


Частина ІІІ. Переробêа м’яса та м’ясної сировини
Водозв’язувальна здатність жилуватого м’яса зменшується зі зниженням сортності (для яловичого м’яса) і підвищенням жирно- сті (для свинячого). При використанні жиру у вигляді стійкої ему- льсії він нарівні з білками бере участь у процесі міцного зв’язування води у фарші.
Складові фаршу змішують відповідно до рецептури кожного виду виробу. Вихідним для наукового обґрунтування рецептур є оптимальне співвідношення між найголовнішими складовими ковбасних виробів — білками, жиром і водою, а також раціональ- не використання харчової сировини — субпродуктів, крові, молоч- них і білкових продуктів рослинного походження. Для більшості ковбасних виробів сортність готового продукту відповідає сорту яловичини і кількості свинини, які використовуються для їхнього виготовлення. Сорт ліверних виробів перебуває у прямій залежно- сті від поживної цінності субпродуктів, які використовують як си- ровину. Сорт виробів залежить також від кількості свинячого жи- ру в складі фаршу.
12.5.2.Наповнення оболонок фаршем і формування ковбасних виробів
Мета наповнення оболонок фаршем (шприцювання) — надання форми ковбасним виробам і захист їх від зовнішніх впливів. Напо- внення оболонок буває механізованим (за допомогою шприців) або ручним (при виготовленні фаршированих ковбас).
Відповідно до чинних стандартів кожен вид і сорт ковбасних виробів виготовляють у визначеній оболонці. Вироби, які можна вживати разом з оболонкою (сосиски), випускають у дуже тонкій їстівній оболонці. Фаршировані вироби формують у широких обо- лонках уручну. В інших випадках для того самого виду і сорту ви- робів можна вживати різні оболонки (у межах стандарту).
Натуральні кишкові оболонки надходять у ковбасний цех, як правило, в соленому або сухому вигляді. Засолені оболонки звіль- няють від солі, промивають у холодній проточній воді протягом 10 – 15 хв і замочують у воді температурою від 20 до 30 °С упро- довж 2 год. Після цього ковбасні оболонки промивають, розмоту- ють, продувають стисненим повітрям, калібрують, сортують і нарі- зають на відрізки певної довжини (40 – 55 см). Один кінець оболон- ки перев’язують шпагатом, відступивши від краю на 2,0 – 2,5 см. Нарізані оболонки по сортах зв’язують посередині по 50 шт., цілі оболонки — по 10 – 20 шт. і укладають у тазки. При цьому зв’язаний кінець розміщують на бортику тазка. Штучні білкові оболонки після сортування також нарізають на відрізки завдовжки 50 см, перев’язують один кінець шпагатом на відстані 2,0 – 2,5 см від кінця. Оболонку «Білкозин» типу ОК, ОП і ОС замочують у воді температурою 15 – 20 °С протягом 3 – 5 хв за 20 – 30 хв перед використанням.
282

Розділ 12. Виробництво êовбасних виробів
Гофровану оболонку перед формуванням не замочують, але у разі потреби допускається занурення гофрованих трубок на 1 – 2 с у воду температурою 15 – 20 °С.
Штучні полімерні оболонки різних виробників готують перед заповненням згідно з інструкцією до їх використання.
Для варених ковбас найпоширенішими є поліамідні оболонки компаній «Полі-Пак», «Атлантік-Пак», «Пенто-Пак» та ін. Ці обо- лонки міцні, паро-, газонепроникні та мають постійні розміри. Ба- гатошарові оболонки стабільні в широкому діапазоні температур
(до 125 °С).
Нарізані на відрізки по 50 см і зв’язані з одного кінця оболонки замочують перед використанням у холодній воді (15 – 20 °С) про- тягом 30 – 60 хв.
Целюлозні оболонки типу «Аміпак», «Колфан» перед викорис- танням у воді не замочують.
Для наповнення фаршем використовують шприци.
Шприци бувають періодичної і безперервної дії. За принципом витиснення фаршу їх поділяють на поршневі, шестеренні, ексцен- триково-лопатеві, гвинтові і шнекові. Шприци періодичної дії з поршневим витискувачем можуть бути з механічним, пневматич- ним і гідравлічним приводами. Найпоширенішими є гідравлічні та шнекові шприци. Вони прості за будовою, надійні в роботі і ши- роко застосовуються в невеликих виробництвах із розширеним асортиментом.
Оболонки надівають на цівки шприців і наповнюють фаршем. Цівки — металеві трубки з конічним розширенням на кінці, що прикріплюється до патрубка шприца. Діаметр цівок має бути де- що менший від діаметра оболонки (приблизно на 10 мм).
Фарш формують за різного тиску залежно від виду ковбас: со- сиски і сардельки під тиском 4 105 – 5 105 Па, варені ковбаси —
5 105 – 6 105 Па. Варені ковбаси шприцюють із незначною щільніс- тю, оскільки зайва щільність призводить до розривання оболонки під час варіння батонів унаслідок розширення вмісту оболонки при нагріванні. Завантажуючи фарш у шприц, потрібно стежити, щоб укладання було щільним, без повітряних прошарків.
Продуктивність шприца періодичної дії залежить від часу, що витрачається на виконання допоміжних і активних операцій (ма- шинний час). Допоміжними операціями є відкривання кришки, опускання поршня у вихідне положення, завантаження фаршу в циліндр, закривання кришки і перемикання кранів. Скорочення тривалості завантаження можна досягти застосуванням бункерів або пересувних підвісних ковшів, місткість яких дорівнює місткості шприца; забезпеченням шприців гідравлічними завантажувачами- перекидачами. Тривалість інших допоміжних операцій залежить від кваліфікації робітників. До основних операцій належать заправ- ка, надівання оболонки на цівку і власне шприцювання. Застосу- вання поворотних здвоєних цівок у вигляді вилки (шприцювання
283
Частина ІІІ. Переробêа м’яса та м’ясної сировини
здійснюють через одну цівку, на другу надівають оболонку), попе- реднє надівання оболонки на запасні трубки, з яких її переносять на цівку відразу за один прийом, застосування механічного кишко- надівача дає можливість скоротити машинний час. Шприци пері- одичної дії можна пристосувати й для безперервно-потокової орга- нізації процесу шприцювання. Для цього можна об’єднати роботу двох шприців, нагнітаючи фарш поперемінно кожним із них у тру- бопровід, що закінчується однією цівкою. Тривалість шприцювання залежить від швидкості витікання фаршу з цівки, що, у свою чергу, залежить від тиску шприцювання і властивостей фаршу.
Шприци безперервної дії мають вищу продуктивність, ніж шприци періодичної дії, оскільки завантаження не потребує при- пинення їх роботи. Їх можна легко пристосувати для безперервно- потокової організації виробничого процесу. Найпоширенішими є ексцентриково-лопатеві та шнекові шприци безперервної дії.
За будь-якого способу витиснення фаршу в нього потрапляє по- вітря. Структура готового продукту утворюється пористою. Тому шприци безперервної дії, як правило, працюють з використанням вакууму для видалення повітря з фаршу. Вакуумне устаткування краще застосовувати на всіх стадіях приготування фаршу: при подрібнюванні, змішуванні, формуванні виробів.
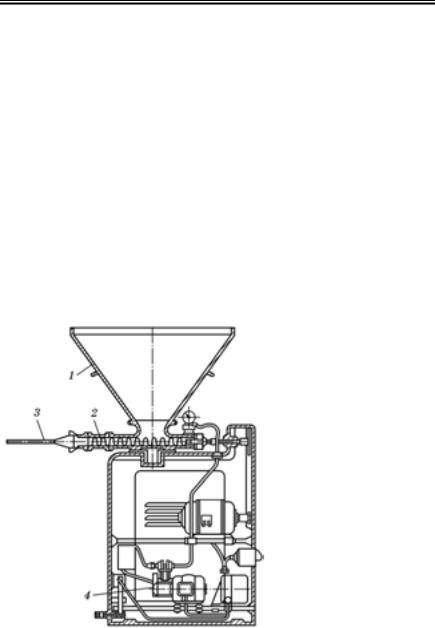
У шнекових вакуумних шприцах типу ФШ2-А (рис. 12.14) фарш подається в оболонку через робочий циліндр зі шнеком 2. Фарш за- вантажують у шприц через бункер 1. Шнеком фарш нагнітається в цівку 3. Шприц забез- печений вакуум-насо- сом 4, який створює роз- рідження в робочому циліндрі, завдяки чому фарш виходить із шприца без пустот і по- вітряних бульбашок.
Вітчизняна про- мисловість виготовляє також вакуумний шприц ФШ2-ЛМ із двома шнековими ви- тискувачами. Він при- датний для шприцю- вання всіх видів ков- басних виробів, крім сирокопчених. Його продуктивність близько
1000 кг/год.
284

Розділ 12. Виробництво êовбасних виробів
Добре зарекомендували себе шнекові шприци Л5-ФША, В3-ФКА, а також гідравлічні Я5-ФША, ЮК ФШГ-004-2, які виго- товляють на вітчизняних заводах.
Після наповнення оболонок фаршем батони ковбасних виробів надходять на столи для в’язання ковбас після шприцювання. Сто- ли бувають стаціонарні (нестандартні) і конвеєрні з механічною подачею нашприцьованих батонів до в’язальниць. Столи типу Р3-ФПЯ виготовляють на 6, 8 або 9 робочих місць. Їх обладнують стільцями, шпагатотримачами і приладами для обрізування шпа- гату.
Нашприцьовані батони по похилому лотоку, встановленому під цівкою шприца на початку стола, сковзають на рухому стрічку конвеєра і надходять до робочих місць. В’язальниці з вільного кі- нця ущільнюють батони і перев’язують шпагатом з метою збіль- шення їхньої щільності і для маркування виду і сорту ковбаси. Батони перев’язують відповідно до чинних технологічних інструк- цій. У верхній частині батонів із шпагату роблять петлю для на- вішування їх на палиці.
Оболонку із сосисковим фаршем відкручують батончиками за допомогою спеціальних пристроїв або вручну чи перев’язують нит- ками на автоматах.
Допускається виробляти ковбасні вироби в штучній оболонці без поперечних перев’язувань або з одним – чотирма поперечними перев’язуваннями за наявності на оболонці друкованих позначок (флексодрук). На оболонці зазначають назву та місце розташу- вання підприємства-виробника, найменування продукції, склад продукції та інформацію про харчові добавки, які входять до складу, термін придатності до споживання та умови зберігання, позначення нормативної документації на продукцію, інформацій- них відомостей про поживну та енергетичну цінність.
За наявності спеціальних пристроїв та маркованої оболонки кінці батонів можна закріплювати металевими скобами, кліпсами із накладанням петлі або без неї.
Для формування батонів і герметизації їх алюмінієвими скоба- ми (кліпсами) використовують вітчизняні автомати — кліпсатори типу Л5-ФФС (30 циклів за хвилину) або кліпсатори закордонного виробництва (фірм Компо, Vemag, Poli-clip та ін.).
Після перев’язування ковбас або перекручування сосисок бато- ни навішують на палиці і розміщують на рамах, які пересувають- ся підвісними шляхами. Якщо підвісних шляхів немає, то корис- туються підлоговими візками із закріпленими на них рамами. На рамі має бути тільки один вид і сорт ковбаси. Батони слід підби- рати одночасно за діаметром та довжиною і розміщувати так, щоб вони не торкались один одного, бо інакше ділянки поверхні бато- нів ізолюються від впливу теплового повітря, пари і димових газів при наступному обсмажуванні і варінні, у результаті чого можуть утворюватися дефекти, так звані «злипи».
285
Частина ІІІ. Переробêа м’яса та м’ясної сировини
Батони в штучній оболонці великого діаметра при закріпленні кінців металевими кліпсами укладають на лотоки рам для тер- мічного оброблення в горизонтальному положенні.
У процесі шприцювання разом із фаршем в оболонку може по- трапляти повітря, для видалення якого натуральні оболонки си- рих ковбас наколюють (штрикують) дротовим пристроєм із чотир- ма вістрями («штриковка»). Штучні оболонки штрикувати не мож- на, оскільки це різко знижує їхню механічну міцність.
На м’ясокомбінатах застосовують одно- і багатоканальні напів- автомати для в’язання сосисок і сардельок.
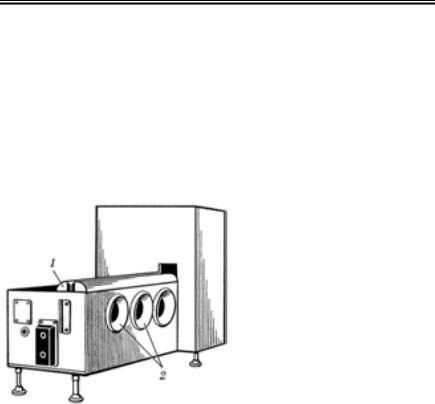
Напівавтомат ФВ2Д (рис. 12.15) призначений для пе- рев’язування ниткою оболонок, наповнених фаршем, при вироб- ництві сардельок і виконує операції перетискання оболонки, пе- рев’язування й відштовху- вання готової продукції.
Машина працює в автомати- чному режимі з того момен- ту, як робітник заправить вільний кінець оболонки, наповненої фаршем, у вхід- ний отвір напівавтомата в корпусі кожуха. Одночасно спрацьовують затискач й оболонка перетискується. У цей момент приводиться в обертання навколо перетис- нутої оболонки котушкотри- мач, що і перев’язує її нит- кою. Після закінчення пе- рев’язування затискачі роз- ходяться, опускаючи оболон- ку, і лапка механізму від- штовхування переміщує обо-
лонку на довжину готової сардельки, а механізм в’язання в мо- мент відштовхування вимикається за рахунок відведення голов- ного диска фрикційної муфти. Під час повернення лапки механі- зму відштовхування у вихідне положення цикл перетискання і перев’язування повторюється. Триканальний напівавтомат ФВ2Д призначений для одночасного порціювання трьох потоків сосисок або сардельок із наступним перев’язуванням отриманих доз. Про- дуктивність його становить 240 вузлів за хвилину.
Сосиски формують на автоматах типу В2-ФИО, «Франк-А- Матік», на яких наповнена оболонка перетискується і перекручу- ється на батончики завдовжки 10 – 15 см.
На автоматах фірми «Франк-А-Матік» використовують віскоз- ну, целюлозну або колагенову оболонку стандартного діаметра, гофровану у вигляді гільзи, яка подається автоматичним
286
Розділ 12. Виробництво êовбасних виробів
пристроєм до рух- |
|
|
||||
ливої цівки, |
після |
|
|
|||
чого |
цівка |
всува- |
|
|
||
ється |
в |
|
гільзу |
|
|
|
(рис. 12.16). У мі- |
|
|
||||
ру шприцювання |
|
|
||||
спеціальний што- |
|
|
||||
вхач посуває гоф- |
|
|
||||
ровану |
оболонку |
|
|
|||
до пристрою, |
що |
|
|
|||
перекручує. |
Соси- |
|
|
|||
ски |
дозують |
по |
|
|
||
довжині |
перекру- |
|
|
|||
чуванням оболон- |
|
|
||||
ки з фаршем. Не- |
|
|
||||
обхідною |
умовою |
|
|
|||
для точного дозу- |
|
Рис. 12.16. Автомат для виробництва сосисок |
||||
вання сосисок |
є |
|
фірми «Франк-А-Матік»: |
|||
постійні |
діаметри |
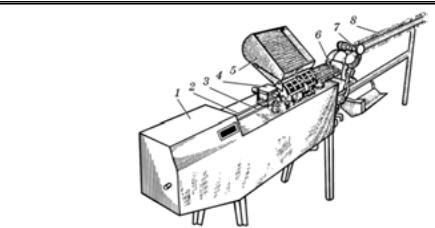
1 — пульт керування; 2 — цівка; 3 — штовхач оболонки; |
||||
оболонки |
і |
швид- |
4 |
— шестеренний насос; 5 — бункер з оболонкою; 6 — |
||
|
лінкер; 7 — навішувальний пристрій; 8 — конвеєр |
|||||
кість |
витікання |
|
|
|||
фаршу. Коли обо- лонка використовується повністю, спрацьовує кінцевий вимикач і
цівка зі штовхачем повертається у вихідне положення. Потім ав- томатично закладається нова оболонка і цикл повторюється. Спе- ціальним механічним пристроєм сосиски рівномірно навішуються на гачки конвеєра, що подає їх на наступну операцію. Продуктив- ність автомата 1200 – 1500 кг/год.
При виробництві сосисок без оболонки фарш нагнітають під тис- ком 6 105 – 8 105 Па в гільзи заданого розміру, які нагрівають га- рячим повітрям, рідиною, струмами промислової, високої (ВЧ) або надвисокої частоти (НВЧ). Гільзи нагрівають упродовж часу, до- статнього для утворення поверхневого скоагульованого ущільне- ного шару фаршу (до температури 55 °С). Цей шар дає змогу збе- регти сосисці надану їй форму після виштовхування з гільзи і ви- конує роль оболонки при доведенні її до кулінарної готовності в процесах обсмажування, варіння й охолодження. Після охоло- дження сосиски комплектують по кілька штук і упаковують у по- лімерну оболонку (як правило, під вакуумом).
М’ясні хліби формують, щільно укладаючи фарш у змазані жи- ром форми здебільшого вручну або за допомогою машини, яка по- дає форми і наповнює їх фаршем, а також видає їх на пересувний стіл. Порожні форми по черзі за допомогою пальця ланцюгового конвеєра подаються на стіл формування під притискний пристрій. Форми наповнюють фаршем із шнекового наповнювача через роз- труб із вихідною частиною прямокутного перерізу, що відповідає розмірам форми. При виході форм з-під притискного пристрою
287