

154. Принцип и особенности сварки в среде инертных газов.
С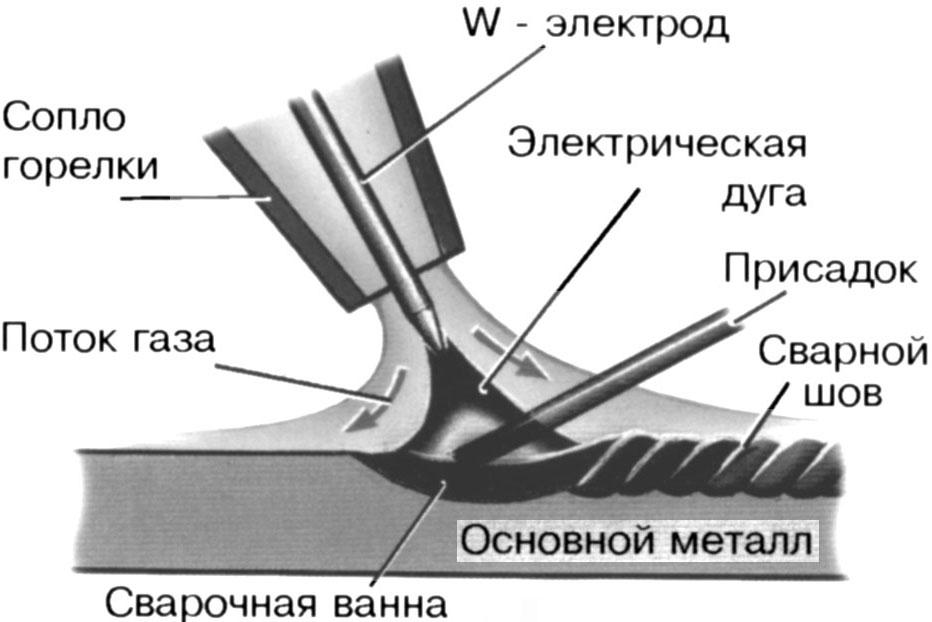 варка
в инертных газах производится неплавящимся
вольфрамовым электродом или плавящимся
электродом, по химическому составу
близким к составу свариваемого материала,
она может осуществляться вручную,
полуавтоматически и автоматически.
варка
в инертных газах производится неплавящимся
вольфрамовым электродом или плавящимся
электродом, по химическому составу
близким к составу свариваемого материала,
она может осуществляться вручную,
полуавтоматически и автоматически.
При ручной дуговой сварке в среде инертного газа кромки свариваемого изделия и присадочного металла расплавляются дугой, горящей между неплавящимся электродом и изделием. Дуга, сварочная ванна, торец присадочной проволоки и кристаллизующийся шов защищены от воздуха инертным газом, подаваемым в зону сварки горелкой. Сварочную горелку перемещают и подают присадочную проволоку в зону горения дуги вручную.
Полуавтоматическая сварка. Этот способ сварки применим для изделий с криволинейными и короткими швами, особенно в монтажных условиях. В процессе сварки горелка опирается на механически подаваемую от редуктора присадочную проволоку и перемещается благодаря ее отталкивающему действию. Это обеспечивает равномерную скорость сварки и равную скорости подачи проволоки. Сварка может выполняться в нижнем, горизонтальном и вертикальном положениях.
Автоматическая сварка осуществляется без и с присадочными материалами. Односторонняя сварка неплавящимся электродом встык без разделки кромок может быть выполнена полным проваром при толщине не более 5мм. Процесс сварки без присадочного материала чрезвычайно прост и получил достаточно широкое распространение. Образование сварочного шва без присадки происходит за счет расплавления стыкуемых кромок. Свариваемые заготовки собираются без зазора. Процесс автоматической сварки с присадочной проволокой получил широкое распространение для соединения заготовок толщиной более 1,5 мм. Присадочная проволока подается с заданной скоростью, которая регулируется в достаточно широких пределах.
Основные технологические параметры процесса сварки. Технологические характеристики процесса сварки вольфрамовым электродом зависят главным образом от рода, полярности, величины сварочного тока, длины дуги, размеров и формы торца вольфрамового электрода. Сварка постоянным током прямой полярности характеризуется максимальной проплавляющей способностью. В диапазоне токов до 600 А доля тепловой мощности, вводимой в изделие, составляет 60-80 %; потери на нагрев вольфрамового электрода – около 5 %, а лучевые потери от столба дуги – 5-35 %. При сварке постоянным током обратной полярности потери на нагрев неплавящегося электрода – анода составляют около 50 % общей мощности дуги. Поэтому с энергетической точки зрения сварка током обратной полярности невыгодна. Аргонодуговая сварка вольфрамовым электродом применяется для стыковых, угловых и нахлесточных соединений в различных пространственных положениях. Форма подготовки кромок зависит от толщины соединяемых элементов и возможности производить сварку с одной или двух сторон
155. Вах стабильного газового разряда. Зависимость напряжения от длины дуги.
Д ля
стабильного горения дуги требуется
выполнение следующих условий: 1.
ля
стабильного горения дуги требуется
выполнение следующих условий: 1.
![]() 2.
2.
![]()
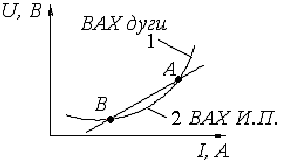
Рассмотрим падающие статическая характеристики дуги и внешней характеристики источника питания. При совмещении ВАХ источника 2 и дуги 1 условия устойчивого горения выполняются в двух точках: А и В. Рассмотрим процесс в точке А. В этой точке при уменьшении сварочного тока напряжение ИП оказывается большим, чем необходимо для горения дуги, что приведет к возрастанию силы тока, и процесс вернется в точку А. Увеличение силы тока в точке А требует большего напряжения. Однако напряжение источника питания будет меньшим, что вызовет снижение силы тока, и режим дуги вновь переместится в точку А. Тоже самое и в точке В.
Т
 еперь
рассмотрим случаи, когда статическая
характеристика дуги и внешняя
характеристика ИП жесткие (а)
и когда статическая характеристика
дуги и внешняя характеристика ИП
возрастающие (б).
Устойчивый процесс существования дуги
будет лишь в точке А.
еперь
рассмотрим случаи, когда статическая
характеристика дуги и внешняя
характеристика ИП жесткие (а)
и когда статическая характеристика
дуги и внешняя характеристика ИП
возрастающие (б).
Устойчивый процесс существования дуги
будет лишь в точке А.
Анализ всех трех процессов позволяет сделать следующие выводы:
Если статическая характеристика дуги падающая, то для устойчивого горения дуги требуется источник питания только с крутопадающей внешней характеристикой;
При наличии жесткой статической характеристики дуги источник питания должен иметь внешнюю падающую характеристику.
Для устойчивого горения дуги с возрастающей статической характеристикой дуги может применяться источник питания с внешней жесткой и возрастающей характеристиками.
Рассмотрим, как
изменятся величина
![]() при изменении
при изменении![]() при использовании ИП с внешними
крутопадающей (1) и пологопадающей (2)
характеристиками.
при использовании ИП с внешними
крутопадающей (1) и пологопадающей (2)
характеристиками.
При установившемся
режиме сварки, когда
![]() постоянная, все ВАХ ИП и дуги пересекаются
в одной точке. Если
постоянная, все ВАХ ИП и дуги пересекаются
в одной точке. Если![]() увеличилась, то уменьшился номинальный
сварочный ток. Это изменение сварочного
тока у ИП с пологопадающей характеристикой
увеличилась, то уменьшился номинальный
сварочный ток. Это изменение сварочного
тока у ИП с пологопадающей характеристикой![]() больше, чем у источника с крутопадающей
характеристикой
больше, чем у источника с крутопадающей
характеристикой![]() .
Если
.
Если![]() уменьшилась,
то увеличивается сварочный ток. Изменение
сварочного тока у ИП с пологопадающей
характеристикой
уменьшилась,
то увеличивается сварочный ток. Изменение
сварочного тока у ИП с пологопадающей
характеристикой![]() больше, чем у ИП с крутопадающей
характеристикой
больше, чем у ИП с крутопадающей
характеристикой![]() .
.