тканини
- •4.5. Водозв’язувальна здатність м’яса
- •4.6. Фізичні властивості м’яса
- •4.7. Електрофізичні властивості м’яса
- •4.8. Зміни властивостей м’яса під час автолізу
- •4.9. Поживна цінність м’яса
- •4.10. Склад і поживна цінність субпродуктів
- •4.11. Характеристика, хімічний склад і біологічна цінність харчових субпродуктів
- •4.12. Кров
- •4.12.1. Хімічний склад, властивості і фізичні константи крові
- •4.12.2. Хімічний склад і властивості плазми крові
- •4.12.3. Хімічний склад і властивості формених елементів крові
- •Контрольні запитання і завдання
- •5.1. Оброблення м’ясо-кісткових субпродуктів
- •5.2. Оброблення свинячих голів
- •5.3. Оброблення м’якушевих субпродуктів
- •5.4. Оброблення слизових субпродуктів
- •5.5. Оброблення шерстних субпродуктів
- •Контрольні запитання і завдання
- •6.1. Технологія оброблення кишок
- •6.2. Оброблення кишок на потоково-механізованих лініях
- •6.3. Вади кишкової сировини і фабрикату
- •Контрольні запитання і завдання
- •7.1. Склад і властивості жирів
- •7.2. Характеристика жиросировини
- •7.3. Технологія харчових тваринних жирів
- •7.4. Витоплювання жиру
- •7.5. Витоплювання жиру із м’якої сировини в установках періодичної дії
- •7.6. Витоплювання жиру із м’якої сировини під надмірним тиском
- •7.7. Витоплювання жиру із м’якої сировини в установках безперервної дії
- •7.8. Витоплювання жиру із твердої сировини в установках періодичної дії
- •7.9. Виробництво жиробілкової емульсії
- •7.10. Витоплювання кісткового жиру в установках безперервної дії
- •Контрольні запитання і завдання
- •8.1. Основні види продукції з крові та вимоги до якості сировини
- •8.2. Консервування крові
- •8.3. Стабілізація крові
- •8.4. Дефібринування крові
- •8.5. Сепарування крові
- •8.6. Технологія отримання просвітленої крові
- •8.7. Сушіння крові і плазми (сироватки)
- •8.8. Способи розпилення крові
- •8.9. Вибір режиму сушіння
- •8.10. Сушарки для крові і плазми (сироватки)
- •8.11. Виробництво кров’яного борошна
- •Контрольні запитання і завдання
- •9.1. Загальна характеристика сировини для виробництва органопрепаратів
- •Контрольні запитання і завдання
- •10.1. Причини псування м’яса та м’ясних продуктів
- •10.2. Вплив температури на якість м’яса та м’ясних продуктів при зберіганні
- •10.3. Технологія консервування м’яса та м’ясних продуктів
- •10.4. Заморожування та зберігання замороженого м’яса та м’ясних продуктів
- •Контрольні запитання і завдання
- •11.1. Технологія підготовки шкур до консервування
- •11.2.1. Сухосольовий спосіб консервування
- •11.2.2. Консервування шкур тузлукуванням
- •11.3. Сортування, маркування і пакування шкур
- •11.4. Технологія оброблення щетини-шпарки
- •11.5. Технологія оброблення волосу худоби
- •Контрольні запитання і завдання
- •12.1. Асортимент ковбасних виробів
- •12.2. Вимоги до готової продукції
- •12.3. Вимоги до сировини і допоміжних матеріалів
- •12.3.1. Основна сировина
- •12.3.2. Допоміжна сировина і матеріали
- •12.4. Технологічний процес
- •12.4.1. Приймання сировини
- •12.4.3. Розбирання сировини
- •12.5. Виробництво варених ковбасних виробів
- •12.5.1. Вторинне подрібнення і приготування фаршу
- •12.5.2. Наповнення оболонок фаршем і формування ковбасних виробів
- •12.5.3. Термічне оброблення варених ковбасних виробів
- •12.6. Фаршировані ковбаси
- •12.7. Виробництво напівкопчених ковбас
- •12.7.1. Перший спосіб виробництва напівкопчених ковбас
- •12.7.2. Другий спосіб виробництва напівкопчених ковбас
- •12.8. Виробництво ковбасних виробів із м’яса птиці
- •12.9. Виробництво варено-копчених ковбас
- •12.9.1. Перший спосіб виробництва варено-копчених ковбас
- •12.9.2. Другий спосіб виробництва варено-копчених ковбас
- •12.10. Виробництво сирокопчених ковбас
- •12.10.1. Перший спосіб виробництва сирокопчених ковбас
- •12.10.2. Другий спосіб виробництва сирокопчених ковбас
- •12.10.3. Особливості виробництва напівсухих сирокопчених ковбас
- •12.11. Виробництво сиров’ялених ковбас
- •12.12. Особливості виробництва деяких видів ковбасних виробів
- •12.12.2. Виробництво ліверних ковбасних виробів
- •12.12.4. Виробництво холодців
- •12.12.5. Виробництво сальтисонів
- •12.13. Виробництво продуктів із свинини, яловичини і баранини
- •12.13.1. Асортимент виробів
- •12.13.2. Технологія виробів із свинини, яловичини і баранини
- •12.13.3. Продукти зі свинячого шпику
- •12.14. Контроль якості ковбасних виробів
- •Контрольні запитання і завдання
- •13.1. Асортимент м’ясних консервів
- •13.2. Вимоги до готової продукції
- •13.3. Характеристика сировини м’ясних консервів
- •13.3.1. Основна сировина
- •13.3.2. Харчові добавки і прянощі
- •13.4. Консервна тара і вимоги до неї
- •13.5. Виготовлення тари
- •13.6. Маркування консервів
- •13.7. Основні технологічні процеси виробництва м’ясних консервів
- •13.8. Підготовка сировини для виготовлення консервів
- •13.9. Подрібнення м’ясної сировини
- •13.10. Перемішування сировини
- •13.11. Підготовка допоміжних компонентів
- •13.12. Підготовка і санітарне оброблення консервної тари
- •13.13. Фасування сировини в банки
- •13.14. Герметизація банок
- •13.15. Перевірка герметичності закупорених банок
- •13.16. Стерилізація консервів
- •13.17. Теоретичні основи теплового оброблення консервів
- •13.18. Визначення формули стерилізації
- •13.19. Способи розрахунку змін поживної цінності продуктів при стерилізації
- •13.20. Техніка стерилізації консервів
- •13.21. Особливості виготовлення пастеризованих консервів
- •13.23. Сортування, пакування і зберігання консервів
- •13.23.1. Сортування консервів
- •13.23.2. Пакування консервів
- •13.23.3. Зберігання консервів
- •13.24. Реалізація консервів
- •Контрольні запитання і завдання
- •14.1. Виробництво напівфабрикатів
- •14.1.1. Натуральні напівфабрикати
- •14.1.2. Паніровані напівфабрикати
- •14.1.3. Мариновані напівфабрикати
- •14.1.4. Січені напівфабрикати
- •14.2. Продукти швидкого приготування
- •Контрольні запитання і завдання
- •15.1. Теоретичні основи створення комбінованих м’ясних продуктів
- •15.2. Фізіологічна роль білків
- •15.3. Фізіологічна роль жирів і вуглеводів
- •15.4. Фізіологічна роль харчових волокон
- •15.6. Сучасна система асиміляції їжі
- •15.7. Шляхи поліпшення використання вторинної сировини тваринного походження
- •15.8. Поживна цінність і технологічні властивості сировини рослинного походження
- •15.9. Класифікація сировини і харчових добавок для виробництва комбінованих м’ясних продуктів
- •15.10. Технологічні процеси виробництва комбінованих м’ясних продуктів
- •15.10.2. Виробництво комбінованих ковбасних виробів
- •15.11. Підходи до аналізу вхідних характеристик сировини і технологічних процесів виробництва комбінованих м’ясних продуктів
- •15.12. Рангове оцінювання якості комбінованих м’ясних продуктів
- •Контрольні запитання і завдання
- •16.1. Будова і фізичні властивості яєць
- •16.2. Фізико-хімічні властивості яєчного білка
- •16.3. Фізико-хімічні властивості яєчного жовтка
- •16.4. Хімічний склад шкаралупи яєць
- •16.5. Первинне оброблення і зберігання яєць
- •16.6. Дефекти і мікробне псування яєць
- •16.7. Виробництво яйцепродуктів
- •16.7.1. Виробництво яєчного меланжу
- •16.7.2. Виробництво сухих яєчних продуктів
- •16.8. ПАКУВАННЯ І ЗБЕРІГАННЯ СУХИХ ЯЄЧНИХ ПРОДУКТІВ
- •Контрольні запитання і завдання
- •17.1. Характеристика і призначення клею
- •17.2. Характеристика і призначення желатину
- •17.3. Сировина для виробництва клею і желатину
- •17.4. Технологічний процес виробництва клею і желатину
- •17.5. Технологічна підготовка м’якушевої сировини
- •17.6. Технологічна підготовка твердої сировини
- •17.7. Лужне та кислотне оброблення сировини
- •17.8. Видалення желеутворювальних речовин
- •17.9. Оброблення бульйону
- •Контрольні запитання і завдання
- •18.1. Асортимент тваринних кормів
- •18.2. Кормовий і технічний жири
- •18.3. Сировина для виробництва сухих тваринних кормів та жирів для кормових і технічних потреб
- •18.4. Технологічні схеми переробки нехарчової сировини
- •18.4.1. Приймання та підготовка нехарчової сировини до переробки
- •18.4.2. Сортування, промивання і подрібнення нехарчової сировини
- •18.4.3. Теплове оброблення нехарчової сировини
- •18.4.4. Оброблення шквари
- •18.4.5. Коагуляція крові, формених елементів і шляму
- •18.5.1. Переробка технічної сировини в горизонтальних вакуумних котлах з відбиранням жиру на пресах
- •18.5.2. Переробка технічної сировини у вакуумних котлах з проміжним відбиранням жиру на центрифузі
- •18.5.3. Виробництво сухих тваринних кормів на лінії К7-ФКЕ
- •18.5.6. Переробка технічної сировини у горизонтальних вакуумних котлах з проміжним відбиранням жиру, суміщеним із сушінням і тонким подрібненням
- •18.6. Вимоги до якості сухих тваринних кормів
- •18.7. Оброблення жирів для кормових і технічних потреб
- •18.8. Пакування, зберігання та транспортування технічного і кормового жирів
- •Контрольні запитання і завдання
- •Список рекомендованої літератури

Частина ІІІ. Переробêа м’яса та м’ясної сировини
мл з вінчиком горловини 82 мм. Продукти дитячого і дієтичного харчування фасують у банки місткістю 200 мл.
Надійність герметизації обтискної і нарізної банок значно мен- ша за обкатну.
Скляну тару використовують переважно при виготовленні найагресивніших за реакцією середовища м’ясо-рослинних консе- рвів. Крихкість скла значно зменшується при покриванні поверхні банок полімерним матеріалом, скловолокнами або орга- нічними покриттями на основі олеїнової кислоти.
Полімерна тара. Як жерстяна і скляна тара, полімерна тара повинна бути міцною, термостійкою, хімічно стійкою до впливу компонентів харчових консервів, санітарно-гігієнічно безпечною, паро- і газонепроникною та мати низьку вартість.
Полімерну тару поділяють на м’яку і напівжорстку.
М’яку тару виготовляють у вигляді маркованих яскравим дру- ком оболонок, пакетів і формочок, в які закладають рідкий пасто- подібний продукт, а потім м’ясо.
Для виготовлення м’якої полімерної тари найбільш придатні такі полімери, як поліамід-ІІ, поліпропілен, фторопласт.
Напівжорстку тару виготовляють на основі алюмінієвої фольги (завтовшки 0,10 – 0,12 мм), ламінованої пропіленом і з зовнішнім лаковим покриттям. Цей комбінований матеріал легко формуєть- ся, має високу корозійну стійкість, високі теплофізичні характери- стики, малу масу і низьку вартість. Він відомий у промисловості під назвою ламістер або стералкон.
Використання ламістеру дає можливість скомпонувати в одну потоково-механізовану лінію весь комплекс технологічних опера- цій з виготовлення консервів, у тому числі формування тари, на- повнення її сировиною, герметизацію та стерилізацію за темпера- тури до 121 °С.
Ламістер використовують як тару при виготовленні пресервів і консервів з незначним терміном зберігання.
13.5. ВИГОТОВЛЕННЯ ТАРИ
Жерстяні банки залежно від способу виготовлення поділяють на суцільнотягнуті і збірні.
Виготовлення суцільнотягнутих банок. Суцільнотягнуті банки виготовляють витягуванням з листової (стрічкової) жерсті на спеціальних пресах-автоматах. Штампована банка не має по- здовжніх і поперечних швів, що сприяє підвищенню герметичності банки. Однак при витягуванні білої жерсті на циліндричній час- тині банок утворюються мікрощілини, що впливає на термін збе- рігання консервів.
Штамповані банки з білої і алюмінієвої жерсті виготовляють переважно невеликої висоти. Відношення висоти до діаметра бан- ки (при одноопераційному штампуванні) не перевищує 0,5.
364

Розділ 13. Виробництво м’ясних банêових êонсервів
Для виготовлення циліндричних і фігурних суцільноштампо- ваних банок з білої або алюмінієвої жерсті використовують поопе- раційні або комбіновані преси. Вони мають вигляд двостоякового нахиленого ексцентрикового преса зі станиною, скріпленою двома штангами, напрямними, приводом, штампувальним механізмом і повітряною подушкою.
Основним інструментом преса є штамп. Він зміню- ється при виробництві банок іншого розміру. Штамп складається з двох основних частин: верхньої рухомої — пуансона і нижньої нерухо- мої — матриці. Верхня час- тина штампа прикріплюєть- ся до повзуна преса, а ниж- ня — до стола станини пре-
са (рис. 13.3).
На пресі за допомогою штампа виконують певні технологічні операції. Пов- зун преса у процесі перемі- щення вниз опускає пуансон штампа, який по внутріш- ньому діаметру просічного кільця вирубує заготовку і
затискує її по периметру до торців протяжного кільця з силою q. Другою головною операцією штампування банок є витягування корпусу. Затискання заготовки по периферії дає змогу уникнути утворення зморшок на корпусі під час витягування. Рухаючись далі вниз, пуансон штампа здійснює витягування. Зусилля витя- гування р2 і напруження затискання q фланців заготовок діють
одночасно. Поступово, у міру витягування, заготовка заповнює зазор між нерухомим рельєфом матриці і пуансоном. На заверша- льній стадії рельєф пуансона витискує свою конфігурацію на ден- ці банки, яке спирається при цьому на нижній нерухомий рельєф матриці.
Рельєф на денці банки потрібний для надання банці більшої жорсткості і можливості вигинання денець банок під час стерилі- зації під впливом тиску, який утворюється при нагріванні продук- ту у герметичній банці. На завершальній стадії опускання пуан- сона надлишки жерсті зрізуються навколо фланця банки.
Під час піднімання пуансона повітряна подушка піднімає шпильки, які виштовхують банку на поверхню станини, і вона по- трапляє у знімач преса.
При поопераційному виготовленні банок на двох послідовних пресах на штампі першої операції вирубується заготовка і витягу-
365

Частина ІІІ. Переробêа м’яса та м’ясної сировини
ється корпус банки, на штампі другого преса утворюється рельєф денця, обрубуються залишки жерсті на фланцях і оформлюються радіуси відбортовки фланця. На м’ясокомбінатах України консер- вні банки штампують переважно за одну операцію витягування, тобто використовують комбінаційні преси.
Перед штампуванням жерсть змазують тонким шаром вазелі- нового масла або іншим мастилом.
Для виготовлення суцільноштампованих банок використову- ють потоково-механізовану лінію Б4-СЛБ-38 (ВАТ «Кримпрод- маш») продуктивністю для банки № 8 — 22 тис. шт., для банок 1, 2, 3 — 72 тис. шт. за зміну та обладнання для виробництва кри- шок до них типу Б4-СЛК-39 продуктивністю до 115 тис. шт. за зміну з рулонної жерсті та лінії аналогічної продуктивності. Вико- ристовують також комплекс обладнання аналогічної продуктивно- сті для виробництва суцільноштампованих консервних банок Б4- СЛБ-43 та кришок до них Б4-СКА7У2А з листової жерсті.
Виготовлення збірних банок. Збірні банки (див. рис. 13.1)
складаються з корпусу, денця і кришки, які приєднують до корпу- су за допомогою поперечних ущільнених швів.
Виготовлення бланків корпусів. При виготовленні корпусів збірних банок використовують потоково-механізовану лінію, яка складається з двох основних агрегатів: здвоєних дискових ножиць з автоматичним подаванням жерсті і корпусоутворювальної лінії. Здвоєні дискові ножиці призначені для розрізування листів жерс- ті на заготовки потрібних розрізів для корпусів банок — бланки.
Ножиці мають автоматичний подавач листів жерсті СПдА із штабеля. За допомогою вакуумних присосів подавач фіксує лист жерсті і піднімає його. Одночасно сопла, які розміщені по боках штабеля листів, нагнітальним струменем повітря відокремлюють верхній лист жерсті від штабеля. Після цього друга група присосів фіксує лист і подає його вперед до механізму пртискних роликів, потім через бракувальний по товщині жерсті механізм на конвеєр і на обрізні дискові фрези, які розрізають лист жерсті на смужки, ширина яких дорівнює довжині заготовки корпусу-бланка. Нарі- зані смужки по конвеєру-живильнику подаються на дискові но- жиці другої операції, які розміщені перпендикулярно до осі но- жиць першої операції і перерізають нарізані смужки по ширині бланків. Готові бланки конвеєр скидає у накопичувач, утворюючи стопу готових бланків. При правильному розрізуванні листів жер- сті коефіцієнт використання листа становить 85 – 95 %. Здвоєні ножиці типу Б4-САД мають продуктивність 40 листів жерсті за хвилину (при розмірі листа 800 × 800 мм, товщині 0,20 – 0,35 мм), потужність двигуна 2,8 кВт, габаритні розміри 3050 × 2340 × 1215 мм і масу 3600 кг.
Виготовлення корпусів збірних банок. Для виготовлення корпусів збірних жерстяних банок використовують корпусоутво- рювальний агрегат Б4-СКБМ продуктивністю до 250 корпусів за
366
Розділ 13. Виробництво м’ясних банêових êонсервів
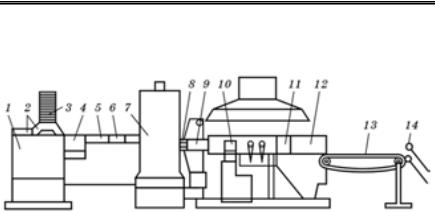
хвилину (рис. 13.4). Він призначений для виготовлення корпусів збірних циліндричних банок (№ 4, 7, 8, 9, 11, 12 і 13) з білої жерс- ті. У технологічному потоці її розміщують після здвоєних ножиць перед машиною для відбортування бортиків корпусів.
Рис. 13.4. Корпусоутворювальний агрегат Б4-СКБМ:
1 — стіл; 2 — пристрій з вакуумними присосами; 3 — магазин; 4 — вальцюваль- ний пристрій; 5 — механізм вирубування кутів і прорізів у заготовках корпусів; 6 — пристрій попереднього загинання кутів; 7 — пристрій загинальних важелів; 8 — формувальний патрон; 9 — вал; 10 — паяльна ділянка; 11 — механізм очи- щення швів; 12 — повітродувка; 13 — транспортувальний механізм лінії; 14 —
похилий спуск
До складу агрегата входять дві автоматично діючі частини: фо- рмувальна і паяльна.
Формувальною частиною є автомат періодичної дії, який пра- цює таким чином. Вирівняну на столі стопку бланків закладають у магазин, прикріплений до станини на початку конвеєра. Зверху магазин має гребінчасті відсікачі, які забезпечують розділення бланків при подаванні їх з магазину. Під магазином на станині розміщений механізм подавання бланків на конвеєр. Механізм подавання бланків має вакуумні присоси, за допомогою яких шток механізму у верхньому положенні фіксує нижній бланк і опускає його вниз на рейковий конвеєр автомата. У нижньому положенні фіксатора вакуумні присоси за допомогою спеціального крана на штоці відсікаються від вакуумної мережі й сполучаються з атмос- ферою. Бланк розфіксовується і рейковим конвеєром із зворотно- поступальним рухом послідовно подається під вальцювальний пристрій, механізм вирубування кутів і прорізів, механізм для відгинання кутів бланка. Після вигинання краї бланка під час переміщення змащуються флоксом і подаються під механізм утво- рення поздовжнього шва корпусу, який виконує дві технологічні операції: формує корпус і утворює поздовжній шов. На формува- льному патроні відбувається обтискання бланка з заведенням ві- дігнутих країв один за один і наступне склепування корпусу.
Кінці утвореного бланка корпусу, які розміщені в середині бан- ки, при контактуванні з продуктом швидко окиснюються і зазнають корозії. Крім того, при пропаюванні поздовжнього шва практично неможливо уникнути потрапляння припою на внутрішню поверхню
367

Частина ІІІ. Переробêа м’яса та м’ясної сировини
банки і, як наслідок, можливого переходу в продукт свинцю, який міститься в припої. Склепування у замок зігнутих країв бланків дає змогу отримати щільний і надійний поздовжній шов.
Після склепування корпус зіштовхується з формувального пат- рона на вал паяльного агрегата. В передній частині агрегата роз- міщено привід конвеєра переміщення корпусів по паяльному рогу. Переміщуючись по рогу, корпус змазується флоксом і проходить над паяльним валом. Вал, обертаючись, наносить на поздовжній шов тонкий шар розплавленого припою. Для герметизації поздовжнього шва корпусу використовують олов’яно-свинцеві припої ПОС-40, ПОСС 50-50, ПОСС 40-50, ПОСС 18-05 та ін., основними компонентами яких є олово та свинець.
Після проходження корпусу над паяльною ванною, він, пере- міщуючись по напрямній, проходить над механізмом очищення корпусу у вигляді матер’яного ролика, що обертається, який зні- має надлишки припою з поздовжнього шва. Після цього корпус переміщується ланцюговим конвеєром над повітродувкою для охо- лодження припою й остаточної герметизації шва.
На кінці рогу корпус знімається з нього скидачем і подається на виносний конвеєр, який спрямовує корпус у приймальну час- тину фрикційного підіймача.
Корпусоутворювальний агрегат Б4-СКБМ має потужність дви- гуна 4,8 кВт, габаритні розміри агрегата 8250 × 2000 × 1500 і масу
4800 кг.
Після корпусоутворювального агрегата за допомогою фрикцій- ного підіймача і похилого жолоба (спуска) корпуси подаються у відбортувальний автомат Б4-СОБ безперервної дії.
Корпус у горизонтальному положенні надходить до вирізу при- ймальної зірки. Приймальна зірка передає корпуси в автомат і одночасно здійснює центрування корпусів відносно відбортуваль- них патронів, які розміщуються горизонтально, рівномірно по ко- лу з обох боків барабанів-носіїв корпусів. Робоча поверхня патро- нів має вигляд конуса із завитком за формою відбортованого краю корпусу. При подальшому русі корпусу в автоматі робочі поверхні патронів входять у нього з обох боків і затискують його. Під час обертання патронів краї корпусів деформуються за формою пат- рона, здійснюється двостороннє відбортування торців корпусів ба- нок.
Після цього відбортувальні патрони відходять у бік і відборто- ваний корпус банки відводиться вивідною зіркою на відвідний спуск. Весь цикл зближення, відбортування і відходження відбор- тувальних патронів здійснюється при повороті відбортувального механізму на 180°.
Відбортувальний автомат Б4-СОБ має 12 відбортувальних пат- ронів, які забезпечують продуктивність до 250 корпусів за хвили- ну. Автомат має габаритні розміри 1590 × 630 × 1340 мм і масу
1300 кг.
368
Розділ 13. Виробництво м’ясних банêових êонсервів
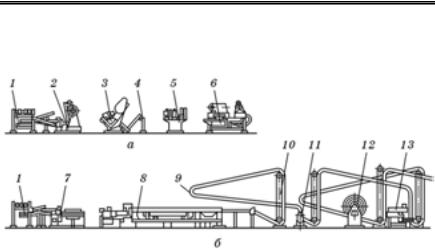
Технологічна схема виготовлення збірних жерстяних банок (рис. 13.5) передбачає транспортувальні операції корпусів від од- нієї машини до іншої за допомогою фрикційних підіймачів і похи- лих спусків.
Рис. 13.5. Лінія для виготовлення збірних металевих банок:
а — кінцеве відділення; б — корпусне відділення; 1 — подавач жерсті; 2 — одно- рядні фігурні ножиці; 3 — однорядний прес з підвивальним автоматом; 4 — стоп- коукладач; 5 — пастонакладальний автомат; 6 — сушарка; 7 — здвоєні дискові ножиці; 8 — корпусоутворювальний агрегат; 9 — похилий спуск; 10 — фрикційний підіймач; 11 — відбортувальний автомат; 12 — автоматичний тестер; 13 — закатна
машина
Лінію для виготовлення корпусів і збирання банок Б4-СЛА7-01 («Кримпродмаш») комплектують корпусоутворювальною, паяль- ною та відбортувальною машинами, закатним автоматом, тесте- ром і системою керування. Вона має продуктивність 7200 банок за годину для банок № 14, 15, 47, 48.
Виготовлення кінців (денець і кришок). Кінці виготовля-
ють способом штампування на автоматичних пресах. Жерсть по- дається на штамп у вигляді листа або стрічки автоматичним жи- вильником. З метою економії листову або рулонну жерсть попе- редньо нарізають на смужки згідно з обраною схемою розкрою- вання: одно-, дворядна, дворядна фігурна, дворядна шахова. По- казником економічності розкроювання є коефіцієнт використання жерсті, який визначають відношенням загальної корисно викори- станої площі до початкової повної площі листа розкроювання.
Спочатку жерсть за допомогою автоматичного подавача листа СПдА надходить до фігурних автоматичних ножиць И9-ФСА, де листи розрізуються на фігурні заготовки, з яких потім штампу- ються кінці (денця і кришки).
ВАТ «Кримпродмаш» випускає лінію для нарізування фігурних стрічок Б4-САФ-1 продуктивністю до 3700 стрічок за годину.
Комплекс машин у лінії для нарізування фігурних заготовок дає змогу підвищити коефіцієнт використання жерсті до 75 % і автоматизувати весь робочий цикл, починаючи з відокремлення
369
Частина ІІІ. Переробêа м’яса та м’ясної сировини
листів жерсті із стопки і закінчуючи укладанням фігурних загото- вок у спеціальні магазини.
Фігурні заготовки жерсті передаються на автоматичний прес ви- готовлення кінців Б4-К1-91. За допомогою вакуумного механізму подавання заготовки з магазину подаються на стіл станини штам- па. Механізмом пульсівної подачі заготовка подається на штамп. Кінці штампуються комбінованим способом, тобто за один хід шта- мпа послідовно вирубується кругла заготовка, формується рельєф поверхні кінців і відбортовується під кут до 90° зовнішнє кільце.
Рельєф на поверхні кінців для металевих банок призначений для запобігання деформуванню корпусу, денець і кришок при збі- льшенні об’єму вмісту банки під час його стерилізації в герметич- но закупорених банках. Бомбажні кільця дають змогу кінцям ви- гинатися під час нагрівання продукту і повертатися у початкове положення при його охолодженні без додаткового деформування банки (рис. 13.6, а).
Кільця жорсткості надають банці жорсткості та міцності. За- лежно від розмірів кінців кілець жорсткості може бути кілька.
Відштампована кришка виштовхується з матриці або пуансона штампа (залежно від конструкції преса) на приймальний лотік станини і нахиленим майданчиком лотока зісковзує у підвиваль- ний механізм. Приймальний нахилений майданчик приєднується до лотока преса.
До складу підвивального механізму входять два диски, що обе- ртаються, і дві нерухомі дуги, розміщені концентрично до зовніш- ньої циліндричної поверхні дисків на відстані, яка дорівнює діа- метру кінця, що підвивається. На зовнішній циліндричній поверх- ні дисків і внутрішній поверхні нерухомих дуг проточено канавки, профіль яких відповідає формі завитка кінців.
Рис. 13.6. Кінці (денце і кришка) банки:
а — форма кінців: 1 — поле; 2 — завиток; 3 — западина кінця; 4 — бомбажне кільце; 5 — кільце жорсткості; б — послідовність виготовлення кінців: І — заготовка; ІІ — відштампований кінець; ІІІ — кінець після підвивання; IV — завиток з рідкою пастою; V — завиток з підсушеною пастою; 1 — паста в рідкому стані; 2 — плівка пасти після сушіння
370

Розділ 13. Виробництво м’ясних банêових êонсервів
Робота підвивального механізму полягає в тому, що кінці з преса двома потоками нахиленим спуском потрапляють у канавки дуг, захоплюються дисками і прокочуються ними в зазорі між дис- ком і дугою. При цьому кінці обертаються навколо своєї осі і по- ступово здійснюється підвивання (підгинання) підігнутої кромки кінця з утворенням завитка (рис. 13.7).
Рис. 13.7. Підвивальний механізм:
1 — похилий майданчик; 2 — диски; 3 — гвинти; 4 — формувальні стрижні; 5 — напрямні
Після підвивання кінці подаються до гвинтів, що обертаються, де вони формуються у стопки за допомогою формувальних стриж- нів. Після цього сформована стопка кінців розміщується у при- ймальному магазині пастонакладальної машини. За допомогою механізму видавання кінців і фіксатора кінців, що обертається, на внутрішнє поле завитка кінців заливається ущільнювальна паста. Внаслідок обертання кінців навколо своєї осі (завдяки фіксатору) паста рівномірно заповнює завиток (рис. 13.6, б).
Останньою технологічною операцією з виготовлення кінців є сушіння пасти. Під час сушіння кінців у спеціальних печах роз- чинник випаровується і на поверхні завитка залишається еластич- ний шар підсушеної пасти (див. рис. 13.6, б). Кількість підсушеної пасти має бути достатньою для герметизації міжшарових зазорів при герметизації банки.
ВАТ «Кримпродмаш» виготовляє лінію для виробництва кінців Б4-СНОМ, яка комплектується ножицями, пресом для кінців, під- вивальною машиною, автоматом для накладання пасти і сушиль- ним автоматом, а також автоматичну лінію для виробництва
371

Частина ІІІ. Переробêа м’яса та м’ясної сировини
кришок «ТВІСТ-ОФФ» діаметром 53, 58, 66 і 82 мм продуктивніс- тю 250 шт./хв з накладанням на внутрішнє кільце кришки компа- унда — шару спеціального харчового полімеру, який забезпечує герметичність контакту кришка — банка.
З’єднання кінців з корпусами банок. Кінці приєднуються до відбортованих корпусів за допомогою подвійного шва. Інстру- ментом для утворення шва є закатні ролики першої та другої опе- рацій з профільованими робочими канавками.
Закатування здійснюється на автоматі СЗД для привальцьову- вання денець.
Закатні ролики першої операції попередньо підгинають фла- нець корпусу (рис. 13.8). Після цього закатні ролики другої опера- ції остаточно привальцьовують денце і формують поперечний шов банки. Під час привальцьовування шва роликом другої операції збільшується ширина шва. Зазори в середині шва між жерстю денця і корпусу заповнюються ущільнювальною пастою. Закатний шов має міцно і герметично з’єднувати денце з корпусом банки.
Рис. 13.8. Послідовність утворення подвійного закатного шва:
а — положення І і ІІ системи ролик — банка з кришкою на початку операції; б — положення ІІІ системи ролик — банка наприкінці; 1 — ролик; 2, 3 — закатні роли- ки другої операції; 4, 5 — верхні патрони; 6 — патрон; 7 — кришка; 8 — корпус; 9 — кінець операції; 10 — початок операції
Якість шва перевіряють на герметичність і за розмірами зов- нішніх і внутрішніх елементів шва.
Перевірка банок на герметичність. Збірні банки після приєднання денець надходять на ділянку перевірки герметичнос- ті швів. Герметичність банок перевіряють на спеціальних маши- нах — тестерах.
За принципом дії тестери поділяють на ручні, напівавтоматич- ні та автоматичні. Для перевірки герметичності банок у тестерах використовують вакуум, стиснене повітря і воду.
372

Розділ 13. Виробництво м’ясних банêових êонсервів
Найпоширенішим є спосіб перевірки на герметичність за допо- могою стисненого повітря. Цей спосіб полягає в тому, що банку затискують між двома фланцями. З відкритого боку банки фла- нець повинен мати гумову ущільнювальну прокладку, яка герме- тизує внутрішній об’єм банки, і штуцер, який з’єднує об’єм банки з системою стисненого повітря за допомогою гнучкого шланга. Після герметизації банки занурюють у воду і подають у середину банки стиснене повітря з надлишковим тиском 90 – 110 кПа (для банок
місткістю до 1000 см3 і діаметром до 100 мм).
Банку вважають негерметичною, якщо за час випробувань (10 с) у воді з’являються у вигляді струменя бульбашки повітря. Одно- часно визначають місце розгерметизації. Неавтоматичний повітря- но-водяний тестер має продуктивність 10 банок за хвилину і його використовують для вибіркової перевірки банок у напівавтоматичних та автоматичних лініях для виготовлення жер- стяних банок.
При виготовленні жерстяних банок на автоматичних жерстя- нобанкових лініях використовують автоматичні повітряні тестери безперервної дії. Вони призначені для перевірки герметичності металевих банок за допомогою пневмомеханічних або пневмоеле- ктричних бракувальних апаратів.
Механізми автомата змонтовано на металевій плиті. По краях плити змонтовано два однакових стояки з горизонтальним валом. На валу автомата встановлене колесо, що вертикально обертаєть- ся, із закріпленими на ньому по колу 36 випробними патронами. Патрони мають диски з гумовими шайбами і притискачами, розмі- щеними на кронштейнах напроти дисків і співвісно з ними. Фіксу- вальні диски з’єднані повітропроводом через дисковий золотник із системою стисненого повітря (надлишковий тиск р2 до 0,1 МПа).
Після приєднання денець і відбортування по спуску (див. рис. 13.5) банки надходять до приймальної зірки автоматичного тестера відкритим боком до патронів з гумовими шайбами (флан- цями). Зірка суміщує банки з гумовими фланцями патронів. За допомогою важелів із роликами і нерухомої напрямної, розміще- ної паралельно поверхні робочого колеса з випробними патрона- ми, банки притискуються до гумових фланців у зоні завантажен- ня і звільняються в зоні вивантаження з тестера.
Умомент притиснення банки її внутрішній об’єм герметизуєть- ся. При обертанні колеса герметизований об’єм банки через золот- ник і повітропровід з’єднується з системою стисненого повітря — ресивером. У середину банки надходить стиснене повітря (рис. 13.9). При подальшому обертанні колеса об’єм банки від’єднується від системи стисненого повітря. Через певний час обертання внут- рішній об’єм банки з’єднується через інший канал золотника з надмембранною камерою бракувального механізму.
Унегерметичній банці наприкінці випробувань тиск повітря менший, ніж на початку. Тиск у камері під мембраною дорівнює
373