

Соединение клиновыми шпонками
Врезные клиновые шпонки характеризуются следующими положениями:а) свободной посадкой ступицы на вал (с зазором);
б) расположением шпонки в пазе с зазором по боковым граням (рабочими являются широкие грани шпонки);
в
Рис.
21.4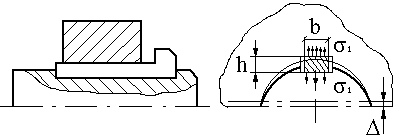
Запрессовка шпонки смещает центры вала и ступицы на некоторую величину . Это смещение вызывает дисбаланс и неблагоприятно сказывается на работе механизма при больших скоростях вращения.
Клиновая форма шпонки может вызвать перекос детали, при котором ее торцевая плоскость не будет перпендикулярна к оси вала. Эти недостатки послужили причиной того, что применение клиновых шпонок резко сократилось в условиях современного машиностроения.
Рис.
21.5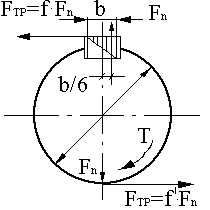
![]() ,
гдеf
– коэффициент трения между
ними, и момента силы трения между ступицей
и валом
,
гдеf
– коэффициент трения между
ними, и момента силы трения между ступицей
и валом![]() ,
гдеf''
- коэффициент трения между
ними.
,
гдеf''
- коэффициент трения между
ними.
Приближенно
можно принять, что плечо силы![]() равно радиусу вала и
равно радиусу вала и![]() .
.
При таких допущениях
![]() или
или
![]() .
(21.4)
.
(21.4)
Из принятого закона распределения напряжений смятия по ширине шпонки следует
![]() ,
(21.5)
,
(21.5)
где l – длина ступицы детали.
Решая совместно уравнения (21.4) и (21.5), получаем
![]() .
.
При проектировании шпоночного соединения ширину и высоту шпонок принимают по ГОСТу в зависимости от диаметра вала. Длину шпонки принимают в зависимости от длины ступицы и согласовывают с ГОСТом по шпонкам.
Далее делают проверочный расчет шпоночного соединения по одному из рассмотренных случаев.
Шлицевые соединения
Шлицевые (зубчатые) соединения вал – ступица представляют собой соединения, образуемые выступами (зубьями) на валу, входящими во впадины соответствующей формы в ступице. Эти соединения можно представить как многошпоночные, у которых шпонки выполняются за одно целое с валом.
Шлицевые соединения по сравнению со шпоночными имеют следующие преимущества:
Большую несущую способность при одинаковых габаритах из-за значительно большей рабочей поверхности и равномерного распределения давления по высоте зубьев;
Большую усталостную прочность вала со шпоночными канавками;
Детали на шлицевых валах лучше центруются и имеют лучшее направление при передвижении вдоль вала.
Соединения обеспечивают жесткое фиксирование деталей в окружном направлении и допускают осевые перемещения (подвижных соединений).
По форме профиля зубьев различают три типа соединений:
прямобочные;
эвольвентные;
треугольные.
С
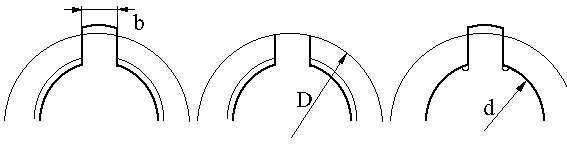
aбв
Рис. 21.6
оединение с прямобочными зубьямивыполняют с центрированием по боковым граням (рис. 21.6, а) зубьев, по наружному (рис. 21.6, б) или внутреннему (рис. 21.6, в) диаметру вала.
Стандартом предусмотрены три серии соединений (легкая, средняя и тяжелая), которые отличаются высотой и количеством зубьев. Число зубьев изменяется в пределах от 6 до 20. У соединений тяжелой серии зубья выше, а их количество больше, чем у соединений средней и легкой серий. При выборе способа центрирования руководствуются следующим. Центрирование по диаметрам D или d обеспечивает более высокую соосность вала и ступицы по сравнению с центрированием по боковым граням. Центрирование по боговым граням обеспечивает более равномерное распределение нагрузки по зубьям. Поэтому его применяют при тяжелых условиях работы. Диаметр центрирования (наружный или внутренний) выбирают из технологичных условий. Если твердость материала втулки позволяет обработку протяжкой (НВ<350), рекомендуют центрирование по наружному диаметру. При этом центрирующие поверхности втулки калибруют протяжкой, а центрирующие поверхности вала – шлифованием.
При высокой твердости втулки рекомендуют центрирование по внутреннему диаметру. В этом случае центрирующие поверхности отверстия и вала можно обрабатывать шлифованием.
Условное
обозначение соединения с прямобочными
зубьями в соответствии с ГОСТ 1139-80 должно
содержать: букву, обозначающую поверхность
центрирования, число зубьев z
и номинальные размеры d,
D,
b
соединения; обозначения посадок диаметра
и размера b,
помещенные после соответствующих
размеров. Например, при z=8,
d=42,
D=48,
b=8
обозначение соединения с прямобочными
зубьями с центрированием по наружному,
с посадкой по диаметру центрирования
![]() и по размеруb
-
и по размеруb
-
![]() имеет вид
имеет вид![]() .
.
Рекомендуемые посадки для размера b:
![]() - для неподвижных
соединений при центрировании по D;
- для неподвижных
соединений при центрировании по D;
![]() - для подвижных
соединений при центрировании по d.
- для подвижных
соединений при центрировании по d.
С
аб
Рис. 21.7
оединения с эвольвентными шлицамивыполняют с центрированием по боковым граням (рис. 21.7,а) или по наружному диаметру вала (рис. 21.7,б). Наиболее распространен первый способ центрирования.
Эвольвентные зубья применяют при диаметрах от 4до500мм приz=682.в соответствии со стандартом ГОСТ 6033-80 угол исходного контура=30,за номинальный диаметр соединения применяют его наружный диаметр
![]()
где m – модуль соединения;
х – коэффициент смещения.
Обозначение
соединения с эвольвентным профилем
должно содержать: номинальный диаметр
D,
модуль m,
обозначение посадки соединения,
помещаемое после размеров центрирующих
элементов, номер стандарта ГОСТ 6033-80.
Например, обозначение соединения при
D=50,
m=2
с центрированием по боковым поверхностям
зубьев
![]() имеет вид
имеет вид![]() ГОСТ 6033-80.
ГОСТ 6033-80.
Рекомендуемые посадки:
![]() - для неподвижных
соединений;
- для неподвижных
соединений;
![]() - для подвижных
соединений.
- для подвижных
соединений.
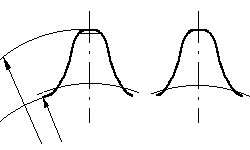
С
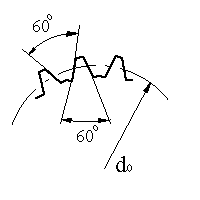
Рис. 21.8
оединения с треугольными зубьямине стандартизированы, их применяют главным образом как неподвижные при тонкостенных втулках. Это соединение имеет большое число мелких зубьев, что позволяет регулировать положение ступицы на валу в окружном направлении.
По рекомендации СЭВ угол профиля =60(рис. 21.8) при номинальных диаметрах до60 мм.
Кроме таких соединений в машиностроении изготавливают соединения с другими углами профиля 72, 90и др. иD=575мм.
В быстроходных передачах авиационных изделий точность центрирования шлицевых соединений часто недостаточна.
Д
Рис.
21.9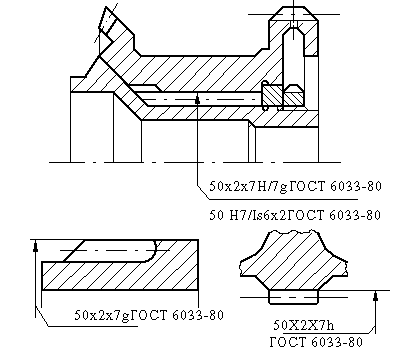
 ля
ее повышения центрирование осуществляют
по вспомогательным поверхностям:
коническим и цилиндрическим (рис. 21.9).
ля
ее повышения центрирование осуществляют
по вспомогательным поверхностям:
коническим и цилиндрическим (рис. 21.9).