

5.1.3. Силы резания
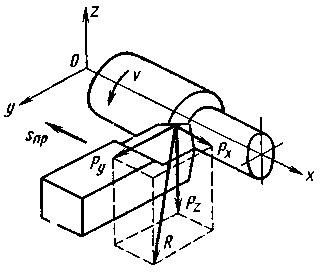
На переднюю поверхность инструмента действуют нормальная сила N и сила трения F сходящей стружки (рис. 5.6). В результате упругого восстановления поверхности резания к задней поверхности инструмента приложены нормальная сила N1 и сила трения F1. Геометрическая сумма всех названных сил дает силу резания. Множество факторов оказывает влияние на ее направление. Поэтому в инженерной практике, где для различных расчетов необходимо знать точное направление действующих сил, используют не силу резания в натуре, а ее составляющие. Для каждого процесса резания имеется свое целесообразное разложение силы резания. Например, силу резания Р при точении представляют в виде проекций Рх, Py, Pz на координатные оси X, Y, Z (рис. 5.7) и изучают, измеряют эти проекции.
При точении силу Pz называют окружной силой или главной составляющей силы резания, силу Ру — радиальной силой, силу Рх — осевой силой или силой подачи. По величине окружной силы вычисляют крутящий момент М и эффективную мощность резания N:
![]() ,
,
![]() ,
,
где D — диаметр обтачиваемой поверхности, мм; v — скорость резания, м/мин.
Рис. 5.6. Силы, действующие на передней и задней поверхностях инструмента
|
Рис. 5.7. Разложение силы резания при точении на соcтавляющие
|

По осевой силе Рх рассчитывают на прочность механизм подачи токарного станка. По величинам радиальной силы Ру и окружной силы Рг производят расчет деформаций обрабатываемой детали и узлов станка.
Равнодействующая сила резания, Н:
![]() .
.
5.1.4. Тепловые явления при резании
Источники тепла и его распределение. Тепло, образующееся при деформации в зоне сдвигов, частично переходит в стружку, а частично — в деталь. Работа трения на передней поверхности инструмента преобразуется в тепло, переходящее в стружку и в инструмент. Тепло, возникающее в результате трения на задней поверхности, распространяется в инструмент и в обрабатываемую деталь. Суммарная доля тепла, переходящего в стружку, деталь и инструмент, зависит главным образом от теплопроводности и механических свойств обрабатываемого материала, скорости резания и типа стружки.
С ростом скорости резания режущий клин становится более действенным препятствием на пути теплового потока от плоскости сдвигов в обрабатываемую деталь. Вследствие этого увеличивается доля тепла, остающегося в стружке, и уменьшается доля тепла, уходящего в обрабатываемую деталь. Уменьшение относительного количества тепла, переходящего при этом в инструмент, объясняется тем, что с ростом скорости резания уменьшается проводящая тепло контактная площадка между стружкой и инструментом.
Режущий инструмент, стружка и обрабатываемая деталь по сечению нагреты неравномерно. Наиболее высокая температура у режущей кромки и в центре давления стружки на переднюю поверхность. Среднюю величину температуры на поверхностях инструмента в местах его контакта со стружкой и поверхностью резания называют температурой резания.
Явление тепловыделения отрицательно влияет на стойкость инструмента, точность и качество обработки. Для снижения отрицательного влияния нагрева при механообработке применяют смазочно-охлаждающие среды (СОС). Это жидкости, газы и газообразные вещества и твердые вещества, которые наряду с охлаждением снижают тепловыделение. Наибольшее применение получили жидкие среды (СОЖ): эмульсии; мыльные растворы; масла; масла с добавлением фосфора и серы; керосин и др. Применение смазочно-охлаждающих сред позволяет на 10…15% снизить эффективную мощность резания, повысить стойкость режущего инструмента, увеличить точность и снизить шероховатость обработанной поверхности.