

Устройство и принцип работы универсальной делительной головки
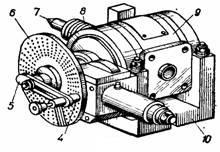
Основными частями головки являются (рис. 1, б) корпус 10, поворотная часть 9, шпиндель 8 с центром 7, делительный диск 6 и рукоятка 5 с фиксатором 4. Конец шпинделя имеет внешнюю резьбу, на которую навинчивается кулачковый или поводковый патрон.
На рис.1,а приведены универсальная делительная головка 1 и задняя бабка 2, установленные на столе 3 горизонтально-фрезерного станка.
Кинематическая схема головки представлена на рис. 1, в. Поворачивают заготовку рукояткой 5, закрепленной на валу 11. На нем же закреплен червяк 12, передающий вращение червячному колесу 13, шпинделю 8 и оправке 14 с насаженной на ней заготовкой 15. Установив штифт фиксатора 4 против круга с необходимым числом отверстий диска 6 (рис. 1, б), рукоятку 5 соответственно перемещают по прорезу и закрепляют в необходимом положении гайкой.

а) б)


в) г)
Рис. 1.
Чтобы повернуть заготовку на 1/z часть окружности, например при нарезании зубчатого колеса с числом зубьев z, нужно рукояткой 5 сделать п оборотов, число которых определяется из выражения
n = N/z,
где N — характеристика делительной головки, представляющая собой число оборотов рукоятки 5, которое нужно сделать, чтобы шпиндель головки совершил один полный оборот.
N = zо/К,
где г0 — число зубьев червячного колеса 13; К — число заходов червяка 12. В делительных головках чаще всего г0 = 40 и К = 1. Тогда
N = zо/К = 40/1 = 40.
Универсальные делительные головки можно настраивать на простое и дифференциальное деление.
При простом делении делительный диск с помощью специального фиксатора неподвижно соединяют с корпусом головки, а сменные зубчатые колеса z1, z2, z3,, z4 (рис. 1,6, в) не устанавливают. Число оборотов рукоятки 5, необходимое для поворота шпинделя на 1/z часть окружности, можно определить так:
![]()
где А — целое число оборотов рукоятки; а/б — правильная простая несокращаемая дробь; т — общий множитель для а и b, выбранные так, чтобы произведение bт равнялось одному из чисел отверстий, имеющихся на делительном диске; ат— число делений (шагов), на которые нужно повернуть рукоятку 5 по кругу, имеющему bт отверстий.
Делительные диски основных универсальных головок имеют с одной стороны 24, 25, 28, 30, 34, 37, 39, 41, 42, 43 отверстия, а с другой - 46, 47, 49, 51, 53, 54, 57, 58, 59, 62 и 66.
Для удобства отсчета по делительному диску используют поворотный сектор (рис. 8.24, г), раздвижные ножки которого устанавливают так, чтобы число необходимых делений ат размещалось между скошенными краями ножек. Штифт рукоятки переставляют между первой и второй ножками, после чего сектор поворачивают так, чтобы его первая ножка снова коснулась штифта и тем самым вторая указала границу его очередного перемещения.
В качестве примера произведем необходимые расчеты для фрезерова|ния зубчатого колеса z = 35 при характеристике головки N = 40.
Число оборотов рукоятки
![]()
После фрезерования каждого зуба рукоятку нужно повернуть на один полный оборот и 6 расстояний между центрами отверстий по кругу с 42 отверстиями.
Дифференциальный метод деления применяют в тех случаях, когда из-за отсутствия необходимого числа отверстий в делительном диске простое деление осуществить невозможно. Суть метода заключается в том, что нужный поворот заготовки осуществляется как результат двух движений: вращения рукоятки 5 относительно делительного диска и дополнительного вращения самого делительного диска.
Следовательно,
поворот рукоятки осуществляется
относительно вращающегося диска.
Вращение диску сообщается от шпинделя
через сменные зубчатые колеса с
передаточным отношением
![]() - и постоянную коническую зубчатую
передачу (рис.1,
в).
Предварительно
диск освобождается от фиксатора,
соединяющего его с корпусом головки.
При дифференциальном делении для
определения числа оборотов рукоятки
5, необходимого для поворота заготовки
на
- и постоянную коническую зубчатую
передачу (рис.1,
в).
Предварительно
диск освобождается от фиксатора,
соединяющего его с корпусом головки.
При дифференциальном делении для
определения числа оборотов рукоятки
5, необходимого для поворота заготовки
на
![]() часть окружности, применяют ту же
формулу, что и в простом делении:
часть окружности, применяют ту же
формулу, что и в простом делении:
![]()
где
![]() .
— приближенное число делений, близкое
к z
и удовлетворяющее условиям простого
деления.
.
— приближенное число делений, близкое
к z
и удовлетворяющее условиям простого
деления.
При
этом шпиндель головки повернется на ![]() часть оборота вместо необходимой
часть оборота вместо необходимой ![]() .Ошибка
в повороте шпинделя, равная
.Ошибка
в повороте шпинделя, равная ![]() -
-![]() ,
компенсируется поворотом самого
делительного диска, так как именно на
эту часть окружности и должен повернуться
диск. Уравнения кинематического баланса
имеет вид:
,
компенсируется поворотом самого
делительного диска, так как именно на
эту часть окружности и должен повернуться
диск. Уравнения кинематического баланса
имеет вид:
![]()
где ![]() — передаточное отношение сменных
зубчатых колес от шпинделя к делительному
диску;
— передаточное отношение сменных
зубчатых колес от шпинделя к делительному
диску;![]() ,
откуда
,
откуда
![]()
![]() (zприбл
- z)
(zприбл
- z)
Если
zприбл
< z
, то ![]() приобретает отрицательное значение.
При этом делительный диск должен
вращаться в сторону, противоположную
вращению рукоятки 5, что достигается
установкой промежуточного (паразитного)
зубчатого колеса между колесами z1
или z3
и
z4.
приобретает отрицательное значение.
При этом делительный диск должен
вращаться в сторону, противоположную
вращению рукоятки 5, что достигается
установкой промежуточного (паразитного)
зубчатого колеса между колесами z1
или z3
и
z4.
В
качестве примера рассмотрим настройку
делительной головки для фрезерования
зубчатого колеса z=
97
с помощью делительной головки с
характеристикой N
= 40.
В этом случае простое деление невозможно,
так как дробь несокращаема, а на
делительном диске нет 97 отверстий.
Используя дифференциальный метод,
примем, что zприбл.
= 100, тогда ![]()
![]()
В этом случае нет нужды устанавливать две пары колес, а можно обойтись одной. Колесо z = 60 устанавливается на шпиндель, а z = 50 — на ведомый вал с коническим зубчатым колесом и соединяется промежуточным зубчатым колесом с любым числом зубьев.
Число оборотов рукоятки 5
![]()
Для осуществления деления можно взять любое число отверстий, кратное 5, например 25:
тогда
![]()
Следовательно, рукоятку нужно повернуть на 10 делений по кругу, имеющему 25 отверстий.
Приложение 12