

165. Типичные циклограммы процесса точечной и стыковой сварки.
Циклограмма имеет три части – примерные границы стадий формирования соединения. На стадии I предварительное обжатие FОБЖ служит для устранения зазоров между деталями, получения требуемых значений rЭЭ в холодном состоянии, предупреждения наружных и внутренних выплесков, вытеснения пластичных прослоек грунта, клея. Монотонное возрастание FСВ на II стадии позволяет поддерживать постоянство давления между деталями, несмотря на рост площади контактов и диаметра жидкого ядра. На III стадии можно выделить два участка а и б: на небольшом первом участке FСВ постоянно (обычно в течение 0,02 – 0,1 с) для некоторого охлаждения наружных слоев деталей и предупреждения глубоких вмятин при проковке; на втором - прикладывают и поддерживают длительно ковочное усилие FК для снижения растягивающих напряжений, уменьшения коробления узлов, предупреждения горячих трещин и усадочных раковин.
Ц иклограмма
тока
имеет
также
три
части
в
соответствии
со
стадиями
процесса:
ток
подогрева
I'ПОД,
возрастающий
ток
сварки
IСВ
и
спадающий
ток
подогрева
I'’ПОД
для
замедленного
охлаждения.
Скорость
нарастания
и
спада
токов,
а
также
их
длительность
должны
быть
определенными,
так
как
они
обуславливают
скорость
нагрева
и
охлаждения
металла.
На
практике
циклограммы
часто
упрощают.
В
частности,
довольно
сложно
о
иклограмма
тока
имеет
также
три
части
в
соответствии
со
стадиями
процесса:
ток
подогрева
I'ПОД,
возрастающий
ток
сварки
IСВ
и
спадающий
ток
подогрева
I'’ПОД
для
замедленного
охлаждения.
Скорость
нарастания
и
спада
токов,
а
также
их
длительность
должны
быть
определенными,
так
как
они
обуславливают
скорость
нагрева
и
охлаждения
металла.
На
практике
циклограммы
часто
упрощают.
В
частности,
довольно
сложно
о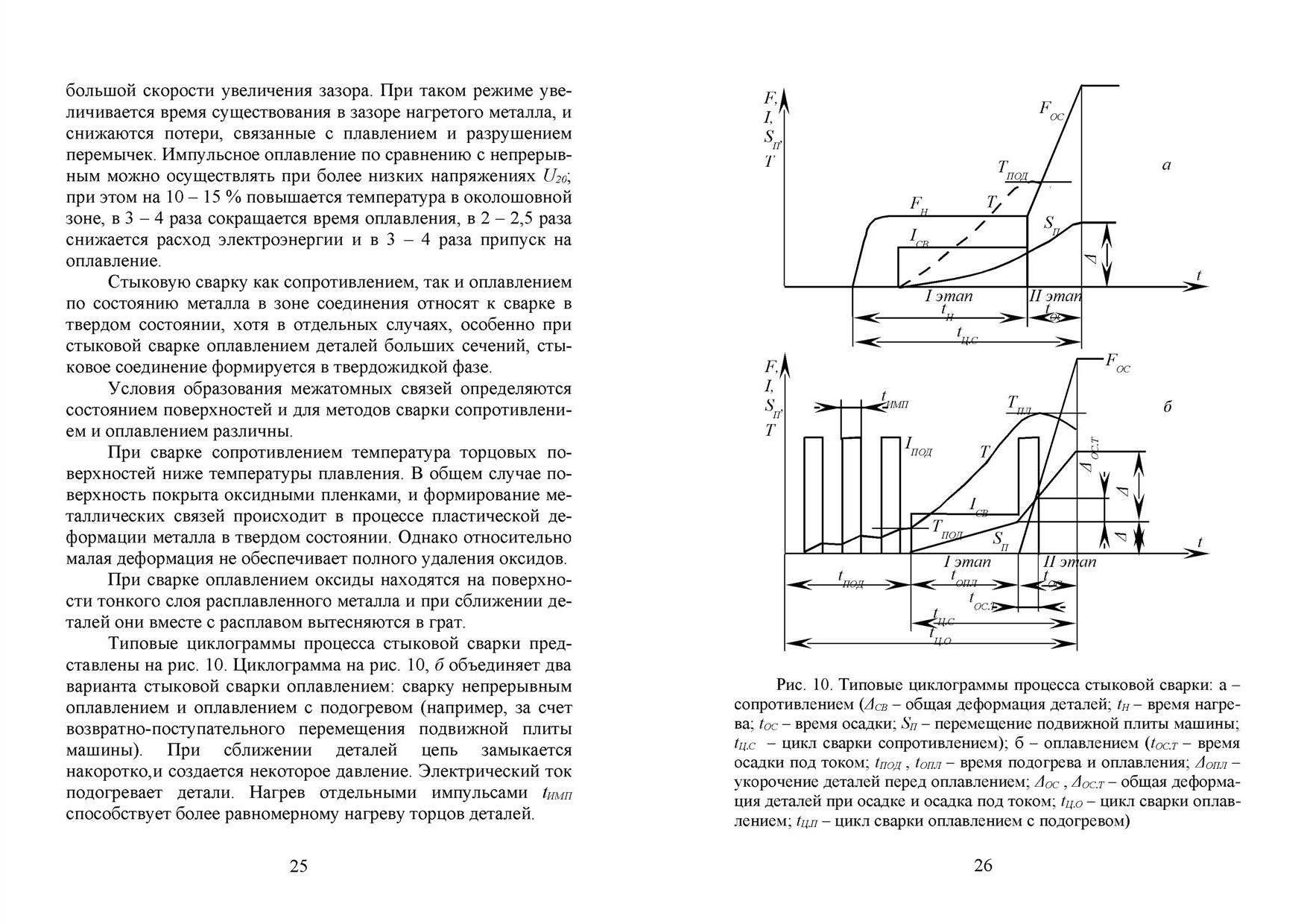 существлять
плавное
изменение
усилия
сжатия,
поэтому
его
изменяют
ступенчато.
При
точечной
сварке
чаще
используют
циклограмму
с
постоянным
усилием.
Для
толстых
деталей
и
металлов,
склонных
к
горячим
трещинам
–
циклограмму
с
ковочным
усилием.
существлять
плавное
изменение
усилия
сжатия,
поэтому
его
изменяют
ступенчато.
При
точечной
сварке
чаще
используют
циклограмму
с
постоянным
усилием.
Для
толстых
деталей
и
металлов,
склонных
к
горячим
трещинам
–
циклограмму
с
ковочным
усилием.
Программу нагрева зоны сварки часто задают в виде одного импульса сварочного тока. В некоторых случаях для устранения сборочных зазоров и предупреждения внутренних выплесков используют предварительный подогрев зоны сварки дополнительным подогревным импульсом тока.
Для уменьшения склонности к горячим трещинам, выполнения термообработки или с целью снижения величины FК применяют последующий подогревный импульс тока в сочетании с любой циклограммой усилия.
Типовые циклограммы процесса стыковой сварки. Циклограмма б объединяет два варианта стыковой сварки оплавлением: сварку непрерывным оплавлением и оплавлением с подогревом. При сближении деталей цепь замыкается накоротко, и создается некоторое давление. Электрический ток подогревает детали. Нагрев отдельными импульсами tИМП способствует более равномерному нагреву торцов деталей.
166. Технология контактной точечной сварки деталей разных толщин и из разнородных материалов.
При соотношении толщин 1:3 и менее процесс осложняется трудность получения номинальной (расчетной) зоны взаимного расплавления. Это происходит из-за несовпадения плоскости теплового равновесия со сварочным контактом и сопровождается малым и неустойчивым проплавлением тонкой детали. Вероятность непровара возрастает с увеличением разности в толщине.
На мягком режиме изотерма плавления преимущественно зарождается в центре сечения пакета (в толстой детали) и затем равномерно распространяется во все стороны. Таким образом, она лишь в конце цикла сварки захватывает тонкую деталь.
На жестком режиме в начале процесса изотерма плавления равномерно захватывает приконтактные области тонкой и толстой деталей. Затем под влиянием теплоотвода изотерма смещается в толстую деталь, к плоскости теплового равновесия. При необходимом увеличении тока возникают внутренние и наружные выплески. Однако при обычной схеме жесткий режим предпочтительнее.
Для надежного проплавления тонкой детали существует много способов. Они основаны на искусственном сближении плоскости теплового равновесия с плоскостью сварочного контакта.
Основными направлениями решения этой задачи являются уменьшение теплоотвода от тонкой детали и увеличение тепловыделения в ней (и в контакте между деталями). Первое направление обычно реализуют на мягких режимах. Некоторое увеличение проплавления тонкой детали достигается размещением с ее стороны электрода с малой рабочей поверхностью и меньшей теплопроводности. Со стороны толстой детали рабочую поверхность и теплопроводность электрода увеличивают.
Эффективно размещение между электродом и тонкой деталью съемного теплового экрана из металла с меньшей теплопроводностью в виде ленты толщиной 0,05 – 0,3 мм. Экран аккумулирует теплоту в тонкой детали, а часто и сам служит дополнительным источником теплоты.
Второе направление реализуют главным образом на жестких режимах. Для этого можно использовать два варианта: фокусировку сварочного тока (локальное тепловыделениена малой площади внутреннего контакта) и дополнительное обжатие деталей вокруг электродов. Площадь внутреннего контакта ограничивают с помощью рельефов (на тонкой или лучше на толстой детали). Плотность тока в тонкой детали повышают, уменьшая площадь электропроводимости самого электрода вблизи его рабочей поверхности с помощью кольцевой проточки, кольца из сплава с малой теплопроводностью, либо небольшой центральной вставки из сплава с повышенной электрической проводимостью.
Эффективен способ сварки с дополнительным кольцевым обжатием тонкой детали вокруг электрода. Обжатие уплотняющего пояска меняет электротермодеформационный процесс. Общее усилие сжатия FСВ специальным электродным устройством разделяют на два усилия: FЦ, прикладываемое в центре, и FП, сжимающее периферийный участок точки.Этот способ почти полностью исключает выплески и применяется на жестких и мягких режимах.
В первом приближении свариваемость разноименных сплавов может быть оценена сравнением коэффициентов кСВ, учитывающих основные физические свойства и толщину деталей: кСВ = кλ,ρ – 0,1s/sТОНК, где кλ,ρ = 0,0024λ + 10-8/ρ0 (λ – коэффициент теплопроводности, Вт/(м·К); ρ0 – удельное электросопротивление, Ом·м); s/sТОНК – отношение толщины детали к более тонкой в пакете.
Чем меньше разница в кСВ, тем лучше свариваемость. Обычно химически совместимы сплавы, построенные на одной основе или имеющие разную основу, но образующие между собой непрерывный ряд твердых растворов. В большинстве случаев сплавы на разной основе оказываются химически несовместимыми, так как образуют в ядре сплавы с неблагоприятными свойствами (хрупкие химические соединения, механические смеси).