

26.6. Ручные машины для резки, зачистки поверхностей и обработки кромок материалов
Для разрезания как гладкого, так и гофрированного листового металла, арматуры и других материалов применяют вырубные, ножевые, прорезные, дисковые и рычажные ножницы с электрическим, пневматическим или гидравлическим приводом. Наибольшее распространение в строительстве получили вырубные и ножевые ножницы, пригодные для резки металла толщиной до 4 мм, в то время как, например, дисковые ножницы способны разрезать металл толщиной не более 1 мм.
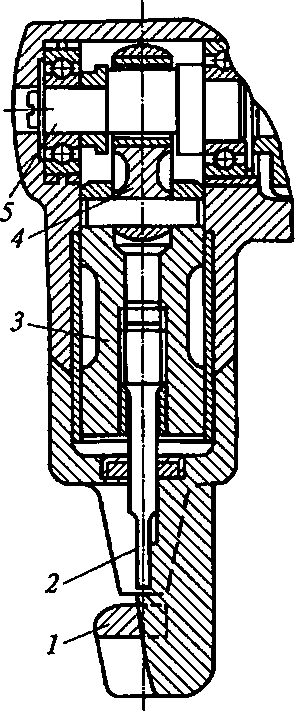
Вырубные ножницыобеспечивают точность раскроя, чистоту реза и ровность кромок. Рабочим органом вырубных ножниц служит ползун 3(рис. 26.21, а)с закрепленным в нем пуансоном 2, совершающий возвратно-поступательное движение от электрического или пневматического двигателя через редуктор (на рис. 26.21, а не показаны), эксцентриковый вал 5и шатун 4.В процессе резания используется принцип долбления. При разрезании листового материала «от края» его заводят в щель между матрицей 1 и пуансоном 2,после чего включают двигатель и, по мере вырубания прорези шириной, равной диаметру рабочей части пуансона, перемещают машину по размеченному для вырубки контуру. За каждый ход пуансона снимается стружка серповидной формы. При вырубании люков и окон в середине листовой заготовки сначала на границе вырубаемого контура просверливают отверстие, в которое заводят держатель с матрицей, после чего работают по описанной выше схеме. Разновидностью вырубных ножниц являютсякромкорезы,предназначенные для подготовки кромок деталей под сварку.
Ножевые ножницы(рис. 26.21, б) предназначены для резки листового металла в основном от края листа. Приводная часть ножевых ножниц унифицирована с вырубными ножницами. Режущая головка состоит из подвижного 8и неподвижного 6 ножей, закрепленных соответственно в ползуне и на улитке 7. Металл раз-
Рис.
26.21. Вырубные ножницы
(а)
и режущая головка ножевых ножниц (б)
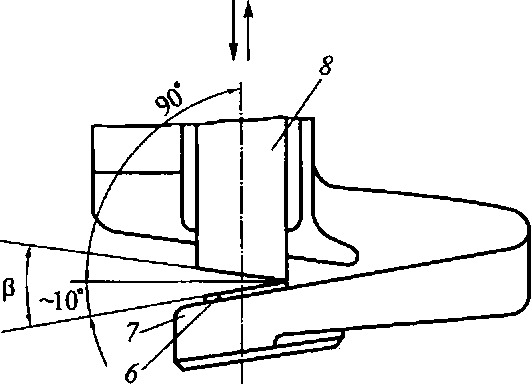
резают в результате возвратно-поступательного движения подвижного ножа при ручной подаче во время его холостого хода. Неподвижные ножи могут иметь наклонную, как показано на рис. 26.21, б, или пер- а пендикулярную направлению движения
П =
Производительность ножевых ножниц
Kn(2e-f) 1000tgp'
где П — производительность ножевых ножниц, м/мин; К —коэффициент отдачи (К = 0,7...0,9); я — частота двойных ходов подвижного ножа в минуту; е — эксцентриситет эксцентрикового вала, мм; / — коэффициент, учитывающий упругую деформацию деталей механизма головки, мм (/= 1,1 мм); р — угол между кромками ножей в вертикальной плоскости,
Для резки труб диаметром до 1200 мм и обработки фасок на их торцах под сварку применяют труборезыс рабочим инструментом в виде резцов, абразивных отрезных кругов, дисков, ножевых и ленточных полотен.
Труборезы с резцовым инструментом имеют электрический или пневматический двигатель мощностью 0,6 кВт и рабочую головку с планшайбой и закрепленными на ней резцами. Планшайбу с отверстием в ее средней части закрепляют на трубе. Последнюю
обрабатывают путем вращения планшайбы и радиальной подачи резцов. Труборезы этого типа (массой до 26 кг) обрабатывают трубы из углеродистых сталей диаметром 15... 20 и 245... 273 мм при толщине стенок 5... 25 мм.
Труборезы с рабочим инструментом в виде абразивного круга для обработки труб диаметром 150... 1200 мм с толщиной стенок до 15 мм чаще всего изготавливают на базе угловых шлифовальных электрических ручных машин, устанавливаемых на специальных каретках, обкатывающихся по окружности трубы.
Шаберыиспользуют для чистовой обработки поверхностей и кромок металлических деталей. Шаберы совершают возвратно-поступательное движение с размахом 20 мм и частотой 20 Гц. Привод может быть электрическим или пневматическим с эксцентриковым преобразовательным механизмом.
Для очистки труднодоступных металлических поверхностей и кромок применяют зачистные молоткивиброударного действия с рабочим инструментом в виде зубила (зубилъно-зачистные молотки)и пучка стальных подвижных игл, встроенных в промежуточный поршень, на который воздействует ударник (пучковые зачистные молотки).Наибольшее распространение получили пневматические зачистные молотки с энергией удара 1... 8 Дж и частотой ударов 60 Гц.