

Okrepilov Quality Management
.pdfИсходяизсовременныхтребованиймогутбытьсформулирова- ны следующие исходные концептуальные положения современной квалиметрии:
1.Квалиметрия позволяет получить информацию о качестве оцениваемого объекта на любой стадии его жизненного цикла в ко- личественнойикачественнойформах, пригодныхдляустановления.
2.Квалиметрия рассматривает оценку качества объекта как динамическую категорию, т.е. учитывает возможность изменения его качества при изменении конъюнктуры рынка, применение ка- чества проекта с учетом опыта эксплуатации, совершенствования технических процессов и средств производства.
3.Основными методическими принципами квалиметрии явля-
ются:
–Принцип измеримости свойств и оцениваемость качества объекта как на уровне отдельно взятых свойств, так и на уровне всей совокупности свойств, образующих качество объекта в целом.
–Принцип сопоставимости качества объекта и качества от- дельно взятого эталонного образца или их совокупности.
–Принцип сравнимости качества конкурирующих вариантов различных исполнений объекта одного и того же вида.
Сопоставление и сравнение качества оцениваемого образца и выбранныхэталонныхобразцовобеспечиваетсяпридостоверности результатов измерения и оценки, реализуемых путем объективных измерений.
4.Квалиметрия формируется и развивается в двух взаимосвя- занных областях:
–в области теоретической квалиметрии формируются общие принципы, методы и средства оценки качества, которое является единым для оцениваемых объектов разнообразной природы;
–в области прикладной квалиметрии (с учетом положений те- оретической квалиметрии) формируется рабочий инструментарий для оценки конкретных объектов.
При этом методы и средства оценки качества учитывают при- роду этих объектов и реальные условия проявления их качеств.
5.В квалиметрии объектами оценки являются:
–качество готовой продукции определенного вида или кон- кретного исполнения требований потребителя, формирующего спрос на продукцию, удовлетворяющую по качеству, количеству и цене;
241
–требования действующего, разрабатываемого или обновля- емого стандарта на продукцию данного вида или конкретного ис- полнения;
–система менеджмента качества, действующая на предпри- ятии – изготовителе данной продукции.
6. Спозицииквалиметриикосновнымфакторам, являющимся признаками классификации продукции применительно к условиям оценки ее качества, относятся сферы изготовления и реализации этой продукции, способы и формы ее использования по назначе- нию. Эти факторы определяют выбор соответствующих каждому виду продукции, состава ее свойств, оценочных показателей, задач
иметодов оценки качества.
Основными целями квалиметрии являются:
На стадии маркетинговых исследований – установление соот-
ветствиякачествапродукциитекущимиперспективнымпотребно- стям с учетом уровня ее рыночной новизны на основе изучения и систематизации всех возможных сфер ее эксплуатации.
На стадии разработки – установление технического уровня и конкурентоспособности продукции на основе выявления и всесто- роннегоанализасвойств, образующихкачествопродукции, истепени использования в разрабатываемой продукции современных научно- техническихдостиженийиконструкторско-техническихрешений.
На стадии производства – установление уровня качества осва- иваемой, выпускаемой и обновляемой продукции с учетом уровня ее производственной новизны и стабильности технологического процесса.
Настадииэксплуатации– установлениеновоготехнологическо- го уровня, качества технологии и качества реализуемой и эксплуати- руемой продукции с учетом динамично меняющейся конъюнктуры рынка, а также мероприятия по поддержанию качества продукции приееиспользовании, техническомобслуживаниииремонте.
Для проведения квалиметрической оценки различных объек- тов должны быть построены системы показателей, определяющие их качество.
Показатели качества – количественная характеристика одного или нескольких свойств объекта, входящих в состав его качества и рассматриваемых применительно к определенным условиям жиз- ненного цикла объекта. Для продукции – это определенные усло- вия ее создания, эксплуатации, потребления. Для услуг – опреде-
242
ленные условия их разработки и предоставления. Для процесса – определенные условия его подготовки и проведения и т.д. [308; 98].
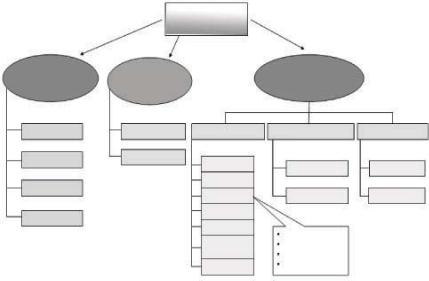
Классификация показателей качества применительно к про- дукции приведена на рис.2.9 [164-166, 59].
|
|
ПОКАЗАТЕЛИ |
|
|
|
|
КАЧЕСТВА |
|
|
I ПО ЧИСЛУ |
II ПО РОЛИ |
|
III ПО ОДНОРОДНОСТИ |
|
ХАРАКТЕРИЗУЕМЫХ |
|
ХАРАКТЕРИЗУЕМЫХ |
|
|
ПРИ ОЦЕНКЕ |
|
|
||
СВОЙСТВ |
|
СВОЙСТВ |
|
|
|
|
|
||
ЕДИНИЧНЫЕ |
БАЗОВЫЕ |
ФУНКЦИОНАЛЬНЫЕ |
РЕСУРСОСБЕРЕГАЮЩИЕ |
КРИТИЧЕСКИЕ |
КОМПЛЕКСНЫЕ |
ОТНОСИТЕЛЬНЫЕ |
|
|
|
|
НАЗНАЧЕНИЯ |
ТЕХНОЛОГИЧНОСТИ |
ПРИРОДООХРАННЫЕ |
|
|
|
|||
|
|
|
||
ИНТЕГРАЛЬНЫЕ |
|
НАДЕЖНОСТИ |
|
|
|
ЭРГОНОМИЧЕСКИЕ |
РЕСУРСОПОТРЕБЛЕНИЯ |
БЕЗОПАСНОСТИ |
|
|
|
|||
ОБОБЩЕННЫЕ |
|
ЭСТЕТИЧЕСКИЕ |
|
|
|
|
|
|
|
|
|
УНИФИКАЦИИ |
гигиенические; |
|
|
|
|
|
|
|
|
ПАТЕНТНО- |
антропометрические; |
|
|
|
ПРАВОВЫЕ |
физиологические; |
|
|
|
|
|
|
ЭКОНОМИЧНОСТИ психологические
Рис. 2.9. Классификация показателей качества
Окончательный выбор номенклатуры показателей качества для конкретного объекта производят с учетом требований конкретных потребителей и на основе анализа отечественных, зарубежных и международных документов, определяющих требования к анало- гичным объектам.
Дляопределениячисловыхзначенийпоказателейкачествапро- дукции могут быть рекомендованы следующие методы:
-инструментальный – определение показателей качества про- дукции базируется на использовании средств измерений;
-регистрационный– осуществляемыйнаосновенаблюденияи подсчета числа определенных событий, предметов и расходов;
-органолептический– осуществляемыйнаосновеанализавос- приятий органов чувств. Он используется для определения эргоно- мичных показателей качества кондитерских, парфюмерных, табач- ных изделий и др. продукции;
243
-аналитический – предполагает использование расчетно-ана- литических зависимостей показателей качества продукции от ее параметров для определения оценочных показателей, характеризу- ющих единичные или комплексные свойства качества продукции,
атакже для формирования конечного результата оценки. Исполь- зование аналитического метода зависит от возможности установ- ления взаимосвязи между отдельными параметрами продукции, характеризующими оцениваемое свойство и результаты оценки, а также от полноты и качества исходной информации об этих пара- метрах и свойствах;
-статистический – основан на сборе статистической инфор- мацииопараметрахисвойствахоцениваемойпродукцииибазовых образцов ее обработки с помощью статистических процедур;
-экспертный – основан на получении обработки и контроля информации о параметрах и свойствах оцениваемой продукции и базовых образцов при помощи экспертных процедур. Применяет- ся, когда нет информации об изделии;
-комбинированный – представляет собой комбинацию анали- тического, статистического и экспертного методов в различном их сочетании.
В квалиметрической оценке числовые значения показателей качества используются для определения уровня качества.
Уровень качества – относительная характеристика качества продукции, основанная на соотношении совокупности показате- лей качества оцениваемой продукции к совокупности показателей базовой продукции [417; 150].
Применительноктехническимизделиямиспользуетсяпонятие технический уровень – относительная характеристика качества, в основе которой лежит соотношение характеристик оцениваемой и базовой продукции, но основаны эти характеристики на показате- лях технического совершенства.
При анализе указанных выше показателей проводится расчет индексов дифференциальным и комплексным методами оценки
[297; 68-69].
Дифференциальный метод состоит в сопоставлении оценивае- мойпродукции ибазовыхобразцовпоотдельнымпоказателям(еди- ничные и комплексные). При этом результат оценки представляется отдельно по каждому оценочному показателю. Дифференциальный методоценкиКПпозволяетполучитьследующиерезультаты:
244
–Качествооцениваемойпродукцииуступаеткачествубазового образца, если продукция уступает базовому образцу по некоторым показателям, не превосходя его по остальным.
–Качество оцениваемой продукции превосходит качество ба- зового образца, если продукция превосходит базовый образец хотя бы по некоторым показателям, не уступая ему по остальным.
–Качество оцениваемой продукции соответствует качеству базового образца, если значения их соответствующих показателей качества одинаковы.
Воснове дифференциального метода лежат единичные индек- сы, которые рассчитываются по следующей формуле:
qi = |
Pi |
; |
(1) |
P |
|||
|
i˸ |
|
|
qi’ = |
PPi˸ , |
(2) |
|
|
i |
|
|
где Pi – числовое значение единичного i-го показателя качества оцениваемой продукции.
разцаP.iб – числовое значение i-го показателя качества базового об-
Из формул (1) и (2) выбирают ту, при которой увеличению от- носительного значения показателя отвечает улучшение качества продукции.
Комплексныйметодсостоитвоцениваниипродукцииибазовых образцовпопервомукомплексномупоказателю, обобщающемусо- вокупность показателей одной классификационной группировки, либо совокупности показателей различных классификационных группировок.
n |
|
Qa ¦qi mi – обобщающий индекс, |
(3) |
i 1 |
|
где n – число оцениваемых показателей;
qi – относительный i–ый показатель качества;
mi – коэффициент весомости i–го единичного параметра. При оценке комплексным методом удается получить общий
выводокачествеоцениваемойпродукцииипринятьвсоответствии с полученным результатом оценки управленческое решение.
Квалиметрия широко использовалась при расчетах плановых по- казателей внедрения новой техники и при контроле качества на раз- личных уровнях управления народным хозяйством. При переходе на
245
рыночные отношения указанные задачи потеряли свою актуальность. Однако практические приемы и методы квалиметрии используются в работеэкспертовприпроведенииоценокдеятельностипредприятийв рамкахконкурсовнапремиипокачеству, атакжеприоценкеизделий, претендующихнавключениевперечень«100 лучшихтоваровРоссии». Оконкурсахпокачествуподробнобудетрассказановглаве22.
9.2. Семь «простых» инструментов контроля качества
Научные основы обеспечения качества продукции были разра- ботаны, как говорилось выше (см. главу 8), американским ученым Ф. Тейлором в начале XX века. Система Тейлора дала великолеп- ный механизм управления качеством каждого конкретного изделия (деталь, сборочная единица). Однако продукция – это результат осуществления производственных процессов, и вскоре стало ясно, что управлять необходимо именно процессами. Эта идея стала ос- новной при разработке статистических методов контроля качества.
Началом статистических методов контроля качества, обусло- вивших переход от обеспечения качества отдельно взятых изделий к обеспечению качества процессов, служат разработки группы спе- циалистов различного профиля фирмы Bell Telephone Laboratories, в том числе разработка У. Шухартом контрольных карт, суть кото- рых мы рассмотрели в главе 6.
В табл. 2.4 приведена информация о государственных стандар- тахпостатистическимметодам, разработаннымещев1970-егодыи действующим сейчас в России.
|
Таблица 2.4 |
Государственные стандарты по статистическим методам |
|
|
|
Номер стандарта |
Наименование стандарта |
ГОСТ 16493 – 70 |
Качествопродукции. Статистическийприемочный |
(в редакции 2011 г.) |
контроль по альтернативному признаку. Случай |
|
недопустимостидефектных изделийввыборке |
ГОСТ Р 50779.0–95 |
Статистические методы. Основные положения |
ГОСТ Р 50779.30–95 |
Статистические методы. Приемочный контроль |
(в редакции 2008 г.) |
качества. Общие требования |
ГОСТ Р 50779.40–96 |
Статистические методы. Контрольные карты. |
(в редакции 2006 г.) |
Общее руководство и введение |
ГОСТ Р 50779.42–99 |
Статистические методы. Контрольные карты |
(в редакции 2008 г.) |
Шухарта |
246
|
Окончание табл. 2.4 |
|
|
Номер стандарта |
Наименование стандарта |
|
|
ГОСТ Р 50779.77–99 |
Статистические методы. Планы и процедуры ста- |
|
тистического приемочного контроля нештучной |
|
продукции |
ГОСТ Р ИСО 2859–1 |
Статистические методы. Процедуры выборочного |
(в редакции 2008 г.) |
контроля по альтернативному признаку. Часть 1. |
|
Планы выборочного контроля последовательных |
|
партий на основе приемлемого уровня качества |
ГОСТ Р ИСО 3951–1 |
Статистические методы. Процедуры выборочного |
(в редакции 2007 г.) |
контроля по количественному признаку. Часть 1. |
|
Требования к одноступенчатым планам на основе |
|
предела допустимого качества для контроля по- |
|
следовательных партий по единственной характе- |
|
ристике и единственному AQL |
ГОСТ Р ИСО/ТО |
Статистические методы. Руководство по приме- |
10017-2005 |
нению в соответствии с ГОСТ Р ИСО 9001 |
Прежде чем использовать статистические методы в производ- ственном процессе, необходимо четко представлять цель примене- ния этих методов и выгоду, которую может получить производство от их применения. Выгода заключается в том, что:
-во-первых, обеспечивается стабилизация технологического процесса при минимальных затратах на контроль;
-во-вторых, использование методов математической стати- стики позволяет наиболее быстро оптимизировать режимы выпол- нения технологических операций, уменьшая количество отходов и улучшая характеристики готовых изделий.
Основные этапы процесса создания продукции, требующие применения статистических методов, приведены на рис. 2.10.
Причины изменения качества носят различный характер:
1. Случайные изменения – это сумма многочисленных «случай- ных причин», влияние каждой из которых незначительно, причем отдельную причину для любой крупной составляющей совокупных изменений установить невозможно (например, множество сил, за- ставляющих монету падать «орлом» или «решкой» вверх при беспо- рядочном подбрасывании).
Производству всегда присуща стабильная «система случайных причин». Колебания вследствие такой стабильности модели не- избежны, но оказываются в состоянии статистического регулиро- вания.
247
Развертывание функции качества
Средства перевода требований покупателя в соответствующие требования к разработке процессов и изделий и выпуску продукции
Разработка качественных изделий и процессов
Разработка изделий и процессов с использованием метода планирования экспериментов, характеристики которых имеют минимальное отклонение от заданных и устойчивы к внутренним и внешним воздействиям
Управление технологическим процессом
Управление технологическим процессом при помощи контрольных карт. Мониторинг всех сколько-нибудь значительных событий. Установление причин спорадических отклонений и способы их устранения
Совершенствование процесса
Разработка гипотезы факторов, влияющих на качественные характеристики
сиспользованием результатов контрольных карт, анализ характера
ипоследствий отказов, а также другой информации. Отслеживание факторов, влияющих на качественные характеристики, путем планирования и анализа экспериментов. Разработка мер по совершенствованию процесса
Рис. 2.10. Основные этапы создания продукции, требующие применения статистических методов
2. Неслучайные изменения – это изменения (колебания) вслед- ствие «неслучайных причин» (причин систематических погрешно- стей), обычно характеризующих различия между рабочими, маши- нами, материалами, методами в каждом факторе во времени.
Приналичии«неслучайныхпричин» изменениевданныхнесле- дуетожидаемымсхемам, исчитается, чтопроцесс«неуправляем».
Статистическое регулирование процессов обеспечивает систе- матический подход к оптимизации процессов. Оно помогает:
–снизить отходы (потери);
–выявить проблемные области (участки);
–избавиться от субъективности при принятии решений;
–снизитьизменчивость(непостоянство, неустойчивость) про-
цесса;
–достичь намеченной цели;
–определить момент достижения совершенства.
248
Сегодня статистические методы признаются важным условием рентабельного управления качеством, а также средством повыше- ния эффективности производственных процессов и качества про- дукции.
Для решения проблем, связанных с качеством продукции, ши- роко применяются 7 традиционных методов («простых» инстру- ментов качества), рассмотрению которых и посвящен данный па- раграф.
Профессор К. Исикава говорил: «Основываясь на опыте сво- ей деятельности, могу сказать, что 95% всех проблем фирмы могут быть решены с помощью этих семи приемов».
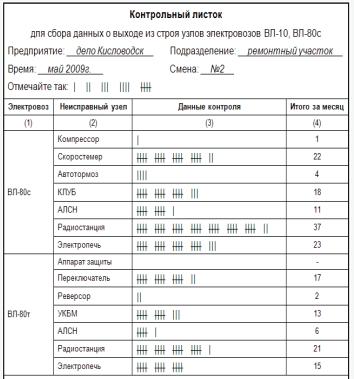
Контрольный листок (таблица проверок)
Контрольный листок позволяет ответить на вопрос: «Как часто случается определенное событие?». С него начинается превраще- ние мнений и предположений в факты (рис. 2.11).
Рис. 2.11. Контрольный листок (таблица проверок)
249
Построение контрольного листка включает в себя следующие шаги:
-установить как можно точнее, какое событие будет наблю- даться. Каждый должен следить за одной и той же вещью;
-договоритьсяопериоде, втечениекоторогобудутсобираться данные. Он может колебаться от часов до недель;
-построить форму, которая будет ясной и легкой для запол- нения. В форме должны быть четко обозначены графы и колонки, должно быть достаточно места для внесения данных;
-собирать данные постоянно и честно, ничего не искажая. Ещеразубедитесь, чтоназначенноевамивремядостаточнодлявы- полнения задачи по сбору данных.
Собранные данные должны быть однородными. Если это не так, необходимосначаласгруппироватьданные, азатемрассматри- вать их по отдельности.
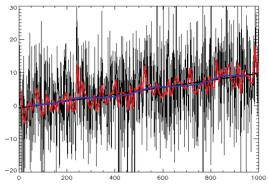
Временной ряд (литейный график)
Временной ряд применяется, когда требуется самым простым способомпредставитьходизменениянаблюдаемыхданныхзаопре- деленный период времени.
Временной ряд предназначен для наглядного представления данных, очень прост в построении и использовании. Точки на- носятся на график в том порядке, в каком они были собраны. По- скольку они обозначают изменение характеристики во времени, очень существенна последовательность данных.
Одно из наиболее эффективных применений временного ряда заключается в выявлении существенных тенденций или изменений средней величины (рис. 2.12).
Рис. 2.12. Временной ряд
250